厚规格Grade50板材开裂分析及工艺优化
2023-04-29 00:44:03孟庆义巨伟锋张洪杰赵光徐宽
冶金信息导刊 2023年2期
孟庆义?巨伟锋?张洪杰?赵光?徐宽
摘 要:20年以来,受政策和环境的双重影响钢材市场逐渐低迷,各大钢铁企业都面临着产线、产品转型的严峻挑战。基于Grade50板材在热轧规格切换过程中出现的质量问题,结合客户端质量问题识别、材料性能分析以及产线工艺监控等手段,对厚规格板材出现的组织、性能不均匀等问题进行了深入剖析,基本判定贝氏体含量偏高、材料断后延伸率不稳定是造成客户端鞍座件冲压开裂的直接原因。同时依托于板材生产过程中的贝氏体转变机理及组织特性分析,围绕冷却速率控制对板材性能的影响,制定了降低轧制速率、调整层冷模式、规范工艺监控等多项产线工艺优化措施,有效地提升了材料组织性能稳定性及客户端应用效果。
关键词:Grade50;问题识别;组织分析;贝氏体;工艺研究
CRACKING ANALYSIS AND PROCESS OPTIMIZATION OF GRADE50 SLAB WITH THICK SPECIFICATIONS
Meng Qingyi Ju Weifeng Zhang Hongjie Zhao Guang Xu Kuan
(Technology Center of Tangshan Iron and Steel Co.,Ltd. Tangshan 063016, China)
Abstract:In the past 20 years, the steel market has been gradually depressed due to the dual influence of policy and environment, and the major steel enterprises are facing the severe challenge of production line and product transformation. In this paper, based on the quality problems that occur in Grade50 slabs during the hot rolling specification switching process, combining with the client quality problem identification, material performance analysis and production line process monitoring, this paper makes an in-depth analysis of the uneven organization and performance of thick specification slabs. It is concluded that high bainite content and unstable elongation after fracture are the direct causes of stamping cracking of client saddle parts. Based on the analysis of bainite transformation mechanism and microstructure characteristics in the production process of sheet metal, focusing on the influence of cooling rate control on the properties of sheet metal, a number of production line process optimization measures such as reducing the rolling rate, adjusting the layer cooling mode and standardizing the process monitoring were developed, which effectively improved the stability of material microstructure and properties and the application effect of client.
Key words:grade 50; problem identification; microstructure analysis; bainite; process research
0 前 言
我国是产钢大国,据不完全统计2020年我国粗钢产量达到了10.65亿t,其中中高强钢就占比20%[1]。而其中Grade50 是极具代表性的钢种,主要用于桥梁、车辆、船舶、建筑等多个行业。20年以来受各方面因素影响钢铁市场日渐低迷,各大钢厂粗钢产量逐渐收紧,为缓解、应对当前局势各大企业纷纷进行了产线、产品的转型,而随着相关进程的推进各种质量问题又随之出现。本文主要针对厚规格Grade50板材在热轧规格切换过程中出现的生产、质量问题,从问题识别→性能分析→工艺优化进行了全流程剖析,从客户端、材料端、产线等多角度进行了深入研究,不仅指出了板材轧制规格切换过程中冷却工艺与板材厚度的不匹配性问题,同时也为产线优化、工艺提升提供了建议。
1 质量问题识别
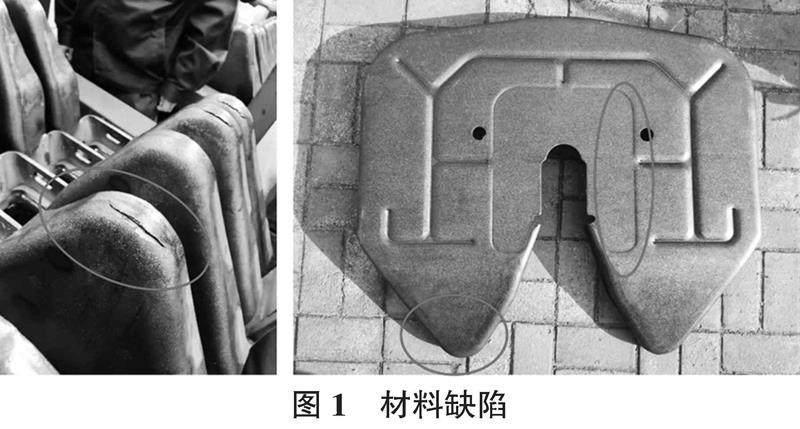
某单位冲压厂生产卡车鞍座用材料Grade50,规格7.0 mm×1 800 mm。在使用过程中发现产品冲压开裂,致多件产品严重开裂、无法使用报废处理,给客户造成严重的损失,现场缺陷照片如图1所示。
从开裂表象来看,开裂部位主要集中于R角和加强筋处:R角处变形量大,开裂明显;加强筋处变形量小,裂纹尺寸也较小,有时肉眼难以察觉,但通过着色探伤后可以发现。结合现场实际生产情况,调整冲压参数、涂油量等相关成型工艺开裂现象并未得到明显优化,基本判定开裂主要由材料性能波动造成。
2 组织、性能分析及讨论
为进一步明确产品开裂的根本原因,就客户提供的相关开裂样品及正常件进行了取样分析,并初步制定了包括成分、组织、拉伸等试验在内的问题分析方案。
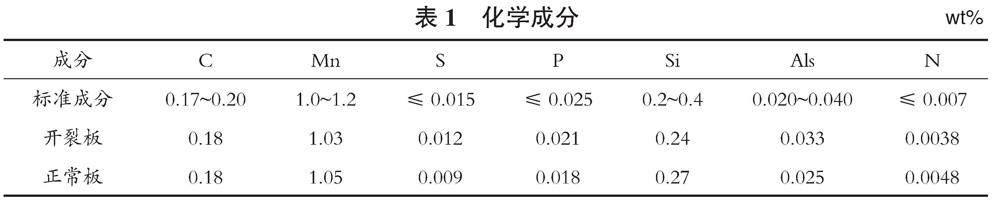
正常板和开裂板的化学成分如表1所示。
从成分角度来看,正常板、开裂板的数值差别不大,基本满足标准成分需求。
为进一步深入分析板材内部金相组织与样件开裂之间的关系,分别取样正常板料及开裂板料的边部及心部进行试样,对比其组织构成及分布情况,不难发现正常板中心部位组织在板宽的不同部位差别较小,同时其材料均匀性也更为优异,铁素体和贝氏体含量差别不大,如图2所示。
反观开裂板料在板宽边部的表面铁素体含量明显高于板宽中心部位,同时开裂板相同板宽部位沿厚度方向的组织均匀性也较差,从边部到心部铁素体含量逐渐减少,贝氏体含量逐渐增加。
从材料拉伸性能试验来看,开裂板料在板宽位置的横、纵向断后伸长率相差11.5%,同时其宽度方向不同部位(板宽边部、板宽中心)的纵向试样强度和塑性亦存在明显差别(抗拉相差32 MPa、屈服差54 MPa,伸长率相差9%),如表2所示。
综合上述相关试验结果表明,正常板和开裂板在组织和性能上确实存在一定差异。与正常板料相比开裂板本身的显微组织和性能均匀性相对较差,贝氏体含量明显高于前者,同时裂板本身的板宽不同部位以及横纵向性能差别较大,断后伸长率差异显著(横向伸长率相差9%)。贝氏体含量偏高、断后延伸率不稳定也是造成鞍座件冲压开裂的直接原因。
3 机理及产线工艺研究
3.1 贝氏体的产生机理分析
钢中贝氏体是过冷奥氏体在珠光体转变和马氏体转变之间的中温区域的分解产物,一般为铁素体和碳化物组成的两相混合物。贝氏体既有珠光体转变的某些特征,又有马氏体转变的某些特征,这给贝氏体带来复杂的相变性质和多样的组织形态。影响贝氏体组织形态除内在因素诸如钢的化学成分和母相组织以外,外在因素即热加工工艺也是至关重要的因素[2]。
结合产线板材生产过程中贝氏体的产生机理分析,在珠光体转变温度与马氏体转变温度形成的区间温度范围内,过冷奥氏体发生贝氏体转变。同时根据贝氏体的不同形态又分为上贝氏体和下贝氏体。上贝氏体转变温度在350~600 ℃之间,呈羽毛状,在显微镜下观测是由许多互相平行的过饱和铁素体片和分布在片间的断续细小的渗碳体组成的混合物,其硬度较高可达HRC40-45[3]。但由于其铁素体片较粗,因此塑性和韧性较差,其含量的增高也会造成钢带力学性能的波动。而下贝氏体转变温度在230~350 ℃之间,呈双凸透镜状,在显微镜下可以观测到下贝氏体中碳化物的形态,它们细小、弥散,呈粒状或短条状,沿着与铁素体长轴成55°~65°角取向平行排列,但由于形成温度偏低,结合板材轧制温度区间范围其对材料组织、性能影响有限,故本文所述贝氏体均为上贝氏体。由CCT组织转变曲线分析,影响冷却后贝氏体组织比例的原因主要受冷却速率影响。随着冷却速度的增大铁素体晶粒明显细化珠光体在组织中更为弥散地分布;冷却速度进一步增大时,铁素体体积分数减少,珠光体消失,组织中出现了板条贝氏体和粒状贝氏体[4],当冷却速度达到30 s时,除在原奥氏体晶界析出的少量仿晶界形铁素体外,其余组织均为贝氏体。
故初步分析开裂板材由于规格较厚,在宽度及厚度方向上冷却速率存在明显差异:边部冷却速率高于心部,表面冷却速率高于内部。同时基于贝氏体组织产生机理从金相组织角度也不难看出,板材边部及表面的贝氏体含量明显偏高,是造成材料组织、性能不均匀性的根本原因。
3.2 冷却速率控制研究
结合带钢产线工艺情况,轧线控制钢带冷却速率主要通过层流冷却(简称“层冷”)工序实现,对层冷工序与冷却相关的参数控制情况进行调查分析:
1)缺陷产生时间段。
调查缺陷板材7.0 mm×1 800 mm规格Grade50热卷生产情况,自该规格板材生产开始,统计缺陷趋势如图4所示。
质量标记1代表缺陷发生,统计2021年数据,在11月份发生缺陷,其他月份未发生,对11月份可能影响冷却速率变化的因素进行跟踪分析。
2)冷却速率统计。
冷却速率=温度变化量÷冷却时间,用终轧温度平均值减去卷取温度平均值代表温度变化量,用精轧F7出口速度为钢带在层冷运行速度,层冷段长度结合产线实际按照130 m测算,估算冷速。调查2021年该规格的工艺参数调整情况,截取稳定控制参数相同的时间段,同时环境温度相近,选取以上两个月的过程参数进行对比分析:
如图5所示,在终轧温度、卷取温度设定目标不变的前提下,后者冷却速率比前者高0.12 ℃/s,相对于前者0.71 ℃/s提高17%。
3)对冷却速率影响因素进行对比。
结合图6、图7来看,在终轧温度、卷取温度设定目标不变的前提下,产线11月份实际控制终轧温度平均比10月份低5 ℃,卷取温度比10月份平均低10 ℃,并且温度波动范围变大。
综合上述分析,通过对开裂缺陷按月份分布及冷速估算的跟踪测算,初步判定开裂板材在终轧温度、卷取温度设定目标不变的前提下,卷取温度实际控波动范围大,造成钢带贝氏体含量比正常水平增多,组织不均匀出现冲压开裂缺陷。
4 工艺优化
通过对目标材料在精轧后层冷阶段的组织转变机理进行了深入剖析并结合Grade50材料试样的成分、拉伸、金相等试验结果分析,初步确定了带钢心部与边部贝氏体组织量存在差异是造成相关钢种厚规格材料通宽方向性能差异明显的直接因素。同时也明确了相关板材生产过程中薄、厚规格切换相关工艺调整不及时,层冷工艺控制工艺不稳定,材料内部潜热严重、心部与边部温差大的问题。综合分析组织转变以及相关问题点基本确认材料组织异常析出的主要因素主要集中于带钢轧制速度、层冷冷却速率、材料厚度等三方面,结合单位产线实际情况初步制定了相关措施:1)结合产线及客户需求,根据材料厚度的变化适当调整、降低轧制速率,间接降低材料冷却速率,延长冷却时间;2)层冷模式由密集冷却改为稀疏冷却,通过调整层冷冷却水量,直接调整冷却工艺,保证材料冷却稳定性;3)严格执行层流工艺规范,加强对故障阀、集管水流量的监控。
通过对相关措施的逐步投用,材料组织性能稳定性得到了有效提升。
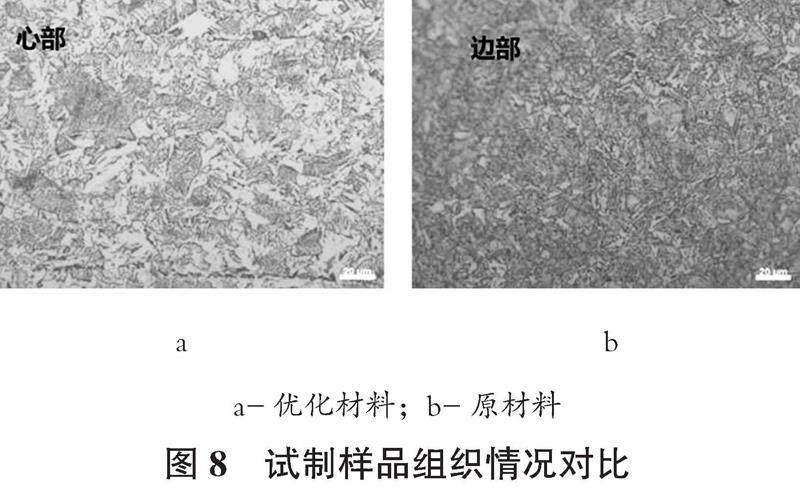
综合图8,对比试制样品与原材料样品的金相组织情况可知,试制板的显微组织均匀性明显优于原材料试样,且其贝氏体含量更加符合材料组织设计原则。同时根据相关试验,试制样品材料拉伸性能明显优于原材料,同时由于对材料贝氏体组织的优化,其屈服强度、抗拉强度分别降低了30~40 MPa,材料整体成型性能得到大幅度提升。
5 结 论
本文对厚规格Grade50板材在客户端的应用缺陷情况进行了表述,结合材料组织性能及产线工艺分析对板材开裂原因及工艺优化方向进行了研究,其结论如下:
1)Grade50厚规格板材内部组织不均匀、贝氏体组织偏高是造成材料性能不稳定,客户端冲压开裂的根本原因。
2)在终轧温度、卷取温度设定目标不变的前提下,卷取温度实际控波动范围大是厚规格Grade50板材轧制过程内部潜热严重、贝氏体异常析出偏离设计组织构成的主要原因。
3)通过调整层流冷却工艺,将层冷模式由密集冷却改为稀疏冷却,加强层冷工艺段的故障发阀监控,严格执行相关工艺流程能够有效地改善厚规格材料轧制过程中出现的性能不均匀性问题,改善厚规格板材轧制材料组织不均匀性问题。
参考文献
[1] 吕涛涛.2020年重点钢铁企业粗钢产量变化对钢材品种产量影响分析[J].冶金管理,2021(6):17-22.
[2] 席光兰.钢中贝氏体组织控制工艺研究[D].兰州:兰州理工大学,2006.
[3] 佚名.金属学及热处理[J].有色金属文摘,2012,27(6):26-30.
[4] 郑东升,朱伏先,李艳梅,等.含钒汽车大梁钢P510L连续冷却时的组织转变[J]. 东北大学学报:自然科学版,2009(5):4.
猜你喜欢
山东冶金(2022年2期)2022-08-08 01:51:02
金属热处理(2022年11期)2022-03-03 23:38:22
中国民族民间医药·上半月(2016年11期)2016-12-26 10:00:10
佛山陶瓷(2016年11期)2016-12-23 08:48:09
农业与技术(2016年19期)2016-12-12 02:18:45
考试周刊(2016年66期)2016-09-22 21:55:24
河北工业大学学报(2016年6期)2016-04-16 02:54:21
科技资讯(2015年5期)2016-01-14 17:24:38
山东冶金(2015年5期)2015-12-10 03:27:46
上海金属(2015年6期)2015-11-29 01:08:59