商用车顶盖提质降本量产工艺优化及试验验证
2023-04-29 00:44:03姜岩李敬梓富壮寇兆阳张凤君孟庆磊
汽车工艺与材料 2023年5期
姜岩 李敬梓 富壮 寇兆阳 张凤君 孟庆磊
摘要:为解决某商用车中顶盖振动和噪声问题,在中顶盖增加4片补强胶片,但增加了生产成本,且焊装贴补强胶片后经过涂装时易剥落。大型覆盖件出现振动和噪声的根本原因是零件刚度低,因此提出在满足减薄率要求的前提下增大加强筋高度。经过冲压分析、样件试制、路试验证最终确定中顶盖刚度提升方案为加强筋高度由3.0 mm增加至7.5 mm,同时解决零件拉延下转角开裂问题,以实现整体加大压边力、减少残余应力。取消补强贴片后单车成本节约45元。
关键词:商用车 中顶盖 NVH 刚性提升 冲压
中图分类号:U468.2+1 文献标识码:B DOI: 10.19710/J.cnki.1003-8817.20220338
Abstract: In order to reduce vibration and noise from central roof in commercial vehicles, 4 reinforcing films were added to the central roof at additional production costs, and the films were easy to fall off after painting. The root cause of vibration and noise in large cover parts is the weak rigidity of the part, the paper therefore proposed to increase the height of the reinforcing rib while meeting the thinning rate requirements. After stamping analysis, prototype production and road test, the final solution to improve the rigidity of the center roof was to increase the height of the reinforcing rib from 3.0 mm to 7.5 mm. The problem of corner cracking in drawing was solved to increase crimping forces and reduce residual stresses. The cost per vehicle is reduced by 45 yuan by eliminating the reinforcing film.
Key words: Commercial vehicle, Center roof, NVH, Rigidity improvement, Stamping
作者简介:姜岩(1991—),女,工程师,硕士学位,研究方向為冲压同步工程。
参考文献引用格式:
姜岩, 李敬梓, 富壮, 等. 商用车顶盖提质降本量产工艺优化及试验验证[J]. 汽车工艺与材料, 2023(5): 31-34.
JIANG Y, LI J Z, FU Z, et al. Mass Production Process Optimization & Test Verification For Quality Improvement and Cost Reduction of Commercial Vehicle Roof[J]. Automobile Technology & Material, 2023(5): 31-34.
1 前言
商用车大型外覆盖件尺寸大、造型平缓,刚性不足是经常遇到的问题。某商用车中顶盖在试验验证阶段接到反馈,中顶盖区域存在振动和噪声异响。经分析,目前零件局部加强筋高度为3.0 mm,存在刚度不足问题。此外,在冲压过程中可能会有因产品局部尖点开裂降低压边力,最终导致零件整体变形率不足。目前通常增加补强胶片解决中顶盖刚性不足的问题,而补强胶片在涂装电泳过程中有脱落风险。通过对产品结构和焊装总成的分析研究,解决中顶盖刚度不足的问题可以从产品入手,增加中顶盖加强筋高度,即在满足减薄率要求的前提下加高。另外,通过冲压计算机辅助工程(Computer Aided Engineering,CAE)分析找到拉延开裂风险点,通过二次整形方案解决该处生产不稳定性问题,确保拉延变形率满足要求。经过试制验证,修改量产模具,取消补强胶片实现整车制造成本降低45元/辆。
2 中顶盖优化方案分析
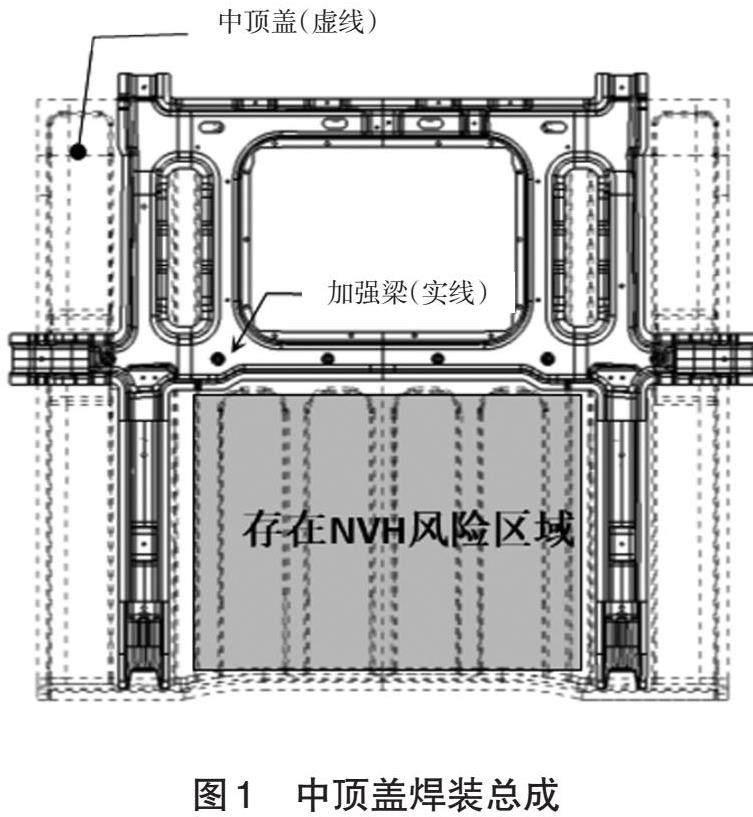
针对中顶盖焊装总成如图1所示,中顶盖焊装总成与前顶盖、侧顶盖、后顶盖的焊接方式均为中顶盖在上的法兰搭接方式。此外,中顶盖天窗口、中间、两侧位置有加强梁,如图1中实线零件。目前中顶盖X向中后位置刚度低可能存在NVH风险,如图1所示。经测量,中顶盖的轮廓尺寸约为1 735 mm×1 515 mm×85 mm,X和Y向的断面曲率半径分别约为20 600 mm和31 300 mm。竟品对标件轮廓尺寸为1 760 mm×1 430 mm×95 mm,X和Y向的断面曲率半径分别约为11 500 mm和21 900 mm。比分析后发现,在零件尺寸相当的情况下,中顶盖的曲率相对较小,存在自身刚度不足的问题。
结合生产过程、路试反馈问题及以往该商用车型中顶盖进行分析与探讨,最终决定从产品结构和冲压工艺2方面进行优化。
2.1 产品结构优化
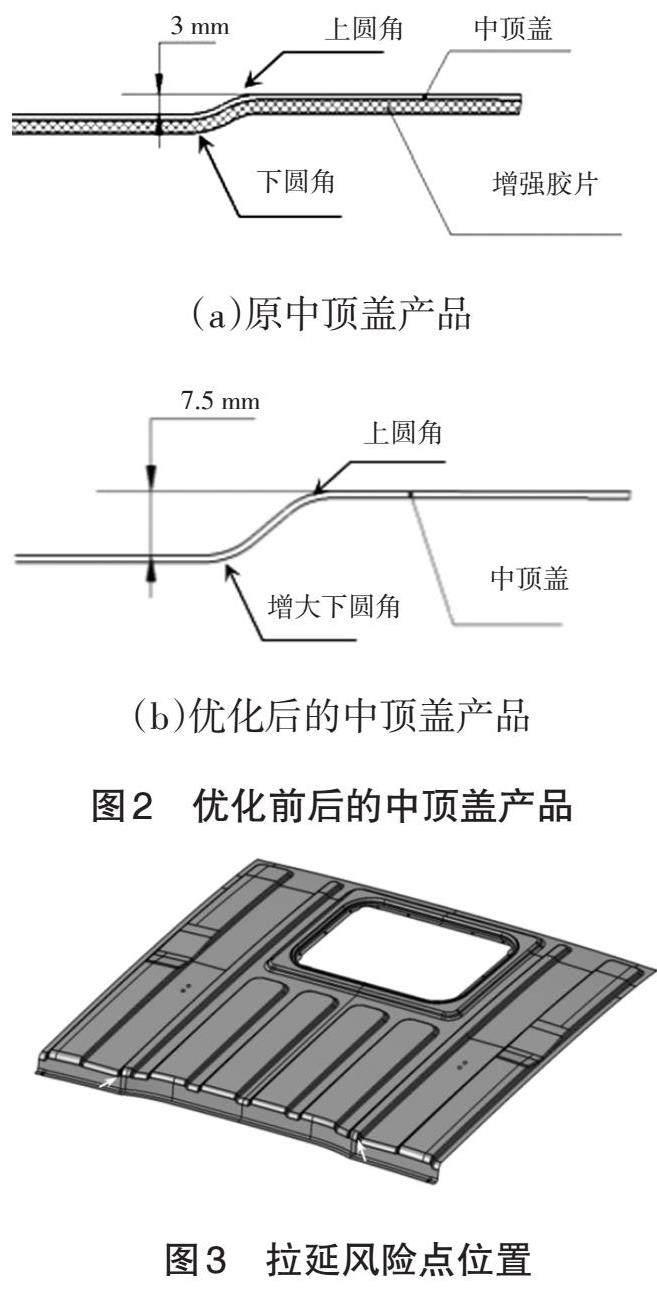
经过对商用车中顶盖产品结构分析,增大加强筋高度的限制条件主要有产品设计建议减薄率控制在20%以内,主要原因包括2点,一方面为确保生产稳定性,充分考虑材料性能波动,另一方面为避免产品过度减薄造成用户使用过程中出现质量问题;不影响现有驾驶室装配关系;不影响现有产品结构。最终确定零件更改原则为上圆角不变,增大下圆角和加强筋高度,工艺优化前后的中顶盖产品如图2所示
2.2 冲压工艺优化
中顶盖的冲压工序为拉延、修边冲孔。经过冲压仿真分析,找到拉延易开裂的风险点为中顶盖后部2个尖点,如图3所示。工艺优化方案为拉延局部放大尖点,后序利用压边圈进行局部整形。拉延风险点解决后,整体加大压边力并控制走料,强化中部胀形,实现整体变形率上升,减少残余应力,进一步降低NVH风险。
3 工艺验证
3.1 冲压仿真分析验证
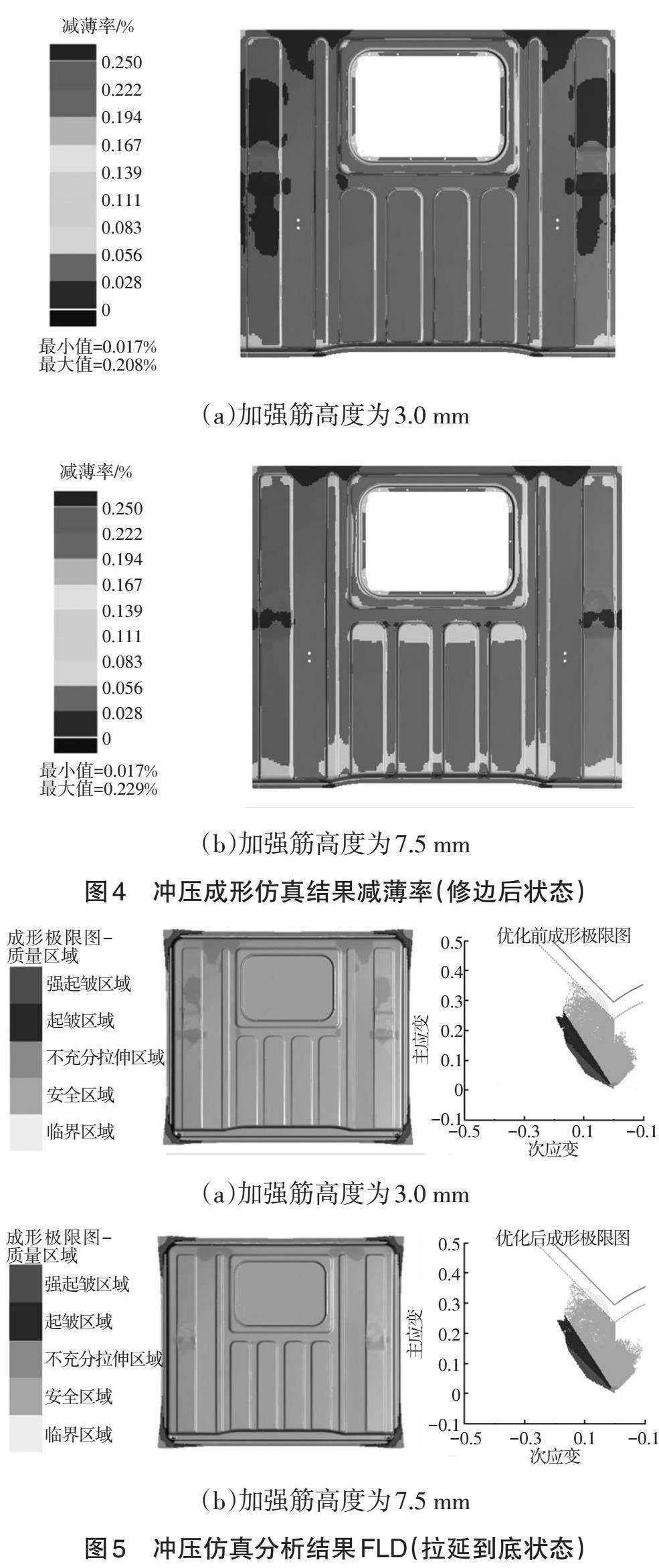
利用PAM-STAMP_2019.06软件进行中顶盖多种方案的冲压成形仿真分析,在网格划分、材料规格、性能参数、压边圈行程工艺设定保持一致的前提下,充分验证产品结构优化和冲压工艺优化的效果。经过反复多次冲压仿真分析最终确定加强筋高度为7.5 mm,并对局部尖点位置进行质量风险评估,此时产品最大减薄率约为22.5%,在冲压仿真分析安全裕度范围内,如图4所示。利用成形极限图(Forming Limit Diagram,FLD)进行对比分析,如图5所示,产品加强筋高度为7.5 mm时,拉延成形更为充分,较原方案整体减薄率提升了 3%。
将7.5 mm筋高的中顶盖数据和产品更改建议表提报至产品设计师,进行结构CAE分析,计算刚度。对比分析后,如图6所示,得出结论:在满足产品质量要求的情况下,中顶盖加强筋高度由3.0 mm提升至7.5 mm,对中顶盖刚度提升效果明显。
3.2 试制验证
由于无法断定结构优化和工艺优化是否能实际解决中顶盖的NVH问题,直接修改量产模具存在较大的风险,利用试制模具成本低、周期短、易修改的特点,验证筋加高的优化方案更经济合理。
根据冲压成形仿真分析结果确定冲压零件试制方案,即拉延工序为试制模,后序进行激光修边和切割孔。由于零件尺寸检测的形面及尺寸测点均设在产品未修改位置,仅可以验证零件搭接关系是否合格,而无法验证零件的变形率。故为了验证零件变形率的变化,采用对比拉延件收料线的方法,测量拉延件特征点位置的收料位置,通过对比分析来验证拉延件变形率的差异。
选取拉延到底状态下板料的收料线作为参考,测量16处拉延件特征点位置的收料状态,如图7所示。对比分析收料线至凸模轮廓线长度变化,如图8所示,7.5 mm筋高的拉延件变形充分。通过对试制件进行三坐标检测,检测报告表明试制件尺寸和形面合格,如图9所示。最后返厂后再次进行质量确认后,进行试制件试装。
3.3 试装及路试验证
试装方案:中顶盖采用7.5 mm筋高的试制中顶盖,并取消补强胶片。
试装结果:装配无干涉,涂装无质量问题,装车合格。
路试概况:满载总质量42 t;试验地点为沙土路、G334、高速环路。
试验结论:装有取消补强胶片的加强筋高度为7.5 mm的试制中顶盖样车在上述道路类型及车速下均未出现振动异响问题。
3.4 量產验证
在现有量产模具(图10)上进行最小面积机加降刻处理,实现整体模具更改费用最低。微调产品边界,保证凸、凹模最小机加工量,压边圈仅进行降刻处理。后序只进行避让机加工。量产模具整改完毕后进行调试、验证,完成零件切换工作,取消焊装补强胶片粘贴,实现单车成本节约45元。
4 结束语
a. 满足产品质量要求的前提下,中顶盖加强筋高度由3.0 mm加高至7.5 mm,这有助于提升零件刚度、减小振动和异响问题;
b. 从工艺角度,优化中顶盖拉延下转角尖点减薄,整体加大压边力,通过收紧走料线、强化中部胀形,实现拉延变形率提高,减少残余应力;
c. 中顶盖加强筋加高的试制方案可等效验证产品和工艺整改的效果,验证设计变更有效性,降低设计变更风险,还为后期量产模具修改提供指导,节省模具修改成本,降低模具调试周期;
d. 实现量产模具修改,完成零件切换,取消中顶盖粘贴的补强胶片,单车成本节约45元。
商用车大型覆盖件刚度不足的问题较多,早期评审维度缺失,没有相应的评审方法、工具和标准。为了避免此类问题再次发生,需横展同类型其它产品,并开展商用车大型覆盖件刚度问题的研究,主要包括如下方面:加强行业对标,建立产品对标数据库,形成冲压可制造性基线用于产品开发前期工艺评审;与产品结构CAE共同开展基于冲压材料减薄和残余应力的刚度评判技术;积累实践经验,提早识别风险并及时向产品输入风险预警。
猜你喜欢
城市公共交通(2023年7期)2023-08-18 02:10:40
汽车实用技术(2022年19期)2022-10-19 07:45:58
汽车实用技术(2022年17期)2022-09-16 03:35:50
锻压装备与制造技术(2021年2期)2021-07-19 08:50:58
城市公共交通(2021年3期)2021-04-15 06:39:52
装备制造技术(2020年3期)2020-12-25 05:21:52
汽车与安全(2019年3期)2019-06-21 08:06:05
模具制造(2019年3期)2019-06-06 02:10:50
制造技术与机床(2018年10期)2018-10-13 06:36:52
制造技术与机床(2017年10期)2017-11-28 05:24:04