
“一器五行”龙眼去核装置设计与试验
2023-03-21 13:08谢海军张连波朱明超李鹏生
食品与机械 2023年2期
谢海军 张连波 朱明超 李鹏生
(1. 北京理工大学珠海学院信息学院,广东 珠海 519000;2. 岭南现代农业科学与技术广东省实验室河源分中心,广东 河源 517000)
龙眼除鲜食外,大部分用于深加工[1-3],去核是龙眼深加工的重要环节。常用的龙眼去核方法有手工去核和机械去核。机械去核方法有凸齿滚筒分离凹板式脱核法、剖分去核法、机械手去核法、打浆式去核法、顶针去核法、捅核法、切刀加顶针去核法等[3-12]。但机械去核法存在果汁损失高、生产效率低的问题。研究拟针对气动式龙眼去核装置[13-15]一个工作循环完成一个龙眼去核,生产效率低的问题,提出“一器五行”龙眼去核装置,在水平方向采用一个气缸驱动五推杆,将龙眼在刀片作用下剖口直至去核口,在竖直方向再用一个驱动五顶杆去核,一次工作过程完成5个龙眼去核,提高了龙眼生产效率。
1 “一器五行”龙眼去核装置工作过程
“一器五行”龙眼去核装置如图1所示,主要由落料装置、导入装置、破口装置、定位装置、去核装置、底板、机架、控制系统及控制元件等组成。工作时5个龙眼从落料装置的落料口落入定位装置的导槽中,由导入装置的气缸活塞杆推动5根推杆将龙眼从落料口推送至去核口位置,推动过程中,龙眼在定位装置的导槽弹簧片和导槽上方弹簧片的夹持下进入导槽内始终作平动,且平动过程中龙眼被安装在底板破口刀片作用下破口并被撑开,然后由去核装置中的气缸活塞杆快速带动5根顶杆将龙眼核向下顶出,完成去核过程。
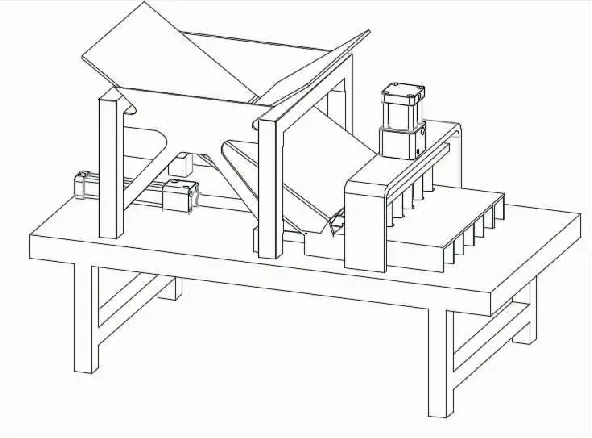
图1 “一器五行”龙眼去核Figure 1 One cylinder driving five rows Longan core-removing mechanism
2 去核装置关键部件设计
2.1 破口装置设计
破口装置如图2所示,主要由5把厚度为2.5 mm的三角形刀通过螺钉固定于底板上。三角形刀具尾部制成圆弧状且在安装时与龙眼定位去核口相切,去核时顶杆的冲击力作用于龙眼上,且圆弧状便于对龙眼进行定位。根据龙眼大小,设计刀片间距为30 mm,刀片用螺栓固定于底板上。
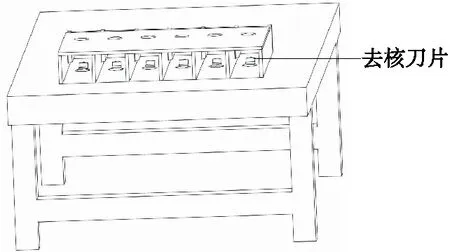
图2 破口装置结构示意图Figure 2 Structural diagram of break mechanism
2.2 导入装置设计
导入装置如图3所示,主要由气缸、推杆及推杆固定横梁等组成,水平气缸缸径为20 mm,最大行程为135 mm,可通过行程开关控制气缸的行程,用螺栓固定于底板上。推杆直径为8.0 mm,长度为120 mm,采用不锈钢制作成一端攻有Φ6 mm的内螺纹通过螺栓连接在横梁板上,其前端连接一个橡皮胶,增大推杆与龙眼的接触面积,防止推杆将龙眼推偏。横梁板采用铸铁HT150制作,尺寸为140 mm×5 mm×16 mm,其上开有5个Φ6 mm 的孔,使螺栓通过孔固定推杆。
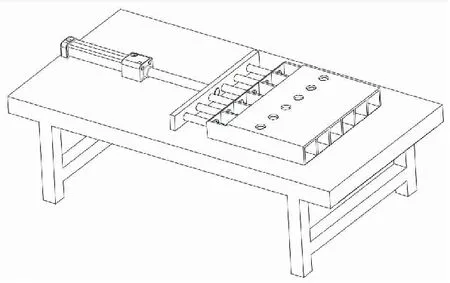
图3 导入装置结构示意图Figure 3 Structural diagram of lead-in mechanism
2.3 定位装置设计
定位装置如图4所示,为采用有机玻璃、弹簧片制作而成的槽形结构。导槽采用10 mm厚的有机玻璃制作,能观察到整个龙眼去核过程。导槽左边有后挡板,目的是定位弹簧片。右边有前挡板,目的是定位弹簧片及定位推杆。导槽上方开有5个8 mm孔,目的是使去核顶杆通过孔快速顶出龙眼核,且孔的直径比去核顶杆的稍大一些,起到对顶杆定位的作用。导槽上方有5个4 mm的孔,目的是定位上弹簧片,导槽两侧和上方装有弹簧片,目的是使不同级别的龙眼通过导槽时都能夹持龙眼,使龙眼在导槽内实现无滚动的平动,有利于刀片的破口。
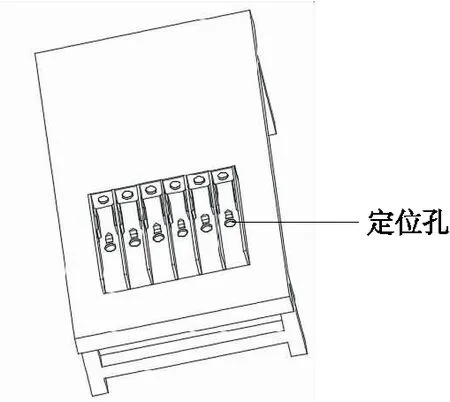
图4 定位装置结构示意图Figure 4 Structural diagram of positioning mechanism
2.4 去核装置设计
去核装置主要由气缸、顶杆、顶杆固定板和支架等组成。垂直气缸缸径为20 mm,最大行程为50 mm,通过角铁、螺栓固定于支架上。采用不锈钢制作成一端攻有Φ6 mm 的内螺纹通过螺栓连接于横梁板上。固定板采用铸铁HT150制作,尺寸为140 mm×5 mm×16 mm,上方开有5个Φ6 mm的孔,使螺栓通过孔固定顶杆。固定架两侧开有6 mm的槽,目的是定位去核顶杆。顶核工具为一端攻有内螺纹的顶杆,通过内螺纹与气缸的活塞杆相连,在气缸的带动下能实现上下往复运动,其运动行程由安装在气缸上行程开关控制。
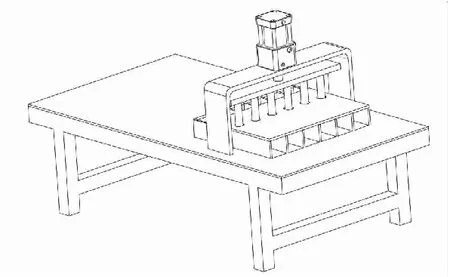
图5 去核装置结构示意图Figure 5 Structural diagram of removing-core mechanism
2.5 进料装置设计
进料装置为“一器五行”龙眼去核装置提供龙眼,设计时使进料装置的进料口对准推送装置的进料口,其结构如图6所示。进料装置关键参数是龙眼导槽平面与水平面的夹角,影响龙眼是否能自动进入导槽,根据龙眼物料特性设计倾斜角为30°。
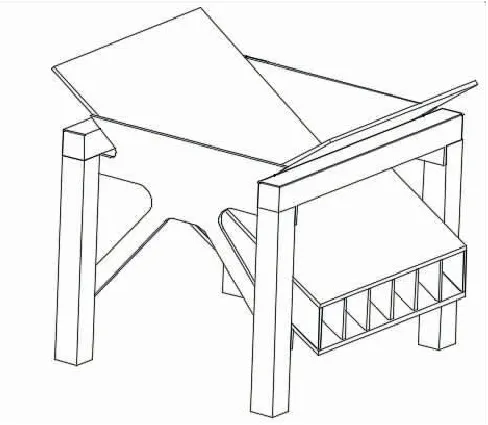
图6 进料装置结构示意图Figure 6 Structural diagram of feeding mechanism
3 龙眼损失率试验
3.1 试验材料
古山2号龙眼:平均直径为21.6 mm,果核平均直径为7.4 mm,果肉平均壁厚为6.4 mm。
3.2 试验设备
一器五行龙眼去核装置、刀片、顶杆:自制;
气压表:Y-150型,上海布莱迪仪器仪表公司;
玻璃转子流量计:LZS型,上海诚浜电子科技有限公司;
空气压缩机:EC-51型,珠海捷豹机电设备有限公司;
电子天平:XPR204S/AC型,梅特勒—托利多国际有限公司;
秒表:806型,上海星钻秒表厂。
3.3 试验方法
预试验发现,影响一器五行龙眼去核装置龙眼损失率的主要因素有刀片厚度、顶杆直径、气压和气体流量。因此分别选择刀片厚度、顶杆直径、气压和气体流量作为影响因素,以龙眼损失率作为评价指标进行试验。每次试验随机选取300个古山2号龙眼,放入“一器五行龙眼去核装置”进行试验,利用电子天平称出龙眼果肉重量和已去核壳中碎肉重量,并按式(1)计算龙眼去核损失率[13]。
(1)
式中:
η——损失率,%;
m1——已去核果壳中碎肉的质量,g;
m2——龙眼果肉的质量,g。
3.4 试验结果分析
3.4.1 单因素试验 由图7可知,龙眼损失率随刀片厚度的增大而增大;随着顶杆直径、气压和气体流量的增大,龙眼损失率均呈先减小后增大的趋势。刀片厚度和顶杆直径对龙眼损失率的影响明显高于气压和气体流量。
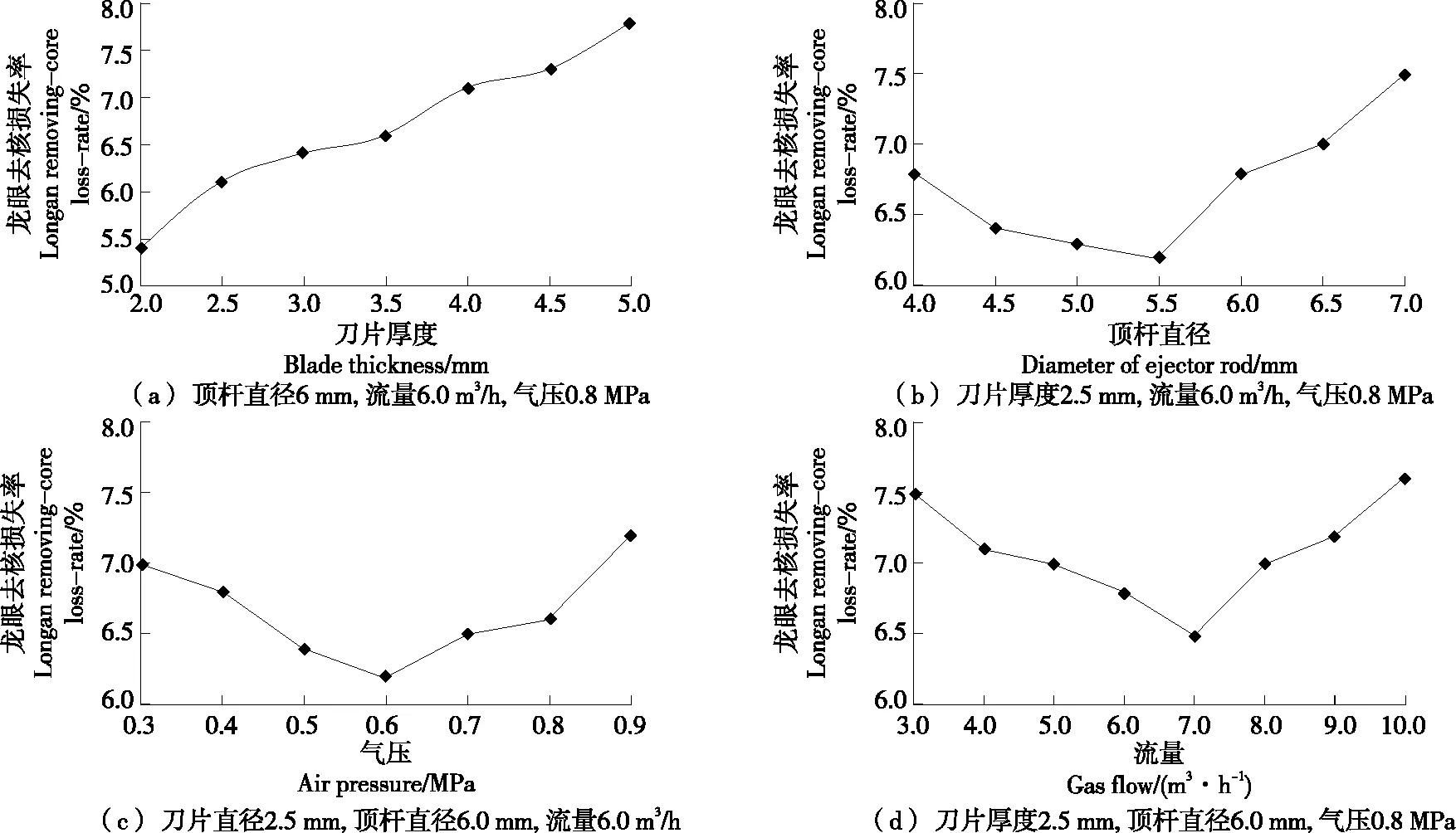
图7 试验因素与损失率变化规律Figure 7 Change law of test factors and loss rate
3.4.2 正交试验 在“一器五行”龙眼去核装置上,选取刀片厚度、顶杆直径、气压和气体流量作为试验因素,考虑气压和气体流量的交互作用,设计L27(313)正交试验[16]。试验因素水平值见表1,试验设计及结果见表2。

表1 试验因素水平值
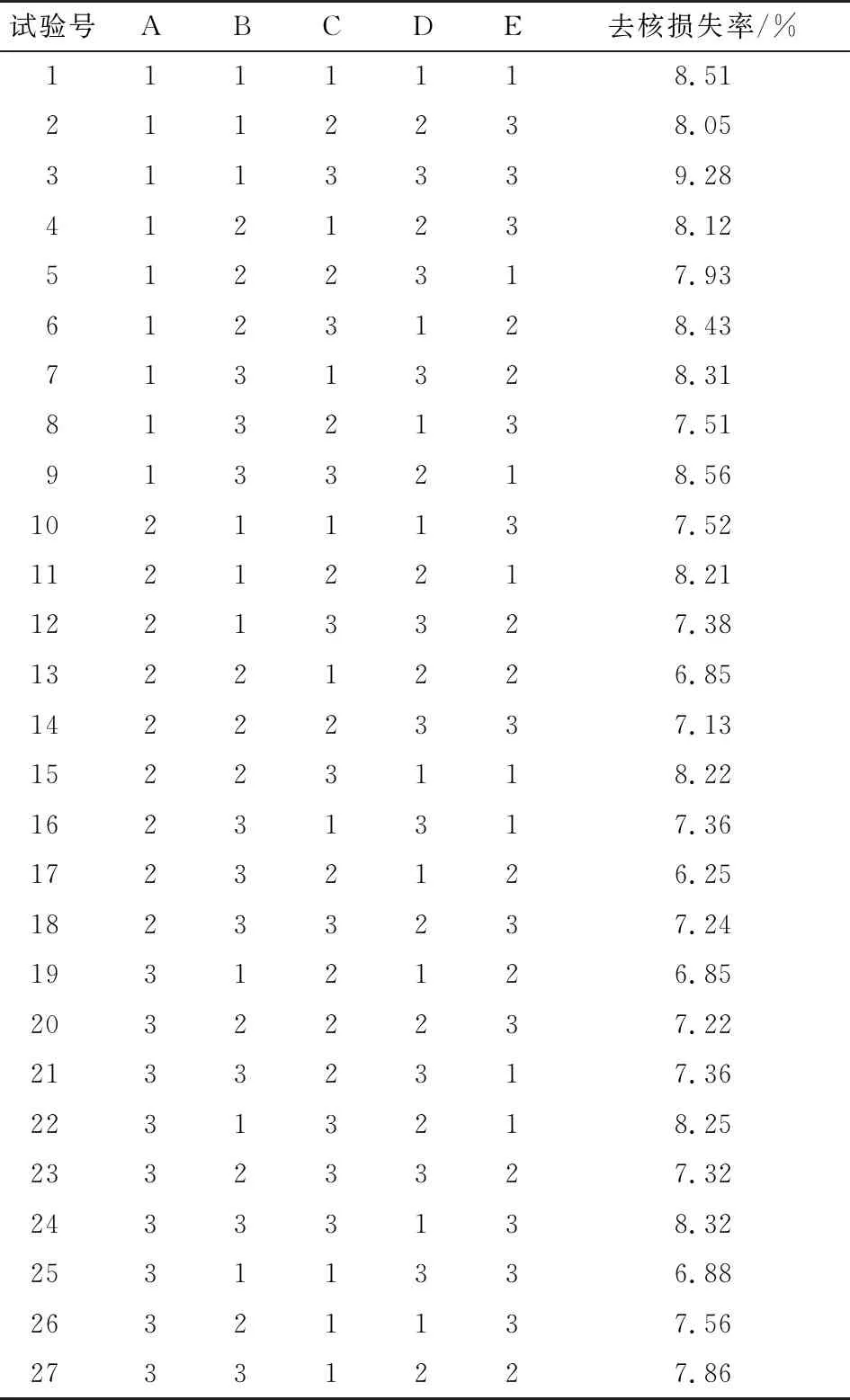
表2 龙眼去核装置试验设计及结果
由表3可知,各因素对龙眼去核损失率的影响顺序为刀片厚度>气体流量>顶杆直径>气压值>气压和气体流量交互作用。由图8可知,试验参数的最佳组合为A2B3C2D3。表2中,龙眼去核损失率最低的组合为A2B3C2D1,即刀片厚度为2.5 mm、顶杆直径为6.0 mm、气压为0.6 MPa、气体流量为6.0 m3/h。为获得最佳的试验因素组合,将A2B3C2D3与A2B3C2D1进行对比,每次试验重复3次取平均值。对比试验表明,A2B3C2D1的龙眼去核损失率更低,此时龙眼去核损失率为7.04%。

表3 方差分析
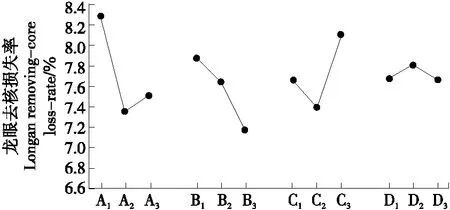
图8 直观分析图Figure 8 Intuitive analysis diagram
4 结论
该装置驱动力为压缩空气,可减少龙眼的污染,利用气缸作为驱动元件,运行平稳、可靠。各因素对龙眼去核损失率的影响顺序为刀片厚度>气体流量>顶杆直径>气压值>气压和气体流量交互作用,最优组合为刀片厚度2.5 mm、顶杆直径6.0 mm、气压0.6 MPa、气体流量6.0 m3/h,此时龙眼去核损失率为7.04%。“一器五行”龙眼去核装置损失率比单排龙眼去核装置稍高,主要是因为龙眼大小差异,导入装置将龙眼导入去核口时,难于保证5个龙眼在同一直线上。采用“一器五行”的方法可提高龙眼去核效率,适合于小批量生产,但是在实施过程中需要对龙眼进行分级,不然龙眼容易卡住阻碍进料,可以利用机械手带动负压吸附龙眼上料。
猜你喜欢
汽车实用技术(2023年4期)2023-03-02
小学生必读(低年级版)(2022年9期)2022-02-09
中国特种设备安全(2021年5期)2021-11-06
模具技术(2021年5期)2021-10-13
汽车实用技术(2020年11期)2020-10-21
锻造与冲压(2020年13期)2020-07-09
作文大王·低年级(2019年4期)2019-05-13
汽车零部件(2019年3期)2019-04-10
装备制造技术(2018年4期)2018-06-25
岭南音乐(2016年5期)2017-01-17
