中厚板轧制过程中宽度控制技术研究
2023-04-29 00:44王立坚周希楠闫智平
冶金信息导刊 2023年3期
关键词:中厚板
王立坚 周希楠 闫智平
摘 要:针对中厚钢板轧制展宽过程中呈现的不规则形状提出了PVPC轧制法,以期达到控制板型提高成材率的目的;针对极限规格板坯无法正常展宽的情况提出了角轧工艺,在提高成材率的同时扩展了产品的供货尺寸范围。
关键词:中厚板;PVPC轧制;角轧
STUDY ON WIDTH CONTROL TECHNOLOGY IN THE MEDIUM THICK STEEL PLATE ROLLING PROCESS
Wang Lijian Zhou Xinan Yan Zhiping
(Shougang Jingtang Iron & Steel Joint Co., Ltd. Tangshan 063200, China)
Abstract:This paper suggest PVPC rolling method for the present irregular shape in the process of the medium thick steel plate broadside rolling, in order to achieve the goal of control board type to improve the rate of finished products; angle rolling technology was proposed for the extreme dimension slab can't normal broadside rolling, expand the supply size range of the product. while to improve the rate of finisheg products.
Key words:medium thick steel plate;PVPC rolling;angle rolling
0 前 言
在传统的中厚钢板轧制过程中,横轧阶段一般处于自由展宽状态,输出钢板板型侧边呈现枣核型或头尾呈现舌型等不规则形状,导致后续精整切定尺齐四边工序产生较大的边角余料损失(约占10%~12%)。另外,有时会出现由于极限规格板坯对角线长度超过轧机转钢辊道辊身长度导致无法转钢,导致影响单坯定尺数及部分宽厚钢板供货尺寸的情况。针对以上问题,本文重点探讨了PVPC轧制法,以期达到限制展宽、实现矩形化轧制提高成材率[1]的目的,而角轧工艺则突破了极限规格坯料无法展宽的限制,在提高成材率的同时提升了产品适应市场的能力。
1 PVPC轧制
加热、除鳞后的板坯由轧机输入辊道送到四辊轧机完成轧制。轧制过程一般分为三个阶段。
1)成形轧制:纵向轧制以消除原始坯料厚度尺寸差。
2)展宽(横轧)轧制:转钢90°后,进行展宽轧制以获得目标宽度(成品宽度+80 ~120 mm切边余量,控制水平越高切边余量越小)。
3)伸长(纵轧)轧制:再转钢90°,进行纵向轧制以获得目标厚度。
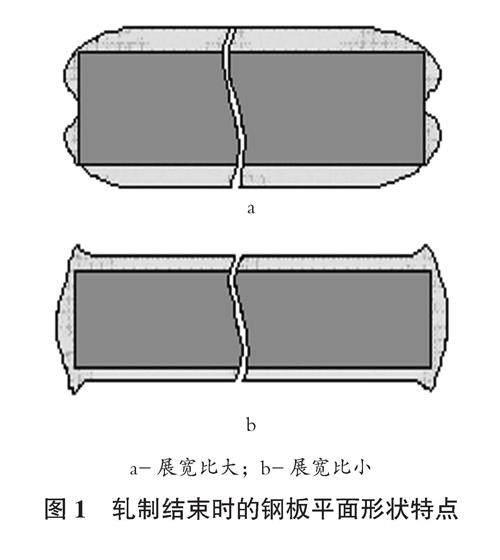
根据实践经验:在自由展宽的情况下,轧制钢板宽度与板坯宽度之比为1.4时,能获得最理想的矩形钢板形状,切边损失减少,成材率提高。反之,宽展比大于或小于1.4时,偏离1.4越远,钢板形状偏离矩形越远,如图1所示。
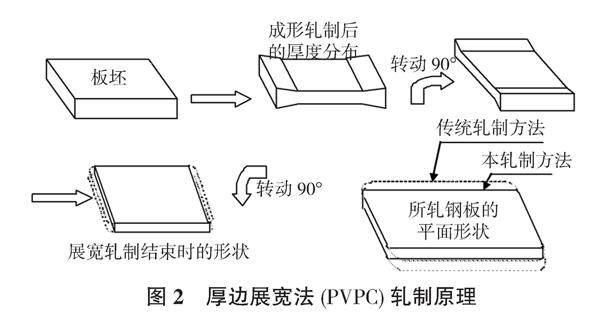
为改善宽展比因素造成钢板轧制后的非矩形,通过厚边展宽轧制法即PVPC,来改善钢板边部形状。
这种技术通过模型计算每块钢板轧制终了的平面形状变化量,利用HGC带载调整辊缝开口度,使中间坯获得不同的厚度,最终使钢板的平面形状成为矩形。
厚边展宽轧制法的原理如图2所示。实线表示采用厚边展宽轧制法轧后的钢板形状,虚线为采用传统轧制法轧后的钢板形状。
2 角轧技术
2.1 角轧转钢装置设计
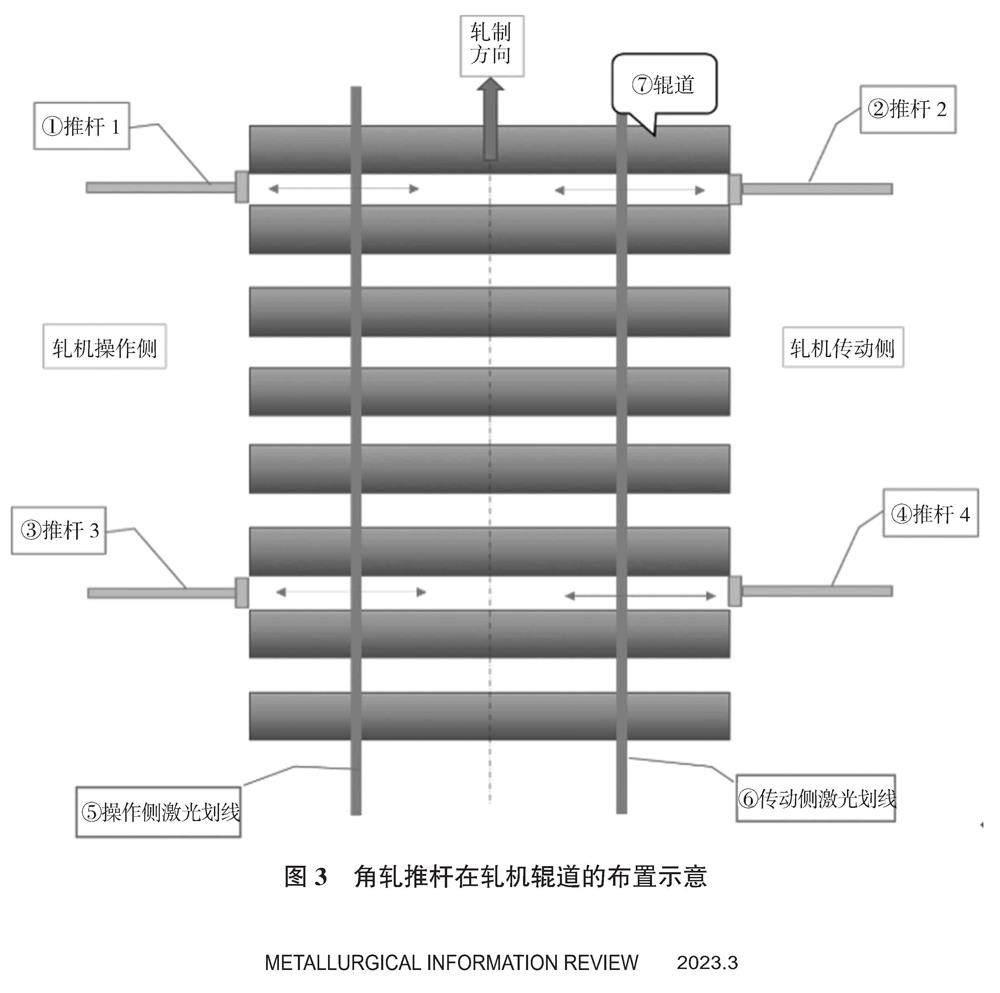
1)在轧机入口/出口辊道设置若干对液压推杆(图3中①②为一对,③④为另一对),操作侧和传动侧各一根为一对。操作侧和传动侧的推杆位置正对,且垂直于轧制方向,可以垂直于轧制方向移动。每侧的推杆推头位置原点与辊道边部平齐。如图3所示。
2)在轧机入口/出口辊道上方设置一对激光划线装置,激光划线光源可以在垂直于轧制方向的轨道上移动以便精确定位。其发射的光幕平行于轧制方向,其颜色可以明显与热态板坯以及辊道区分开。图4中①②分别为两侧激光光源,③为激光光源移动导轨,④⑤为两侧激光光幕,⑥⑦为激光在辊道上的显示线。
2.2 角轧转钢[2]装置使用方法(如图5)
1)各个推杆移动距离
x1 = (r - b/cosθ-p×tanθ)/2; b = c× sinα;x2 = x1 + p×tanθ;
x3 = x2; x4 = x1
式中:x1为推杆1移动距离;x2为推杆2移动距离;x3为推杆3移动距离;x4为推杆4移动距离;r为辊道宽度;b为钢板垂直于侧边的端部宽度;c为宽度方向投影最长的对角线长度;p :两对推杆间距 ;θ:目标转钢角度;α:上述对角线于侧边的夹角
2)激光划线位置确定
w = c×sin(α+θ)
式中:w:钢板轧制方向的投影,也是两侧激光划线的间距 ;c :宽度方向投影最长的对角线长度;θ:目标转钢角度;α:上述对角线于侧边的夹角。
3 结 论
1)展宽阶段实施PVPC轧制策略提高了钢板矩形化水平,切边量由100 mm ~150 mm缩窄至80 mm ~ 110 mm(依据轧制宽展比不同效果会有所区别),切头尾量缩短200 mm ~ 500 mm;
2)角轧法突破了H×2 400 mm×3 900 mm大板坯轧制2 500 mm以上宽幅钢板的瓶颈问题(钢坯对角线长度大于转钢辊道辊身长度4 500 mm),提高了成品钢板定尺数及供货尺寸范围;
3)以上两种轧制方案均有助于成材率的提升,据统计可实现成材率0.3~0.7%的增长。
参考文献
[1] 杨霞.浅谈中厚板轧区成材率的影响因素及提高措施[A].2014年低成本炼钢共性技术研讨会论文集[C].2014:225-229.
[2] 曹盛强,汤胜博,余风智,等.角轧技术在4 100粗轧机中的运用[J].铝加工,2016(4):17-20.
猜你喜欢
冶金设备(2021年2期)2021-07-21
建材发展导向(2021年9期)2021-07-16
山东冶金(2018年6期)2019-01-28
中国钢铁业(2017年4期)2017-07-25
工业设计(2016年4期)2016-05-04
新疆钢铁(2016年3期)2016-02-28
上海金属(2015年1期)2015-11-28
安徽工业大学学报(自然科学版)(2014年4期)2014-07-11
燕山大学学报(2014年3期)2014-03-11
天津冶金(2014年4期)2014-02-28