
添加剂在电解锰中的应用及展望
2023-03-15 05:54:44迟晓鹏张瑞莹衷水平
金属矿山 2023年2期
迟晓鹏 张瑞莹 翁 威 衷水平
(1.福州大学紫金地质与矿业学院,福建 福州 350108;2.福建省新能源金属绿色提取与高值利用重点实验室,福建 福州 350108;3.紫金矿业集团股份有限公司,福建 上杭 364200)
地壳中锰的平均含量约为0.1%[1-2],在已知元素含量中排名第15 位,在重金属中锰的含量仅次于铁,位居第二位。“无锰不成钢”[3],既指出了锰可以提高合金的强度、硬度和耐磨性[4],也凸显了锰在钢铁行业中的重要性。全球每年生产的金属锰中大约90%用于高性能合金钢的制备,10%用于其他行业,例如贵金属冶炼、化工、食品、科研等[5-7],甚至还广泛应用于农业、环保治理和医学等领域[8-9]。因此,许多国家将金属锰作为一种战略性的储备资源。
目前国内外主要用火法(铝热法和电硅热法)[10]与湿法(电解法)生产金属锰。火法冶炼金属锰的生产成本低,不足之处是必须用高品位的锰矿石作为原料,工艺复杂,且产品杂质含量较高,严重污染环境,目前已基本被淘汰;湿法冶炼可以采用不同品位的锰矿做原料,产品纯度较火法冶炼更高,高纯锰被广泛用于锰铜合金、锰铝合金的添加剂[11-12],电解法生产锰对环境造成的污染也相对较小,全球90%以上的金属锰都是由湿法冶炼,其中我国的电解锰产能占世界总产能的98%以上[13]。因此,电解法是当今世界生产金属锰的主流工业制备方法[14-15]。
添加剂对电解金属锰(电解锰)的品控起着决定性作用,可以缓解电解超高电位造成能耗高的弊端。早期电解锰生产是由英国学者于1920 年通过使用带有隔膜的陶瓷电解槽完成的[16]。但是他们在电解过程中并没有引入添加剂,所以电解所得金属锰的纯度并不高,无法达到在钢铁领域应用的要求。直到1935 年添加剂首次被应用到电解锰生产中,美国的R.S.Dean 在硫酸锰溶液中加入0.1 g/L 的SO2,经过长时间连续电解,获得了高品质的电解锰(Mn>99.7%),进一步改良了硫酸锰溶液电解锰的工业制造方法。
SO2被用作添加剂,可以使沉积的金属锰更加致密光滑,纯度更高,但是存在电流效率低(约60%)、容易出现起壳溶板、SO2气体污染环境等问题[17],因此被逐渐替代。20 世纪60 年代,SeO2作为一种新的添加剂被引入到电解锰生产中[18],SeO2的引入大大改善了电流效率,降低了耗电量。但缺点是在电解液中加入SeO2时,硒化物会和锰共同沉积在阴极板上,影响锰的纯度,而且硒是二级有毒物质,对人体和环境都不友好。即便如此,SeO2依然是目前电解锰行业的主流添加剂。基于此,近年来研究者们聚焦于各种更加环保的低硒甚至无硒添加剂的研发[19],迫切希望能够开发出新型添加剂来替代沿用了60 多年的SeO2。
1 电解锰的生产工艺及基本原理
1.1 电解锰的生产工艺
我国锰矿资源虽然含量丰富但分布不均匀,主要分布在中西部地区,且锰矿多以贫、细、杂为主[20]。我国开采较多的是菱锰矿和软锰矿,在采矿结束后,经过破碎、浸出等工艺,得到杂质较多的硫酸锰溶液,再经过加入液氨、硫化剂等一系列除杂、过滤工序后,得到合格的硫酸锰溶液[21]。通过电解方法即可得到鱼鳞片状的锰,再经过钝化、水洗、烘干、剥离等得到锰产品,电解得到的锰产品纯度可以达到99.7%~99.9%[22],这符合用在其他领域的纯度要求。
制备硫酸锰溶液的反应过程见式(1)[23]:
用软锰矿粉制取硫酸锰溶液时,首先要对软锰矿进行还原焙烧,一般用碳作为还原剂,把四价锰转化为二价锰[24],然后采用硫酸浸出,其主要化学反应为[23]:
电解操作过程:向隔膜电解槽中加入电解液和适当的添加剂,调节合适的电解条件开始电解[25]。工业上电解金属锰生产流程如图1 所示[26]。
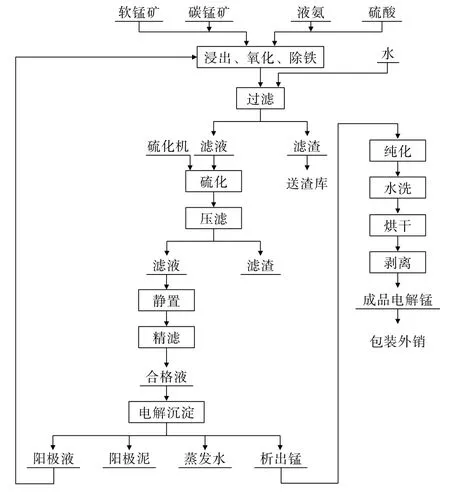
图1 工业电解锰生产流程Fig.1 Industrial electrolytic manganese production flow chart
1.2 电解锰的基本原理
理论上,锰的标准电极电位(=-1.182 V)较H+的标准电位更负,在阴极析氢反应比锰沉积反应更容易发生,但实际是在阴极板上,H+的超电压很大,使得析氢电位与锰沉积电位接近甚至更负。因此,锰可以通过电解方式从中性溶液中析出到阴极板上,但是电流效率并不高,通常在60%~ 65%之间[27]。我国普遍采用304 不锈钢板作阴极板,Pb-Sn-Sb-Ag 四元合金板或者Pb-Sn-Ag 三元合金板作阳极板,在外加直流电源的条件下开始发生电解反应[28]。锰电解液成分主要包括MnSO4(15~ 40 g/L)、(NH4)2SO4(100~140 g/L)、添加剂、加入氨水调节溶液的pH 值在6.5~8 之间。SO2作添加剂时,溶液中加入0.1 g/L 的SO2,SeO2作添加剂时,其添加浓度为0.03~0.06 g/L[21]。
电解总反应式为[29]:
阴极反应方程式为[30]:
阳极反应方程式为:
由式(6)可知,H+被还原为H2,致使溶液的pH值增加,不利于锰的电解,该现象归因于析氢反应的过电位比锰沉积的过电位高得多。铅银合金板是当前电解锰生产的主要阳极材料。电解过程中阳极板表面最先形成一层PbO2保护膜,防止阳极板被持续氧化[31]。溶液中的Mn2+在阳极表面氧化形成MnO2,附着在阳极板上构成阳极泥的主要成分[32]。在长期稳定电解过程中,随着阳极泥附着量不断累积,以下3 方面的原因将导致部分阳极泥从阳极板表面脱落[31]:①阳极表面强烈的气体冲击。阳极表面氧气析出为主反应,电解过程中阳极泥持续接受气体的冲击和溶液的冲刷,导致阳极泥不断脱落;② 阳极板表面氧化层的多孔结构也加剧了表面泥层的脱落。金属Pb(0.09 g/cm3)、PbSO4(0.16 g/cm3)及PbO2(0.11 g/cm3)的密度存在显著差异[31],电解过程阳极表面由于Pb 不断被氧化为PbSO4直至最后生成PbO2,经历了体积的不断变化,因而表面氧化层为多孔结构,降低了阳极表面泥层稳定性;③阳极表面生成MnO2与氧气析出构成强烈的竞争反应。从反应式(7)和(8)可知,生成MnO2和O2的标准电位相近,电解过程阳极板表面MnO2的累积不可避免,随着电解时间延长,析氧反应必然会使部分MnO2脱落[31]。阳极反应生成的强酸性电解质、氧气、PbO2、PbSO4和MnO2等副产品阳极泥,会导致电解槽内电压上升,影响锰的电沉积,从而增大电量消耗和生产成本。所以在用电解法生产金属锰时,需要加入添加剂降低他们的标准电压以降低能耗。
2 添加剂在电解锰过程中的影响机制
电沉积锰的电流效率、纯度、晶体结构和表面平整程度等都会受到添加剂的影响。在阴极,Mn2+具有较负的还原电位(=-1.182 V)[30],使得金属锰的电沉积非常困难。电解锰时加入添加剂可以增大Mn2+的还原电位,从而提高电流效率并且降低耗电量。除此之外,添加剂还具有抗氧化、促进晶型转变、减少树枝状结晶生成、提高电解液抵抗杂质离子的能力等作用。
2.1 提高电流效率
电解锰时,阴极会发生锰的沉积和氢气的析出两种竞争反应(式(5)和(6))[30],提高电解效率的本质就是在电解过程中抑制阴极氢气的析出。电解液中加入SeO2能够抑制氢气析出,在电解过程中,SeO2会优先在阴极上发生还原反应,硒元素在电沉积过程开始时沉积在阴极的活性部位,当电势为-0.3 V 时硒是以亚硒酸氢离子(H2SeO-3)的形式存在,而在-0.6 V 时,沉积的硒继续被还原为硒化物[33],所生成的含硒物质会吸附在阴极板上,占据阴极的活性位点,增大氢气的析出超电势,能够抑制H+放电,阻碍氢气的释放[34],从而提高了电流效率,降低了耗电量。
LU[35]在电流密度为65 A/m2和pH=4~6 的电解条件下,在加入SO2的基础上,添加适量辅助添加剂NH2OH 盐,NH2OH 在电解时可以电解出NH3OH+和OH-小分子,这些小分子会吸附金属离子快速沉积在阴极板上,抑制Mn2+向“球状”方向生长,提高了电解液中Mn2+的利用率,从而可以将电流效率提高到70%以上。
2.2 抗氧化的作用
在电解过程中首先要抑制H+在阴极区域被还原为H2,防止在电解过程中pH 值升高。由25 ℃时Mn的φ-pH 图[36]可知,随着pH 值逐渐升高,Mn2+会在阳极区放电慢慢氧化为Mn(OH)2、Mn2O3和MnO2等[37],这就会造成电解槽中大量锰氧化物沉积在阳极板上,随着电解时间的增加,阳极泥越聚越多,电解过程便不能正常进行。
阳极泥是电解锰过程中产生的一种危害废物,我国每年会产生十几万吨电解锰阳极泥[38],这不仅会导致电流效率下降、造成资源浪费还会严重污染环境[39]。因此,在电解过程中必须对阳极泥的生成进行干预[40]。而添加剂的使用能够对Mn2+的氧化起到明显的抑制作用,防止Mn2+氧化为高价化合物,从而减少了阳极泥的沉积,也使得电解液的利用率得到了有效提高[41-42]。研究发现[43],长时间电解时,在电解液中加入Cl-能有效抑制电化学震荡,进而减少阳极泥的生成。此外,氯化物的存在,会使得阳极表面高价锰化物的生成减少,会随着反应时间的延长而在阳极表面形成不溶的无定形结构,从而阻碍阳极泥的生成。
2.3 促使电解金属锰晶型转变

图2 25 ℃时Mn-NH3--H2O 的φ-pH 图Fig.2 φ-pH diagram of Mn-NH3--H2O at 25 ℃
金属锰在沉积过程中,一般会存在两种晶体结构:体心立方结构的α-Mn 和面心立方结构的γ-Mn。Jie G.等[44]通过实验证明,电解过程中锰首先会以γ晶体结构进行沉积,但在加入合适添加剂的条件下,锰在室温下就会由γ 晶体结构转变成为稳定的α 晶体结构。α-Mn 的耐腐蚀性和韧性都优于γ-Mn,电解结束后α-Mn 也更容易被敲击下来,并且α-Mn 具有更高的析氢超电位,有助于金属锰的沉积。因此,添加剂的加入既可以改变金属锰沉积的晶体结构改善电解锰产品的质量,又可以增加电流效率。表1[44]列出了不同类型锰的性质特征。

表1 α-Mn 与γ-Mn 不同点的比较Table 1 Comparison of α-Mn and γ-Mn correlation
2.4 减少树枝结晶锰的生成
锰电解是在加有隔膜的电解槽中进行的,目的在于减少边缘效应并改善锰沉积状态。在不加入任何添加剂的条件下进行电解时,锰沉积的阴极板表面会随着沉积时间的延长逐渐变得粗糙,树枝状结晶增多(如图3 所示),边缘处呈现“球状”凸起,导致锰溶解速率增加,电流效率降低。添加聚丙烯酰胺聚合物对锰电沉积具有明显的平流作用[35],有机添加剂中的不饱和键会在电解液中水解为极性分子,这些极性分子会占据金属锰的晶格,吸附在Mn2+周围,使金属锰产生不易生长的“球状”晶粒,在平行于阴极板的方向层状生长,得到致密、光滑、具有金属光泽的金属锰,如图4 所示[45]。

图3 金属锰沉积的表面形貌Fig.3 Surface morphology of manganese metal deposition

图4 金属锰沉积的扫描电镜Fig.4 SEM of manganese metal deposition
2.5 提高锰电解液抵抗杂质离子的能力
电解液中会含有许多痕量重金属元素(Ni、Co、Cd、Cu 等),这些杂质离子的标准电势(在硫酸锰溶液中)与锰的标准电势相近,他们在电解过程中会伴随着金属锰共同沉积出来,并与H+发生反应产生氢气,这样不仅会导致电流效率降低,而且会降低锰的纯度[46]。经过长时间电解,沉积的锰会出现边缘化效应,表面还会出现黑色斑点,因此减少重金属杂质离子对锰沉积具有重要意义。研究发现[35],将适量的硫化铵添加到硫酸锰电解液中,通过调节溶液的pH 值,硫化铵与重金属离子发生化学反应,生成一种难溶性沉淀经过过滤除去,就可以达到去除有害杂质和净化电解质的作用。
3 锰电解添加剂的种类及作用机制
3.1 无机添加剂
SeO2作为电解锰的主流添加剂,因其能大幅度提高锰沉积电流效率而一直被沿用至今。当加入SeO2时,α-Mn-Se 是阴极表面形成的唯一Mn-Se 物种,硒沉积在氢气成核的活性位点上,这种物质对阴极的活性至关重要,可以改进电解锰的沉积效果,促进α-Mn 的形成,提高电流效率[47]。目前国内大部分的电解金属锰生产公司都将SeO2作为主要添加剂[48]。以SeO2为添加剂,表2 列出了所得产物的理化性质和性能指标[49]。
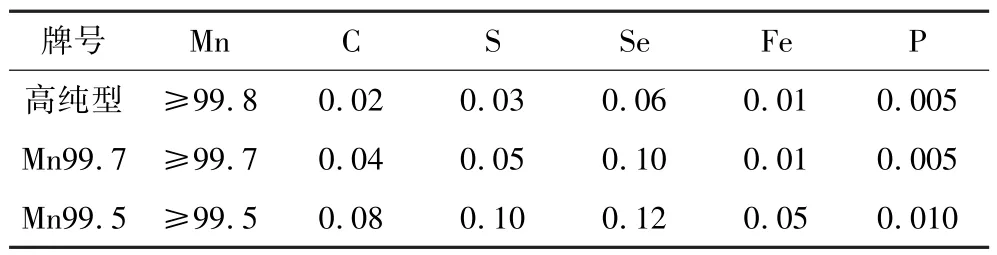
表2 SeO2 用作添加剂时产品中各元素含量Table 2 Element fraction of product obtained by using SeO2 as additive %
在工业电解金属锰生产中SeO2的用量一般在0.03~0.06 g/L。实验研究发现[47],当添加SeO2的浓度小于0.017 g/L 时,阴极板上会出现严重的锰产品发黑、锰表面呈现“树枝状”等问题(如图5 所示),该现象归因于高析氢速率和锰金属溶解形成了黑色沉积物(MnO2),当SeO2的浓度大于0.017 g/L 时,锰会在阴极板上形成较大的晶体结构,不利于电解过程的改善。

图5 SeO2 浓度为0.012 g/L 锰沉积形貌Fig.5 Morphology of manganese deposition at selenium dioxide concentration of 0.012 g/L
虽然SeO2作为电解添加剂能获得较高的阴极电流效率,但SeO2属于二类有毒物品,且存在价格昂贵、电解锰纯度不高(Mn<99.8%)、一部分硒残渣留在废弃电解液或者阳极泥中造成环境污染等问题。急需寻求一种能显著抑制析氢反应、提高锰沉积过电位、促进α-Mn 的形成以及稳定电解液pH 值的辅助添加剂[50]。近年来很多学者致力于研究其他添加剂代替SeO2,这具有重要的环保意义与经济意义。为了实现同样的电解效果,对新型添加剂的研究方法主要是降低SeO2的使用量,加入其他协助添加剂。
MANTELL 等[51]通过实验研究发现,在硫酸锰水溶液中加入0.15~0.50 mg/L 的Zn2+和0.10 g/L 的SO2,Zn2+的加入可以有效减少电解液中杂质离子对锰沉积的影响,电解得到纯度99.9%以上的高纯锰,只加入SO2时,锰的纯度只有99.7%。袁爱群等[52]在探讨了加入Na2SO4对电解锰的作用效果之后,提出了一种新型添加剂─Na2S。在电解液中加入适量的Na2S 可以降低溶液中重金属离子对电解锰的影响,Na2S 对电解锰的影响见图6。随着Na2S 浓度的升高,电解效率先升高后急剧下降。电解液中加入5 mg/L 左右的Na2S 时,电解效率达到最高,约为71.5%。另外随着Na2S 浓度的增加,在阴极板表面沉积的“树枝状”结晶锰也会增加,从而降低产品的纯度和产量。
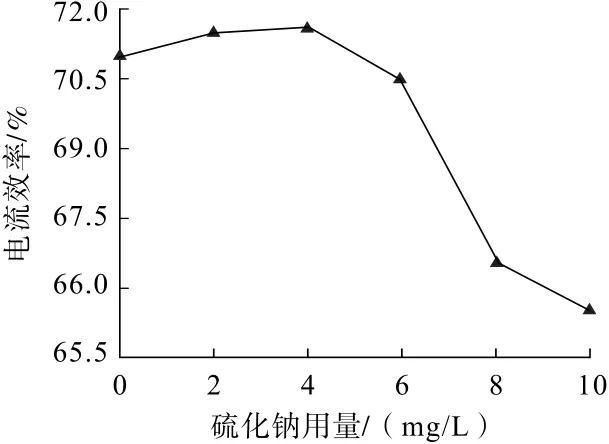
图6 硫化钠用量对电流效率的影响Fig.6 Effect of sodium sulfide dosage on current efficiency
3.2 有机添加剂
由于官能团的不同,有机物会有不同的物化性质,所以在水溶液电解方面的功能也会不尽相同[50]。有机物添加剂会水解为极性小分子附着在阴极板上,这些有机小分子会优先占据晶格,使吸附的金属原子迅速聚集在晶面上,晶核生长所需要的能量下降,这样就阻碍了金属原子向“树枝状”或者“球状”生长,从而形成致密、光滑的高质量锰[48]。
袁爱群等发现[53],在甲酸和醋酸分子中含有的—COOH 官能团会与金属离子发生吸附、螯合等作用,有助于加快电化学振荡频率,使金属原子快速团聚成核,形成致密的金属锰,降低Mn2+转化为MnO2的可能,保持电流效率在73%左右。但是随着浓度的增加,电流效率会大幅度降低,同时阳极板的腐蚀也较严重,所以要控制甲酸和醋酸的用量。葡萄糖、蔗糖对电解反应不但没有明显的影响,而且锰在阴极板上的沉积效果很差,会生成“球状凸起”;柠檬酸具有抗氧化作用并且在Mn2+上螯合作用很强,能有效地降低SeO2的用量,达到节约成本、减少“树枝状”结晶的产生,提高电解锰产品质量的目标。电解锰时,在加入0.015 g/L 的SeO2的基础上添加6 g/L 柠檬酸,两者的协同作用可以把电解效率提高至77.9%。但是这些有机物单独作为添加剂作用时,金属锰在阴极板上沉积的锰会出现发黑,呈现“树枝状”等情况,造成电解效率很低,甚至导致电解无法正常进行。
3.3 复合添加剂
目前在电解锰行业,正是由于SeO2和SO2这两种添加剂都是不可替代的,除了上述低硒添加剂以外,众多学者也在积极研发无硒复合添加剂以求彻底取代含硒添加剂来解决电解锰行业中存在的耗电量高、电流效率低等问题。PADHY 等[54]探究了以偏硫酸钠为基础添加剂,再添加烷基硫酸钠(SAS)作为新型添加剂。在实验中使用的SAS 包括辛基硫酸钠(SOS)、月桂基硫酸钠(SLS)和十四烷基硫酸钠(STS)。实验结果表明,在添加20 mg/L 的SOS 可以将电流效率从59%提高到67%,且产生了明亮光滑的锰沉积物。偏硫酸钠和SAS 的共同作用,虽然可以显著提高电流效率,但是阴极极化会发生在所使用的有机添加剂中,极化程度会随着添加剂浓度和链长的增加而增加,会对沉积物的结晶形态和电流效率都产生不利的影响。由此现象可以探究SAS 作为辅助添加剂来研究对电解金属锰的影响。
中国地质大学的上官春晓等[55]对一种新型的无机电解锰添加剂(PTL-4)进行了实验,其组成成分包括主添加剂(TJA+TJB)和辅助添加剂(TJC+TJD)。采用该新型添加剂后,可以将锰的电流效率从65%提升至70%,同时也可减少耗电量,并改善了锰产品的纯度(Mn≥99.91%)。(PTL-4)新型添加剂使用安全、成本低、效率高,表3[55]所示为加入不同添加剂生产锰的杂质含量。李元坤等[56]研发了一种由硫化物和有机物质混合的新型添加剂,经过实验证明,使用这种添加剂电解出来的金属锰纯度可以达到99.95%以上,锰产品中仅含有0.027%的硫元素,但是电流效率太低,仅有65%。

表3 不同添加剂生产的电解锰对比Table 3 Comparison of electrolytic manganese produced by two different additives
4 结论与展望
当前锰电解生产工业大都采用硫酸锰溶液电解法,添加剂的使用改善了锰产品的质量、促进了锰电解行业的快速发展。添加剂主要作用机理为(1)增加锰的超电位,有效抑制析氢反应,提高电流效率;(2)优先吸附Mn2+沉积,使其在晶体表面迅速聚集,抑制了“球状”结晶物的生长;(3)添加剂的抗氧化作用抑制了Mn2+氧化为高价锰化合物,减少了阳极泥的产生。进一步了解Mn2+在电沉积时的电化学机制和添加剂对电解过程的作用,解决在阴极发生的析氢问题,可以为新型添加剂的研究提供方向和理论基础。
SO2和SeO2依然是电解金属锰行业的重要添加剂,但是使用SO2存在电解效率低、能耗高的缺点;SeO2虽然可以提高电流效率,但存在成本高、硒化物具有剧毒性、严重污染环境等问题。目前对新型添加剂的研究主要聚焦在C ═C、C ═O、C ═S 以及—COOH 等具有不饱和键的有机物上,有机添加剂的引入使锰电解技术的绿色发展成为可能,但是现在还没有任何一种新型添加剂能够完全替代SO2或SeO2。利用先进的表征手段和分子模拟技术开发新型电解锰添加剂,或将现有的添加剂进行耦合,以诱导高性能添加剂的协同作用,改善单种添加剂对锰电解影响的局限性,将会使新型电解锰添加剂的研究更加高效环保。
猜你喜欢
新疆钢铁(2022年1期)2022-06-17 01:49:24
云南化工(2021年4期)2021-06-15 06:06:20
湖南有色金属(2020年6期)2020-12-28 07:04:16
山东化工(2020年16期)2020-02-20 19:52:22
中国有色冶金(2018年5期)2018-10-25 01:11:22
环境保护与循环经济(2017年6期)2018-01-22 02:57:31
中国资源综合利用(2016年3期)2016-01-22 07:28:18
铜业工程(2015年4期)2015-12-29 02:48:41
无机化学学报(2014年8期)2014-02-28 17:32:47
中国锰业(2014年2期)2014-01-27 15:42:27
