
神经元网络自适应系统在4 300 mm产线的应用
2023-04-29 11:48:55马鸣
冶金信息导刊 2023年6期
马鸣


摘 要:在近代钢铁工业的发展中,产品质量发展不仅体现在材料性能的提高上,还体现在高精度的尺寸规格上,这也是用户市场要求所决定的。一个钢铁企业的进步就在于其产品具有良好的机械性能和精确的形状尺寸。尺寸精度体现在良好的板形和高精度的厚度偏差。随着人工智能技术的发展,神经元网络系统也被应用在轧制控制系统中,神经元网络系统的应用使得轧制过程中各种模型计算结果更为精确、轧制质量更高。讨论了神经元网络系统在宽厚板生产自动化系统过程控制层面中的应用,着重对于轧制力模型计算和温度模型计算进行了分析。
关键词:神经元网络;自适应;轧制;过程自动化
APPLICATION OF NEURAL NETWORK ADAPTIVE SYSTEM IN 4 300 mm PRODUCTION LINE
Ma Ming
(ShanXin Software Co., Ltd. Jinan 250101, China)
Abstract:In the development of modern steel industry, the development of product quality is not only reflected in the improvement of material properties, but also in high-precision dimensional specifications, which is determined by the requirements of the user market. The progress of a steel enterprise lies in its products having good mechanical properties and precise shape and size. Dimensional accuracy is reflected in good plate shape and high-precision thickness deviation. With the development of artificial intelligence technology, neural network systems have also been applied in rolling control systems. The application of neural network systems makes the calculation results of various models in the rolling process more accurate and the rolling quality higher. This article discusses the application of neural network systems in the process control level of wide and thick plate production automation systems, focusing on the analysis of rolling force model calculation and temperature model calculation.
Keywords: neural network; self-learning; rolling; process automation
0 前 言
中厚板的自动生产依赖二级系统中各种模型(轧制力模型、温度模型、辊身磨损模型)等。模型是计算轧机设定值的基础,这些模型的预报精度将直接影响着轧制表的规划和计算。但是传统单模型以及现场设备控制精度及现场各种因素的影响,会对模型计算预报误差较大。虽然采用自适应算法可以提高模型计算预测的精度,但是现场生产过程中,钢种、规格等变换频繁,更换钢种、规格后,自适应算法需要通过轧制几块钢之后才能对系数进行修正,因此更换规格后前几块钢板质量不理想。目前现场普遍采用自适应算法与神经元网络系统相结合的方式提升模型计算预报的精度[1]。
1 轧制过程中的模型计算
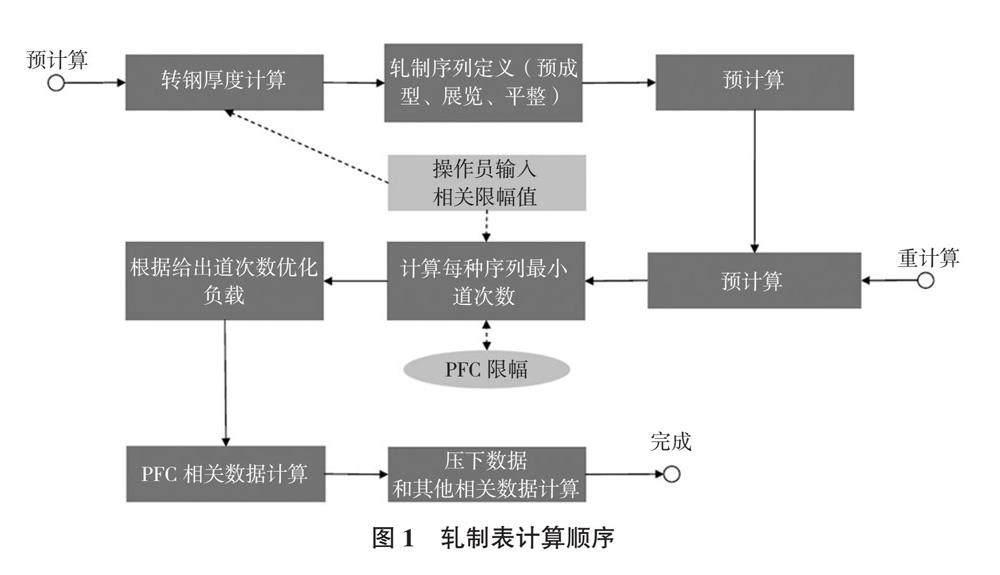
钢板轧制过程中通过模型计算出预报设定值,并形成轧制表。生成轧制表需要经过三种计算模式:预计算、重计算、后计算。轧制表计算顺序如图1所示。
1.1 预计算
预先计算的目的是确定完整的轧制表。通过预计算如下:1)根据装炉坯料PDI开始计算;2)在坯料达到除磷箱前使用实际出炉温度进行计算 ;3)坯料到达粗轧或精轧机前利用高温计实测温度进行计算。
预计算从板坯数据开始。温度分布取自温度计算模型,预计算将确定道次数量(见图2)、厚度分布、传动速度设定值等。预计算检查是否超过技术参数限幅值(轧制力、压下率等),并达到目标值(厚度、板凸度、平整度、形状、温度等)。
1.2 后计算
后计算将在每一个轧制道次后进行,并且该道次的所有与机架相关的值都可用。
后计算根据实测的轧制力、辊缝、弯辊力等数据来计算将确定钢板每一个轧制道次轧制完成时的“实际”出口厚度(仪表实测厚度)。
后计算使用测厚仪测的板坯厚度和取自温度模型中的温度分布,再次计算钢板轧制时轧制力和轧制扭矩。同时将计算所得的轧制力和轧制扭矩与实测的轧制力和扭矩进行比较,并计算校正系数,用来计算下一个道次的轧制力、扭矩等设定值。修正系数计算过程如图3所示。
后计算进程通过采集仪表实测的值,尤其是测厚仪的反馈值和重新计算的温度来重新计算轧制力,重新计算后的轧制力被认为是该道次轧制力,轧制力模型将在后续道次计算过程将这些实际情况考虑进去。同时,通过比较L1上传测量的轧制力(Fmeas)和这个重新计算的轧制力(Frecalc)来计算短期修正系数:
Fmeas
Kf= ——— (1)
Frecalc
主传动扭矩也使用重新计算的轧制力和重新计算的辊缝进行重新计算。比较重新计算的扭矩和测量的扭矩,将确定扭矩的短期修正系数:
Mmeas
KM= ——— (2)
Mrecalc
1.3 重计算
重计算将在每道次轧制完成之后进行。但是,在出现设定值超时、操作员输入值有变动等情况时,可以根据需要进行重新计算。重新计算将根据当前温度、钢板尺寸和后计算中的自适应修正系数对剩余道次进行新的计算。
重计算时不会改变已有的轧制规程。重计算按照预计算时计算出的轧制规程来计算剩余各道次设定值。
2 轧机二级系统中的自适应功能
2.1 短遗传和长遗传应用
中厚板轧机二级系统中模型的自适应主要是通过调整系数来实现的,它是通过一组实测的数据,得到与之对应的轧件硬度,从而可以在线回归得到新的系数,并将其应用到下一次模型计算中。
2.2 短期自适应
短期自适应功能主要是由后计算参与完成,每个道次执行完后,将测量的数值与实际的数值进行比较计算出修正系数来使后续道次的模型计算更加精确,使模型可以在短期内适应轧制过程的实际存在的条件。适应学习计算出的参数用于消除短期因素造成的设定误差。
2.3 长期自适应
长期自适应功能用于提高不同尺寸、不同钢种及不同规格的钢板设定计算精度。长期遗传系数则保存到数据库中,当轧制相似尺寸和钢种类型的钢板时,可以利用其得出的数据进行设定计算。
自适应功能优点在于充分考虑轧制过程中的实际情况,从而提高轧制力计算的精度,但实际应用过程中发现,当钢板规格变化或钢种成分差距较大时,自适应功能需要通过轧制几只钢板后修正,为了克服这一不足,目前常采用神经元网络与自适应相结合的方法来纠正轧制力模型计算。
3 基于神经元网络的自适应
3.1 人工神经网络
人工神经元网络作为一种自适应模型,是对人脑及自然神经网络的一种模拟。它可以从大量的数据中进行概况学习,构建从输入到输出的映射。人工神经网络常用于数据分类、预测和过滤[2]。
神经网络一般由若干节点组成,主要分为输入层、输出层和隐藏层。各层通过权重值不同来传递数据,隐藏层数不定,层数越多,神经网络的非线性越来越显著。如图5所示,将神经网络应用于轧制计算,选取轧制变量为输入变量,便可计算出所需的轧制参数,也可以用于计算轧制数学模型的系数[3]。
3.2 混合模型
在钢板轧制生产过程中,仅靠一种模型参与轧制参数计算精度是远远不够,如果将神经元网络模型和其他模型进行混合建模,将其他模型的计算结果作为神经元网络的训练值或是将二者的输出结果按照规则进行组合、输出,这样得到的计算结果往往会更符合实际。混合模型结合人工神经元网络模型和物理模型如图6所示。
3.3 模型计算精度
产线神经元网络投用之前,模型计算出轧制力、扭矩与实际轧制过程中测量数据偏差较大。投用神经元网络后,利用生产过程中的实际数据对其进行离线训练,将训练结果投入模型计算后,计算精度有所提升,如图7所示。
4 结 语
在近代钢铁工业中,神经元网络的应用已经成为一种趋势。它通过学习和模拟复杂的非线性关系,为钢铁企业提供了更精确的模型计算结果和更高的产品质量。特别是在宽厚板的生产自动化系统中,神经元网络的应用在轧制力模型计算和温度模型计算方面取得了显著的成果。未来,随着技术的进一步发展,神经元网络将在钢铁工业中发挥更大的作用,为提高产品质量和生产效率提供更多的可能性。
参考文献
[1] 邱红雷,田勇,赵忠.结合模型自适应的神经元网络在中厚板轧机轧制力预报中的运用[J]. 钢铁研究学报,2006,18(6):59-62. DOI:10.3321/j.issn:1001-0963.2006.06.015.
[2] 焦李成,杨淑媛,刘芳,等.神经网络七十年:回顾与展望[J].计算机学报,2016,39(8):1 697-1 717. DOI:10.11897/SP.J.1016.2016.01697.
[3] 王志军.人工神经网络在轧钢中的应用综述[J].上海工程技术大学学报,2018,32(4):324-328. DOI:10.3969/j.issn.1009-444X.2018.04.007.
[4] 王楷,梅瑞斌.“人工智能+有限元”模型在轧制领域的研究进展[J].材料导报,2022,36(13):133-144. DOI:10.11896/cldb.20110127.
猜你喜欢
河北工业大学学报(2020年6期)2020-01-16 07:40:00
南京信息工程大学学报(2019年4期)2019-05-30 10:48:04
中国教育信息化·基础教育(2016年11期)2016-12-27 19:17:45
软件导刊(2016年11期)2016-12-22 21:30:47
科技视界(2016年26期)2016-12-17 15:53:57
科教导刊·电子版(2016年26期)2016-11-21 09:41:18
汽车科技(2016年5期)2016-11-14 08:03:52
中国新通信(2016年16期)2016-10-18 10:54:54
电子科技(2016年6期)2016-07-04 06:33:10
动力学与控制学报(2016年6期)2016-05-19 07:47:12
