基于高速棒材线的HRB500E高强抗震钢筋的开发
2023-04-29 06:10:09吴建中张玉成万鹏段淑坤
冶金信息导刊 2023年1期
关键词:开发
吴建中?张玉成?万鹏?段淑坤
摘 要:随着技术不断创新突破,高速棒材生产线更加广泛地应用于小规格螺纹钢的生产,镔鑫钢铁集团在高速棒材生产线积极开展HRB500E抗震钢筋开发,已成功开发φ12-φ20 mm规格产品,产品质量和性能优异,深受用户青睐。
关键词:高速棒材;HRB500E;开发
DEVELOPMENT OF HRB500E HIGH-STRENGTH ASEISMATIC REBAR BASED ON HIGH-SPEED BAR LINE
Wu Jianzhong Zhang Yucheng Wan Peng Duan Shukun
(Jiangsu Binxin Steel Group. Lianyungang 222100, China)
Abstract:With the innovation of technology, the high-speed bar production line is more widely used in the production of small size rebars. Binxin Steel Group has actively carried out the development of HRB500E aseismatic rebar in the high-speed bar production line and has successfully developed φ12- φ20mm specifications. The products have excellent quality and performance and is favored by users.
Key words:high-speed bar;HRB500E;development
0 前 言
国家热轧带肋钢筋GB/T1499.2-2018于2018年11月1日实施,新标准提出了更高的技术要求。随着技术更新突破,高速棒材生产线更加广泛地应用于小规格螺纹钢的生产,有进一步取代传统多切分普线的趋势,高速棒材较传统普线具备尺寸精度高、表面质量好、合金消耗低、成材率高等优点。镔鑫钢铁集团紧跟市场需求,在高速棒材生产线积极开展HRB500E抗震钢筋开发,已成功开发φ12-φ20 mm规格产品,产品具有优良的产品质量,投入市场后,深得用户好评。
1 技术要求
1.1 化学成分
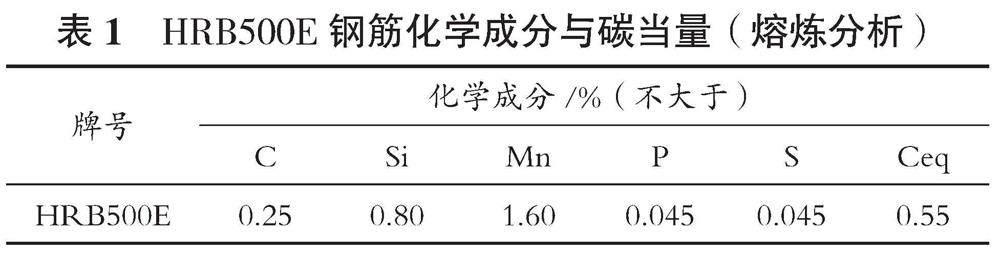
高强抗震钢筋HRB500E化学成分和碳当量(熔炼分析)应符合表1的规定。根据需要,钢中可加入V、Nb、Ti等元素。
1.2 力学性能
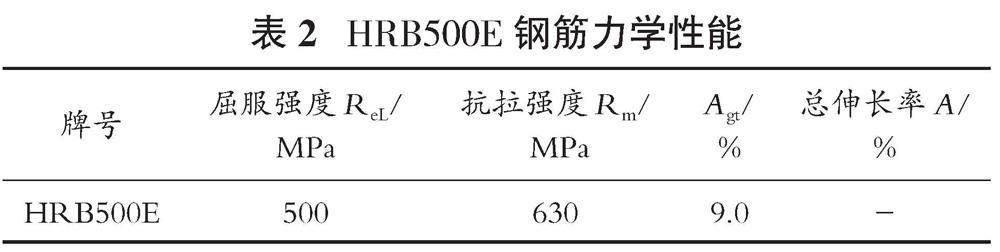
钢筋力学性能特征应符合表2规定,表2所列力学性能特征值,可作为交货检验的最小保证值。
1.3 抗震钢筋的特殊要求
钢筋实测抗拉强度与实测屈服强度之比R° m/R° eL不得小于1.25;钢筋实测屈服强度与表2规定屈服强度之比R° eL/ ReL不得大于1.30。
2 开发生产方案的设计
2.1 主要工艺流程
产品开发的主要工艺流程为:顶底复吹转炉→LF精炼→连铸→加热炉→粗中轧→控温水冷→A/B线预精轧→控温水冷→A/B线精轧→控温水冷→步进式冷床→收集入库
2.2 试验准备
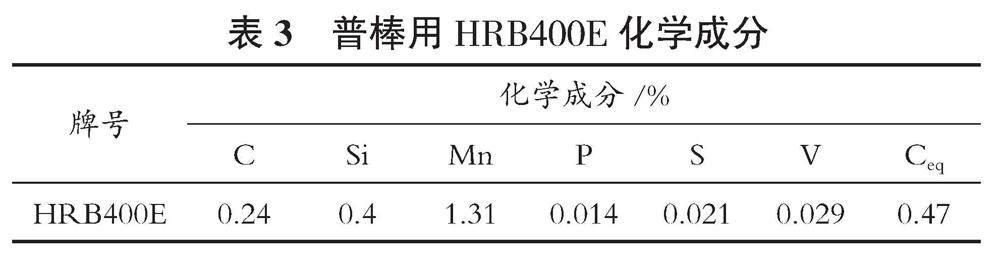
根据普棒HRB400E钢坯在高棒产线进行试轧,化学成分具体如表3。
试轧力学性能反馈如表4。
普棒用坯料在高棒轧制较普棒轧制力学性能高30 MPa左右,较HRB500E标准要求有较大差距,综合考虑后认为需提高合金占比。
2.3 HRB500E化学成分设计
根据抗震螺纹钢的技术要求,钢筋不仅要有较高的强度,同时要有良好的塑性,既要求有良好的综合性能,同时屈服强度设定有上限要求,还要有较好的强屈比。结合上述试验结果,主要采用提高微合金元素V在钢种的占比从而达到提高钢筋强度的目的。
C、Si、Mn元素都可以提高钢的强度,考虑到钢的塑性和焊接性能要求,应当控制在合理范围之内,碳当量最好不要超过标准要求,因此Si、Mn元素都较HRB400E成分有所提高控制在标准范围之内。
由于高棒具备φ12-φ20 mm规格生产能力,尺寸跨度较大,用同一成分可能会无法满足所有规格生产需求,根据以往生产经验,将高棒所覆盖规格划分为两个成分,牌号分别为HRB500E-2,HREB500E-3,具体成分见表5。
考虑钢筋具有时效性,钢筋的力学性能应符合表6的规定。
2.4 生产试轧温度控制
在保证力学性能和金相组织合格的情况下,轧钢厂可根据各自轧线工艺装备特点适当调整。
3 试轧生产情况分析
3.1 化学成分要求
钢筋的冶炼严格按照技术要求,成分控制在设计范围之内,试轧各炉的化学成分及对应的轧制批号和规格如表8。
3.2 温度控制
试轧过程温度控制如表9。
3.3 试轧力学性能
试轧力学性能如表10。
3.4 时效后力学性能
时效后力学性能如表11。
3.5 试轧结论
1)部分试样结果出现强屈比不合问题,在φ16 mm 试轧开始时,为保证屈服强度,轧钢工序温度按下限控制,屈服强度达到580 MPa,强屈比1.24;调高温度后,强屈比达到标准要求。在轧制φ12 mm 时,因规格小屈服强度相对偏高,适当调高进精轧机组温度和上冷床温度。
2)根据自然时效检测结果,7天时效后,屈服强度降低,抗拉变化不明显,强屈比相应升高合格。
3)高棒产线较普线控冷手段较多,本次试轧屈服强度偏高,强屈比偏低,为保强屈比合格提高关键点温度,控冷装置开启小或关闭,后续可适当降低合金添加量,利用控冷手段提高屈服强度。
4 批量生产分析
4.1 技术准备
根据试轧情况分析,组织了技术准备会,根据分析结果将钒含量统一调整为 0.045%-0.055%;同时炼钢工序进行渣洗精炼,提高钢材纯净度。
4.2 批量生产成分
批量生产成分如表12。
4.3 批量生产温度控制
批量生产温度控制如表13。
4.4 批量生产力学数据
批量生产力学数据如表14。
4.5 金相组织
金相组织如图1、图2,内部组织为珠光体与铁素体。
4.6 批量生产结论
1)根据本次试制产品性能分析情况,
φ12 mm、14 mm、16 mm 规格具备有一定的性能优化空间,下一步进行试制时将该规格成分钒含量从 0.045%~0.055%调整至0.035%~ 0.045%,以优化性能并降低成本;φ18 mm/20 mm 规格屈服强度、强屈比等指标数据较为合适,在冬季环境生产条件下暂不进行调整。
2)试制过程为保证强屈比性能,轧制温度控制偏上限,因此从轧制过程温度控制看,轧制工艺具有一定的优化提升空间。
5 总 结
高速棒材开发HRB500E各规格已成功批量生产,产品质量各项数据符合GB/T1499.2-2018的要求,标志着高速棒材产线可以更好地生产高强度抗震钢筋。
从产品质量数据分析高棒较普线表面质量、尺寸控制等有一定优势,尤其结合各关键点控温手段合金消耗大幅度降低,极大降低了资源消耗与企业成本,实践证明高棒产线较传统普线更具优势与竞争力。
参考文献
[1] 刘艳林.HRB500E高强抗震钢筋的开发[J].甘肃冶金,2015,37(3):44-47.
[2] GB/T 1449.2-2018,钢筋混凝土用钢第2部分:热轧带肋钢筋[S].
猜你喜欢
电子技术与软件工程(2016年18期)2016-11-14 23:33:09
汽车科技(2016年5期)2016-11-14 08:04:56
考试周刊(2016年85期)2016-11-11 01:57:37
数字技术与应用(2016年9期)2016-11-09 23:33:24
知音励志·社科版(2016年9期)2016-11-09 05:42:35
文艺生活·中旬刊(2016年9期)2016-11-07 03:32:04
电脑知识与技术(2016年21期)2016-10-18 22:08:24
中国新通信(2016年16期)2016-10-18 10:54:28
企业导报(2016年13期)2016-07-19 18:11:36
企业导报(2016年14期)2016-07-18 19:22:01