汽车焊装柔性方案在先进主焊线的应用
2023-04-29 00:44:03陈志毅毕愿江丁才奇刘泽博李柯冉
汽车工艺与材料 2023年5期
陈志毅 毕愿江 丁才奇 刘泽博 李柯冉
摘要:阐述了国产某主机厂高节拍(60 JPH)、四车型共线生产的先进白车身柔性主焊线工艺布局。该条主焊线为焊点自动焊接,采用自动预装、OPEN-GATE式主拼框架、顶盖激光钎焊、顶盖激光焊自动轻擦焊、自动打磨、机器人视觉应用、AGV自动输送和在线测量先进工艺,满足从轿车到MPV不同白车身混线生产,在高节拍生产过程中可以满足四车型内切换无节拍损失。首先阐述主焊线中不同工位柔性方案,然后以此生产线作为案例,对一些主焊线共用典型工艺进行多车型混线的方案与设计进行解读,最后对线体设计和规划要点进行阐述及分析。
关键词:白车身 柔性化 主焊线 多平台混线
中图分类号:U466 文献标识码:B DOI: 10.19710/J.cnki.1003-8817.20220363
Abstract: This article elaborated the process layout of the advanced flexible main welding line of Body In White (BIW) for the high beat (60 JPH) 4-model fixed line in a China OEM, this welding line adopted advanced technologies such as automatic welding, automatic pre-assembly, OPEN GATE type main assembly frame, top cover laser brazing, automatic brushing of the top cover laser welding, automatic polishing, robot vision application, AGV automatic conveying, and online measurement, which can meet the requirements of mixed production of different BIW from cars to MPVs. In the high beat production process, the production line can meet the requirements of switching within 4 models without beat loss. The paper firstly elaborated the flexible solution for different stations in the main welding line, then, taking this production line as a case, interpreted the typical processes adopted by some main welding lines in terms of the solution and design of multiple vehicle mixed lines. At the end of this paper, the key points in design and planning of the main welding line were elaborated and analyzed.
Key words: Body In White (BIW), Flexibility, Main welding line, Multi-platform mixed line
作者简介:陈志毅(1995—),男,助理工程师,学士学位,研究方向为汽车焊装制造技术。
参考文献引用格式:
陈志毅, 毕愿江, 丁才奇, 等. 汽车焊装柔性方案在先进主焊线的应用[J]. 汽车工艺与材料, 2023(5): 55-61.
CHEN Z Y, BI Y J, DING C Q, et al. Application of Flexible Automobile Welding Solution in Advanced Main Welding Line[J]. Automobile Technology & Material, 2023(5): 55-61.
1 前言
在愈发激烈的乘用车竞争环境中,柔性化白车身生产线在国内外高端生产线中发挥着越来越大的作用。柔性生产线可以根据生产订单,灵活应对不同的车型生产,实现不同生产车型的快速切换,满足生产实际需求。在柔性生产线中,主焊线肩负着最终白车身尺寸精度的重要任务。在传统白车身主焊线中,很难实现车身尺寸、结构差异过大的混线生产,从而影響主机厂生产线车身产品规划。如何在主焊线中实现从轿车到MPV不同车型的混线生产,成为主焊线的主要课题。
主焊线柔性主要体现在3个方面:一是共用工装夹具,如地板夹具。框架抓手的定位机构需要满足所有车型定位及通过性,需要具备可以同时定位多车型零件的能力;二是每个车型单独工装夹具,如总拼框架。顶盖激光焊胎膜,预装抱具需要有无节拍损失的快速切换及存储方案;三是每个车型的机器人工装抓手都需要有对应的停靠位置,需要有足够的空间预留。
2 柔性主焊线工艺布局
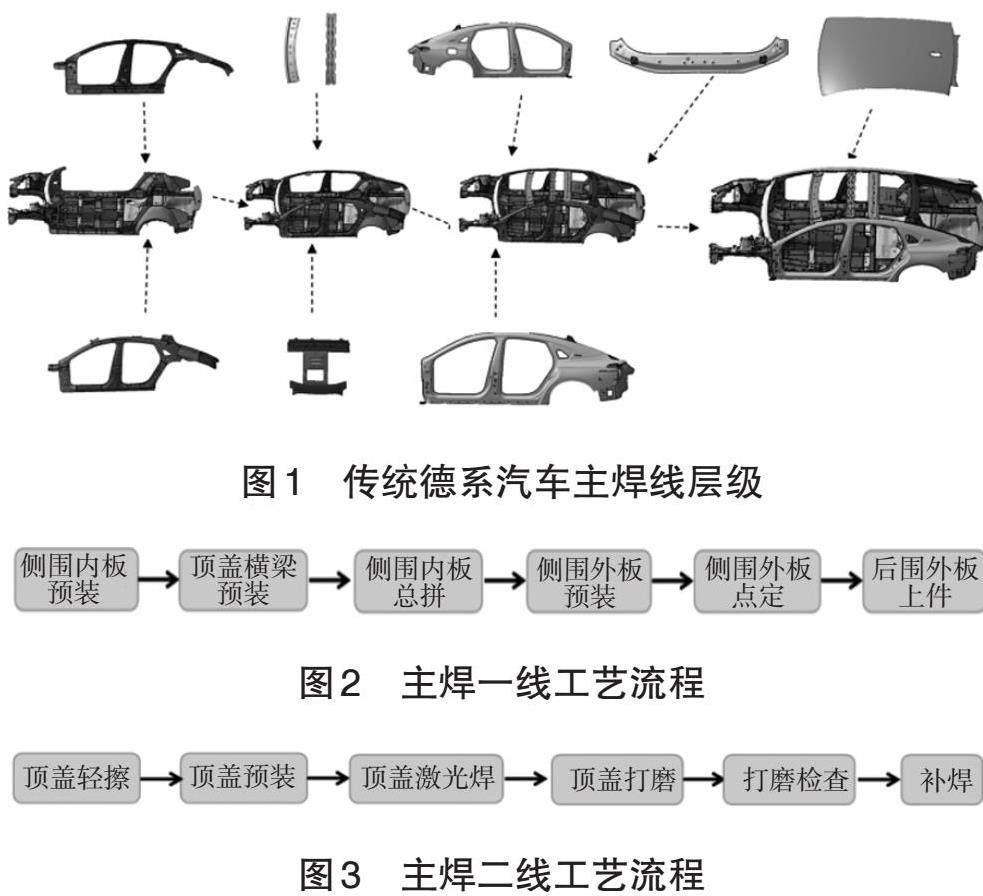
以传统的德系主车身为例,主焊线需要装配的零件如图1所示。图2与图3为国产某豪华品牌主机厂的柔性主焊线工艺流程图,该主焊线分为主焊一线和主焊二线,线内有4车型预留,可以满足4+N车型混线生产。
3 柔性方案应用目的
3.1 缩短新车型融入周期
现有汽车市场竞争激烈,国内外每个主机厂都在不停推陈出新,加快新车型研发速度,缩短新车型换型周期。作为4大工艺中自动化程度最高的焊装工艺,通过在一期产线中施行柔性方案,做好后续车型预留,可以极大程度缩短后续车型线体改造周期,实现车型的快速达产。
3.2 可以更灵活应对生产订单
如果生产线柔性较高,可以混合生产多个当前市场车型,便可以根据实际订单需要,调整线体生产比例,提高线体实际生产效率。
4 多平台车型主焊线柔性方案
4.1 应用NC柔性地板定位夹具
对于多平台白车身主焊线,地板定位尤为关键。由于不同车型的定位孔位置差异较大,在传统主焊线下部夹具,通常采用翻转气缸带动勾销缸的定位形式,当需要切换不同车型部件时,翻转气缸打开,带动整个勾销气缸打开,部件如图4所示。
这种方式缺点在于一旦一条生产线车型过多,下部夹具上就会有大量的翻转单元,甚至会出现部件过多无法设计的情况,对多车型混线生产线设计以及现场后续的维护都存在较大问题。
针对这种情况,该生产线采用伺服柔性定位装置(NC-LOCATOR,NC)柔性机构进行下部夹具的定位,每一组NC单元可以实现车身X方向±200 mm,Y方向±100 mm,Z方向±200 mm任意位置切换,重复定位精度为±0.1 mm。通过使用NC柔性机构,保证在平台不同,地板主定位孔位置差异较大的情况下,也可以通过NC单元切换实现不同车型定位孔的共用。但采用NC定位需要和白车身产品设计进行提前沟通,对于不同车型下部主定位孔需要设计成孔径大小一致,前后位置差异需要在NC单元切换范围内,图5为使用NC定位单元的下部夹具。
4.2 侧围内外板高节拍柔性预装方案
侧围预装工位是主焊线生产的第一序,是总拼工位的前提。在侧围内板的预装工位中,需要在侧围内板上完成和地板搭接位置的涂胶工艺以及和地板连接的搭扣工艺。在侧围外板的预装工位中,要在侧围外板上,完成和地板搭接位置的涂胶工艺以及和地板连接的搭扣工艺。由于每个车型搭扣位置普遍不同,每个车型抓手都需要有各自单独抓手,占地面积较大,通常需要占用2~3个滚床工位。
由于预装涂胶工作量非常大,一般车型侧围单侧会有4 000~5 000 mm长的涂胶量,在高节拍的生产线中很难在一个生产节拍内完成。通常在这种情况下采用双节拍工艺,即采用2组同样工艺的机器人同时工作,这种情况下实际工作节拍翻倍,并保证一个生产节拍产出一个零件。如图6所示,R01和R02机器人分别从电动单轨系统(Electric Monorail System,EMS)上抓取侧围零件,并放到涂胶工作位,R03和R04同时在侧围上涂胶,当第一个侧围完成后,R01将侧围拿走放置到车身上预装,并从EMS上抓取下一个侧围。在此时R02放到涂胶工作位,由R03与R04再次进行涂胶,两个机器人工作互相穿插进行,保证线体在一个节拍内完成一个侧围工作量。
4.3 AGV配合机械视觉的顶盖柔性输送系统
在传统的顶盖生产线中,顶盖器具通常采用人工精定位料车推入料口的形式。此种方案费时费力,而且需要至少一个线体人员时刻守在线体旁边,进行空满器具的倒换。
在先进主焊线中,采用自动导引运输车(Automated Guided Vehicle,AGV)代替人工进行顶盖器具转运工作,AGV通过承载顶盖料车器具,通过与工厂制造执行系统(Manufacturing Execution System,MES)进行交互,从MES系统得到生产通知和生产线需求车型信息,从规划的不同车型物料存储区输送至线体料口。图7为AGV自动运输至主焊二线顶盖料口的AGV路线图,在AGV缓存区设置有6组缓存,可以满足6种顶盖自动接收、上线。
本线体采用承载举升式AGV,AGV与线体器具采用销孔配合,以保证精度。料口采用双侧精定位钢制导轮,使AGV能够承载器具稳定,顺滑进入料口。AGV到位后,承载器具下降,使器具轮子贴合地面。同时在料口到位位置,有两组气缸,对器具进行夹紧定位,对器具的X、Y、Z 方向进行精确定位(图8)。
国内AGV一般最多能实现的定位精度为±5 mm,所以在线内机器人从料库取件时,需要配备视觉系统。视觉系统可以实现误差在±5°、±70 mm内的零件抓取,从而实现不同车型顶盖零件的精准运输(图9)。
4.4 后轮罩滚边高节拍柔性方案
在德系主焊线工艺中,侧围内外板需要在主焊线分别上件,侧围外板和后轮罩之间需要在主焊线进行滚边,如图10所示。按照工艺,需要进行3遍,分别是45°、0°和水滴边的滚边压合,如图11所示。由于滚边工艺需要的工艺时间较长,传统的通过换枪盘切换方式很难在60 JPH的线体中实现4车型无节拍损失的切换。
本线体采用单侧布置2个机器人的方案如图12所示,一个机器人抓持胎膜工装,工装采用四面体风车结构,可以在不采用切换设备的前提下满足4个不同车型。另一个机器人抓持滚头,进行滚边作业。在工作过程中,胎膜工装不脱离机器人,同时在地面两侧伸缩气缸组件对胎膜夹具进行精确定位。应用此种方案,可以节拍损失的进行4种车型的切换。
按照滚边理论速度(150 mm/s),和常规轿车单侧1 000 mm左右的滚边距离计算分析,该工艺生产节拍,如表1所示。
此方案可以在滚边3次的情况下,满足4车型随机生产的任意切换,极大提高了生产线效率。
4.5 顶盖激光钎焊柔性方案
在现有高端乘用车生产线,顶盖和侧围外板搭接普遍采用激光钎焊。对比传统电阻点焊,顶盖刚度高、外观好、生产速度快,同时取消了车顶饰条和密封胶,单车成本降低约32.4元。但是激光釬焊固定投资大,生产柔性差,对零件搭接精度要求高,对生产线要求也更高。在德系车型连接工艺中,顶盖激光钎焊已成为标配[1]。
顶盖激光焊接工位通常由激光房本体、激光钎焊机器人、辅助点焊机器人、侧围抱具、顶盖胎膜组成。
顶盖激光焊工艺流程如图13所示。
顶盖钎焊激光房通常分为2层,一层中由车身左右2条带七轴的钎焊机器人,以及首尾2台点焊机器人构成,点焊机器人在钎焊过程中对顶盖前后进行电阻点焊,提高顶盖工位连接稳定性,如图14所示。柔性方案最大的难题为用来控制顶盖开口的侧围抱具以及顶盖胎膜如何进行不同车型的切换及预留。
4.5.1 侧围抱具柔性方案
侧围抱具定位需要针对不同车型的侧围B柱位置进行定位夹紧,从而起到控制侧围开口、辅助矫正顶盖位置的作用。由于不同车型宽度、高度普遍不同,侧围零件很难做到一致。所以,针对每种不同车型零件,都需要各自單独的定位部件,针对此种情况,一般抱具采用如下形式混流。
翻转式切换如图15所示,翻转式采用大型翻转气缸(如TUNKERS品牌KS系列气缸),采用不同翻转单元定位不同的车型侧围零件,优点是相对于其它方案成本较低,缺点是一旦超过3个车型共线,由于翻转单元对空间的限制,采用此形式设计就会变得很困难,并且由于后续融入车型外形未知,翻转定位部件不容易预留。
图16所示为旋转式切换,本线体选用此种方案,采用转台或者转毂单元的切换方式,针对不同车型的侧围,旋转单元都有单独的一面工装对应。此种方案优点在于各自车型的工装独立性强,改造方便,同时柔性强,转台最多可以满足5种不同车型的混流生产。缺点在于这种方案成本较高,需要增加转台和变频器电气原件,成本较高。
4.5.2 顶盖胎膜柔性方案
激光焊顶盖胎膜是顶盖激光钎焊最重要的尺寸保证手段,针对不同车型,都必须要有各自单独的工装夹具,顶盖胎膜柔性方案也直接影响该条生产线的混线车型数量。传统方案中,顶盖胎膜一般采用升降举升机构,此种方案定位稳定,但多车型混线难度极高,对预留空间要求高,如图17所示。
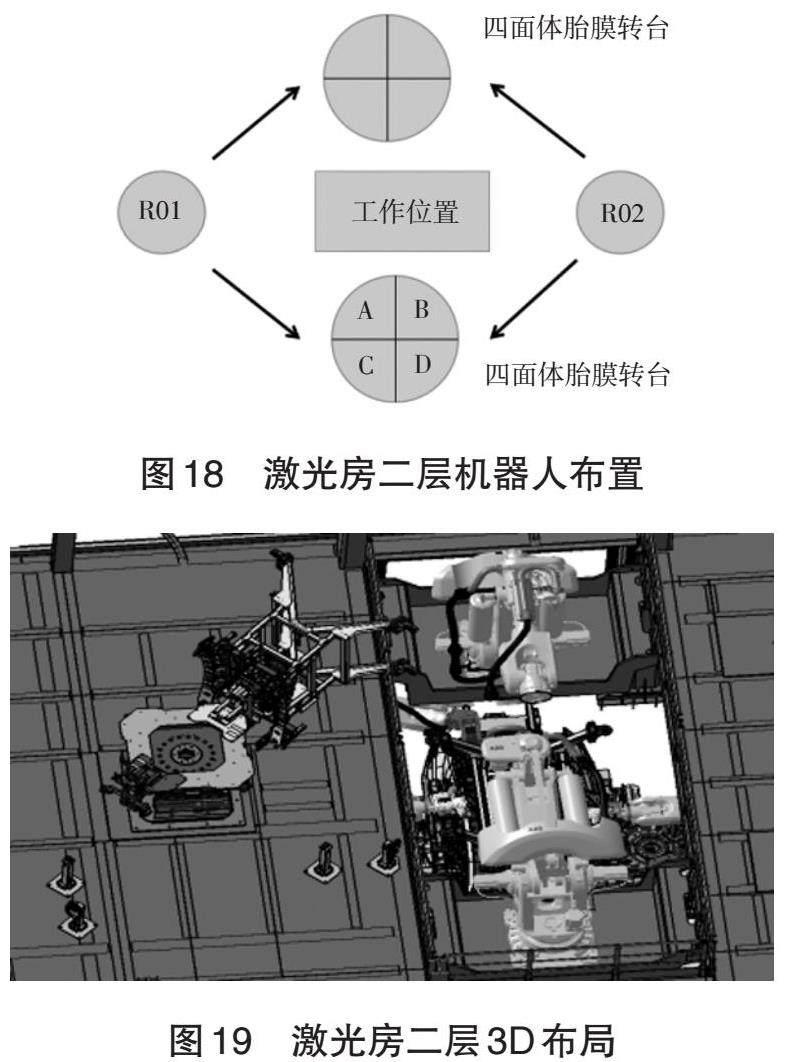
目前生产线中,柔性最高的方案如图18、图19所示,也是本线体采用的方式。在激光房的二层平台车身方向首尾位置,采用2台高负载机器人(如ABB品牌IRB 8700-800/3.50型号机器人),应用机器人抓取顶盖胎膜的形式,并在机器人和抓手中间增加快换盘,实现不同车型切换的柔性。由于胎膜工装质量较大,采用此方案的胎膜框架普遍采用铝制焊接框架。在二层机器人两侧,分别布置2个四面体转台,用来存放不同车型胎膜夹具。由于在车身首尾位置各有一台机器人,当需要车型切换时,若此时R01车型抓取A车型胎膜正在工作,转台开始旋转,将需要切换的车型B面向R02机器人,使R02可以提前抓取,由于该工作完全可以在钎焊过程中完成,所以不会占用额外节拍,对生产线效率的提升大有好处。
4.6 总拼工位高节拍柔性切换方案
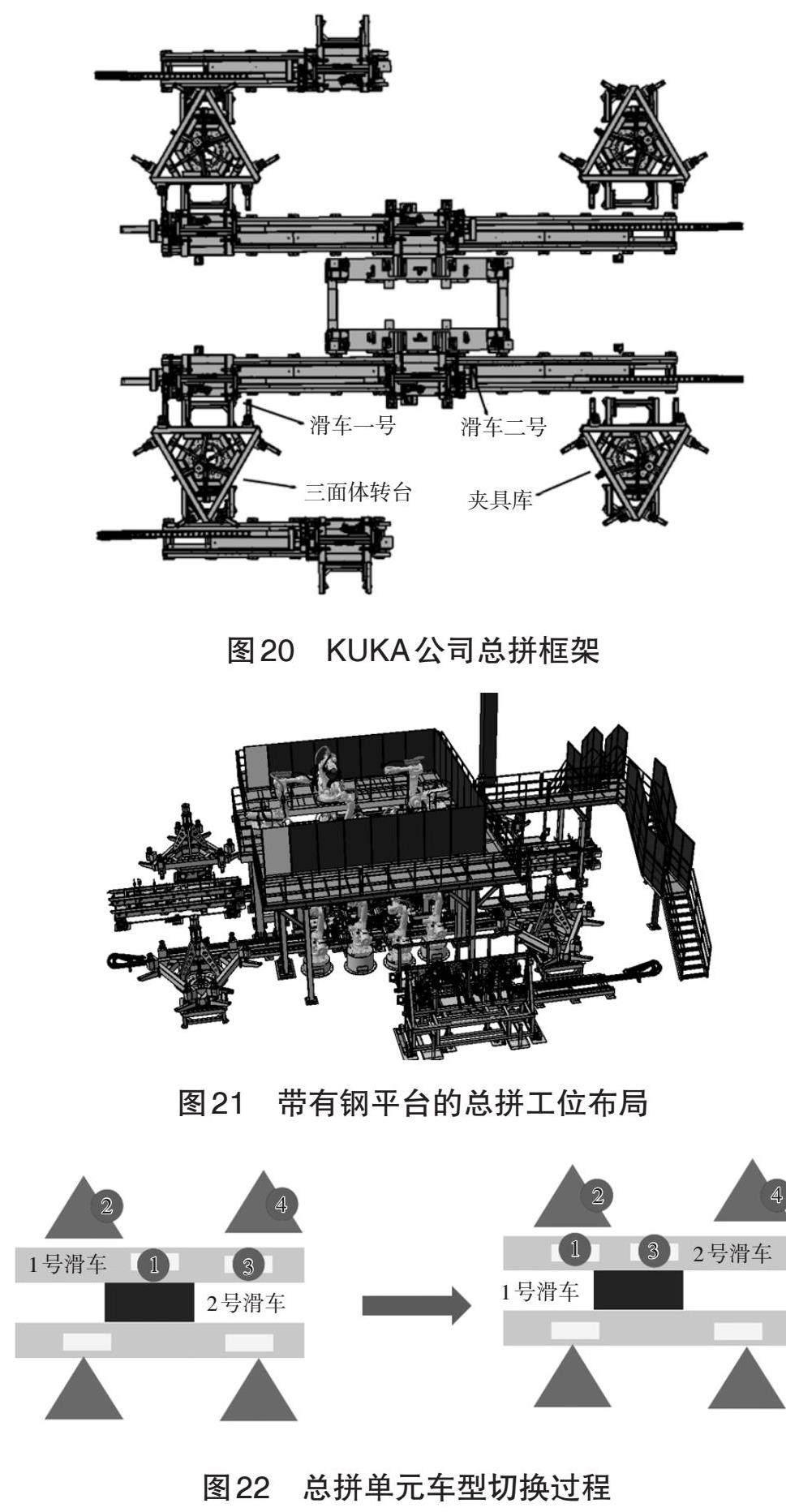
针对于总拼工位的布局设计,不同主机厂有诸多不同方案。抓手飞行夹具总拼包含内置夹具总拼以及OPEN GATE形式总拼。在高节拍主焊线中,OPEN GATE形式主拼采用的最多。OPEN GATE以电机形式推动,节拍快、精度定位高,应用较为广泛。本文以该线体采用的KUKA公司OPEN GATE形式总拼框架为例,阐述总拼柔性方案及切换形式,如图20所示。
KUKA公司总拼框架是经典的转台形式总拼结构,核心部件为能够沿X、Y方向移动的滑轨台车系统与主拼锁紧机构。GATE主拼通常与滚床输送设备配合使用,滚床先将预装好的白车身总成传输到主拼工位,下夹具对地板总成进行定位,然后GATE通过滑轨台车移动侧围定位夹具,通过锁紧机构对侧围及顶盖梁进行定位夹紧,最后机器人进行焊接,完成主拼工艺[2]。同时可以在框架上方增加二层钢结构平台,增加空中的机器人进行点定工位机器人焊接,如图21所示。
当不同车型车身需要进行切换时,总拼系统通过上位PLC传来的车型信息,将转台上对应车型的夹具提前转移至滑道2号滑车上。当前车型工艺完成后,1号滑车承载夹具横移,2号滑车承载下一车型夹具滑移至工作位,从而实现不同车型夹具自动柔性切换,如图22所示。
5 柔性方案中规划设计要点
5.1 焊装线体白车身通过性
在白车身线体柔性方案中,普遍采用滑台、转台和转鼓切换形式,这些切换单元普遍需要占用大量的生产线体面积。在新车型融入时,需要重点考虑车身的通过性。
在主焊线规划设计中,白车身的最大通过尺寸作为最重要的前期输入前提,是重中之重。以本条线体为例,前期输入的最大通过尺寸为5 200 mm(长)×2 200 mm(宽)×1 700 mm(高),那么在主拼以及激光焊房的重点工位,需要保证该尺寸的车身无干涉通过,对钢结构高度以及两侧的侧围定位系统宽度都有了最低要求。
5.2 生产线的车型切换节拍
在前期线体规划中,切换节拍同样是重要的生产前提。在传统的低节拍生产线中,车型切换甚至可以做到1∶1切换,但在高节拍生产线中,以60 JPH、85%开动率的线体考虑,仅有51 s的工作时间,无法满足过于频繁的随机切换。这时需要前期和焊装车间生产部门达成协议,以8∶8或10∶10进行切换,将切换节拍分均到每个节拍中,减少对生产节拍的损耗。
6 结束语
随着主机厂成本、改造周期控制逐渐严格,能够兼容多种不同车型,又能快速融入新车型的生产线是大势所趋。伴随着AGV、人机协作机器人、机械视觉新技术、新设备的出现,更多柔性方案也会在今后的焊装生产线中获得更广泛的应用。
参考文献:
[1] 刘洋, 钟巧波. 汽车顶盖激光钎焊与电阻点焊优劣分析[J]. 企业科技与发展, 2021(6): 76-78.
[2] 李磊, 董雷, 崔超, 等. 高柔性白车身主拼技术的研究与应用[J]. 汽车工艺与材料, 2022(9): 19-23.
猜你喜欢
商情(2016年49期)2017-03-01 20:24:01
汽车科技(2016年5期)2016-11-14 08:02:00
中国科技博览(2016年16期)2016-09-19 22:07:04
科技视界(2016年14期)2016-06-08 13:34:55
中国科技博览(2016年9期)2016-04-25 06:04:44
企业文化·中旬刊(2015年10期)2016-03-09 03:28:11
企业文化·中旬刊(2015年10期)2016-03-09 03:26:32
企业文化·中旬刊(2015年10期)2016-03-09 03:23:35
智富时代(2015年7期)2015-07-04 05:22:05
现代经济信息(2014年6期)2014-04-14 07:31:10