
层间强制冷却对电弧熔丝增材制造钛合金温度场和应力场的影响
2023-03-09 02:38:20张云舒邵丹丹丁东红吴斌涛
电焊机 2023年2期
张云舒, 邵丹丹, 丁东红 , 吴斌涛
1.宁夏大学 材料与新能源学院,宁夏 银川 750021
2.中船黄埔文冲船舶有限公司 焊接技术室,广东 广州 510715
3.南京工业大学 机械与动力工程学院,江苏 南京 211816
0 前言
增材制造(Additive Manufacturing,AM)是一种以高成形效率生产或修复金属部件的新兴制造技术,该技术通过一层一层的连续沉积金属“薄片”制造三维部件,可以在一个加工工序内制造出高自由度的复杂构件[1]。电弧熔丝增材制造(Wire Arc Additive Manufacturing,WAAM)是金属增材制造的一种,电弧在熔化金属焊丝后,通过选择性地沉积生产金属构件,相比于其他AM工艺,WAAM具有成本低、成形效率高、技术成熟等优点,在制造大型零部件时更具优势[2]。
WAAM在工业制造方面具有广泛的应用前景,但在工程技术层面仍面临巨大挑战,主要问题是增材物理特性带来的持续高热量输入引起的热积累效应。在金属沉积过程中,热量主要沿传导方向由熔池传递到基板,随着逐层沉积,散热方式由基板热传导转变为周围环境热对流,使整体结构温度增加[3]。结构温度的升高会导致熔池形貌不稳定、轨迹形态不均匀,熔覆金属高度降低、宽度增加,降低构件成形精度甚至发生结构坍塌。同时,有可能导致有害相的形成和晶粒的生长,从而恶化成形件的力学性能[4]。
目前,相关研究通过控形控性的方法缓解工件沉积过程的热积累,从而减小结构残余应力与变形。通常方法是引入层间等待时间,从而进一步控制层间温度展开堆积。但层间等待时间往往远超有效沉积时间,大幅降低了增材效率。Abe等[5]提出了一种热输入控制系统,通过模拟结果研究了熔覆金属温度与形貌的关系,结合实验数据讨论了不同焊接电压对熔覆金属形貌的影响。结果表明,该热输入控制系统可以提升成形件精度使其更均匀,但由于热输入与沉积功率等工艺参数的直接耦合,控制热输入的同时降低了沉积效率。水冷基板[6-7]和改变沉积路径[8]也是常用的控制传热方法,可以增加沉积构件的冷却速率,但适用范围有限,无法应用于大型金属部件的生产。
层间强制冷却可以缓解WAAM成形过程中的热量积累、减小成形件内部的残余应力、有效优化沉积质量并提升增材效率,是一种应用效果明显的控形控性方法。本文基于ANSYS软件建立WAAM三维瞬态热-力耦合模型,模拟了自然对流冷却和层间强制冷却下电弧熔丝增材制造钛合金的成形过程,根据计算结果研究了层间强制冷却对增材钛合金墙体结构温度场与应力场的影响。
1 层间强制冷却电弧熔丝增材制造钛合金工艺实验
实验基材为 Ti6Al4V(ASTM B265),尺寸为200 mm×65 mm×5 mm,焊丝为Ti6Al4V(ASTM B 863),直径1.2 mm。Ti6Al4V是一种α+β双相钛合金,具有优异的抗蠕变性、耐腐蚀性与耐热性。实验平台由200 A额定GTAW电源、送丝机、惰性气体保护装置、CO2气体冷却系统、热电偶、PC机等设备组成,如图1所示。实验平台将气体装置与焊枪固定在一起,通过工作台的移动代替焊枪的移动。
为保证沉积物与基板连接处的成形质量,沉积前对基板表面进行清理。首先用钢刷对基板表面进行打磨,打磨完成后使用丙酮和酒精溶液对基板表面进行擦拭,以避免油污和氧化膜对沉积过程造成影响,最后用吹风机吹干。清理结束后将基板紧固在工作台上。调整焊枪位置,使焊枪始终垂直在沉积层上方3 mm处,焊枪移动速度为150 mm/min,沉积物长度为150 mm,保护气体流量为10 L/min,冷却气体流量为1 460 g/min,热电偶布置在距焊道中心20 mm处,沉积完一层后熄灭电弧,冷却装置以与电弧相同的移动方向和移动速度向沉积层表面喷射-78 ℃的CO2冷却气体,之后将焊枪以及冷却装置复位后开始下一层沉积。
2 有限元模型建立
2.1 材料热物理性能
在增材制造成形过程中,金属材料在热源的作用下短时间内加热熔化形成熔池,后又逐渐冷却至室温。此过程中金属材料的温度变化剧烈,故必须考虑温度对材料物理性能的影响。将焊道和基材设为相同的热物理性能,使用等效比热法考虑相变潜热造成的能量波动。在有限元数值模拟中,计算温度场需要确定材料的密度、比热容、导热系数;应力场的计算需要确定材料的泊松比、弹性模量、屈服强度和线膨胀系数。其中钛合金材料的密度和泊松比随温度变化很小,可以设为常数,具体参数见表1。
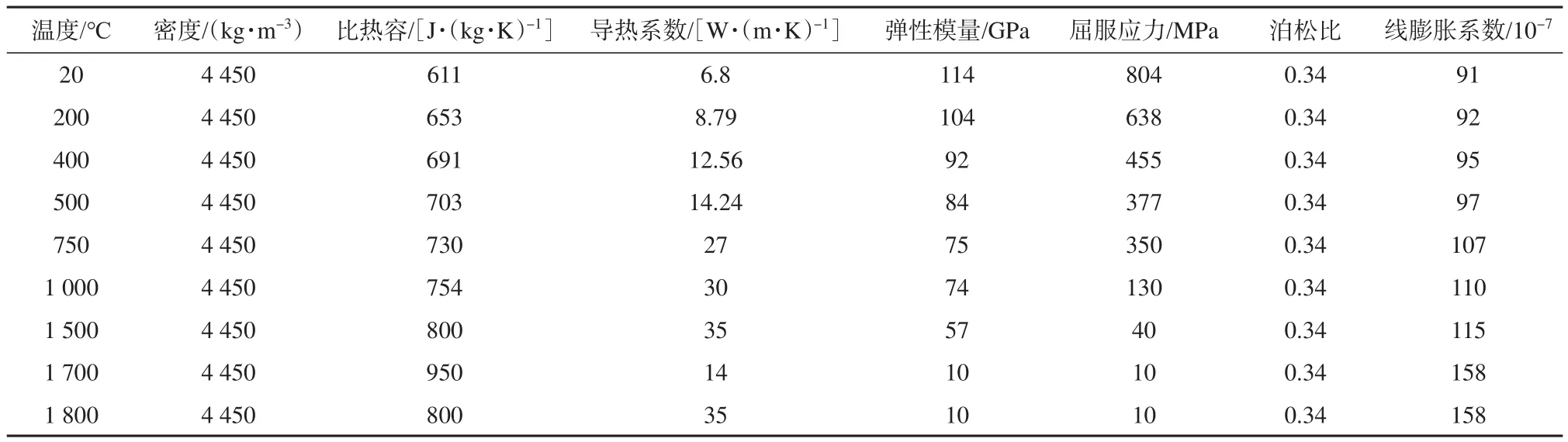
表1 Ti6Al4V的热物理性能Table 1 Thermophysical properties of Ti6Al4V
2.2 热源加载
WAAM过程中的传热包括焊接电弧的热量输入、成形件中的热量传导以及成形件与外界的热量交换。使用功率密度随焊枪移动的双椭球体热源模拟沉积时电弧的能量输入,双椭球热源采用不同的数学方程表示弧心前和弧心后区域的热流密度。
前半部分热流密度表达式为:
式中Q为热量输入;a、b、c为熔池形状参数;f为能量分布系数。
在有限元分析中,忽略夹具与增材制造系统间的热交换,使用总换热系数考虑辐射和对流的散热作用,环境温度设置为20 ℃。使用“生死单元”技术模拟材料填充的沉积过程。首先将基板上方的单元全部杀死,然后在后续步骤中逐步激活部分单元以模拟焊枪沿基板移动时的金属沉积,每次激活的单元越小越接近实际工况,但会增加模型复杂度,延长计算时间。考虑到成形件的长度,将每步激活的沉积单元长度设为2 mm,加热持续时间设为0.8 s。
2.3 冷却过程
强制冷却过程中冷却区域内的温度在短时间内下降,模拟时使用实验测量的温度数据对冷却气体覆盖区域内的节点施加温度约束,在每一步开始时删除上一步冷却区域的温度约束,并在新的冷却区域内重新施加,如此循环以模拟冷却气体沿焊接方向的移动。该方法不直接利用气体的热物理性质,避免了流固耦合分析。
3 模拟结果及分析
3.1 温度场结果及分析
为验证模拟结果的准确性,沉积过程使用热电偶测量了基板上表面的热循环曲线。正常冷却和强制冷却的热循环曲线如图2所示,其中模拟热循环曲线从模型中热电偶位置处节点提取。可以看出,模拟热循环与实测热循环具有近似的峰值温度和冷却速率,证明了瞬态模型对沉积过程温度场预测的准确性。层间强制冷却是应用在每层沉积间的冷却技术,不会影响后续沉积时成形件的温度演变。当焊枪沿路径方向移动时,两组实验的热循环曲线具有相同的升温趋势,但沉积完一层收弧后立即启动的冷却气体会减小系统内的热量,使传递到成形件各个位置处的热量变少,因此强制冷却系统具有更小的热循环曲线峰值。冷却过程中,自然冷却需要1 200 s的层间等待时间将成形件的整体温度冷却到60 ℃,强制冷却在160 s内即可将成形件整体温度冷却至30 ℃。强制冷却大幅减少了层间等待时间,提升了沉积效率。
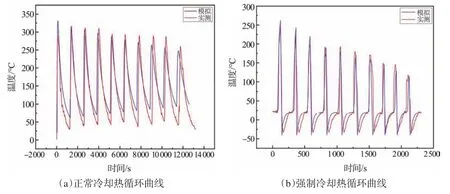
图2 热电偶处的温度曲线Fig.2 Temperature curve at thermocouple
使用有限元模型对WAAM过程的瞬态温度演变进行分析,图3给出了层间强制冷却条件下的温度场演变。图3a、3b为应用在第五层沉积结束后的强制冷却过程,该部分模拟通过施加节点温度约束实现。图3a为第一步冷却模拟,作用时间为第五层收弧后的0~6 s,图3b为最后一步冷却模拟,作用时间为第五层收弧后的54~60 s。冷却气体在沉积结束后从起弧端开始沿焊道过渡到收弧端,气体到达区域温度迅速下降,气体移动过后区域在热传导与自然对流的综合作用下温度回升。图3c、3d为正常冷却和强制冷却条件下,焊枪到达第十层沉积层收弧位置时成形件整体的温度场分布。图3c是自然冷却下的温度场分布,该组实验通过20 min的层间等待时间来减小热量积累。这种沉积策略可以大幅降低层间温度,减小先前沉积层对后续沉积层的预热影响,在一定程度上缓解热量积累。但过长的等待时间会降低沉积效率,不适合大中型零部件的制造生产。图3d是强制冷却下的温度场分布,该组实验使用强制对流代替自然对流,减小了成形件的高温区域和温度峰值,缓解了热量积累,大幅减少了层间等待时间。
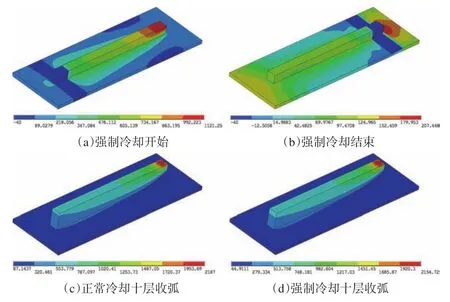
图3 层间强制冷却温度场演变Fig.3 Interlayer active cooling temperature field evolution
3.2 应力场结果及分析
分析正常冷却和强制冷却条件下电弧熔丝增材制造钛合金成形过程应力场的演变情况,图4为正常冷却条件下成形件等效应力的演变过程。随着沉积过程中焊枪的移动,加热区域内材料的应力由于屈服应力的降低而接近于零,熔池附近的金属受热膨胀,在相邻材料的约束作用下产生压应力,停止加热的材料由于冷却收缩的原因产生拉应力,焊道处的拉应力在冷却结束时达到最大。当后续沉积层开始沉积时,先前沉积层材料温度的升高使部分拉应力被释放,然而在热源移动过后,该区域还会产生类似趋势的拉应力。如此循环直至沉积结束,冷却至室温的材料拉应力无法释放,在成形件中形成残余应力。
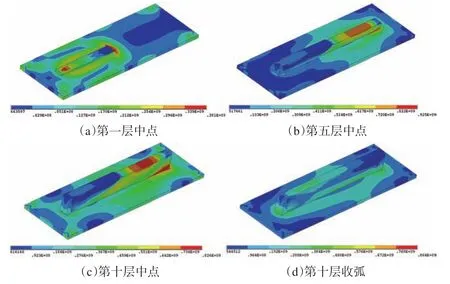
图4 正常冷却应力场演变Fig.4 Normal cooling stress field evolution
图5 为正常冷却和强制冷却条件下的应力场演变,选取第五层和第十层冷却结束时刻的应力场进行比较。对比两组应力分布情况可知,强制冷却可以显著减小成形件中的残余应力与应力集中区域,作用效果随着层数的增加更明显。这是由于成形件中残余应力的大小取决于沉积过程中材料经历的温度峰值大小,强制冷却的快速散热效果在高沉积层更明显,减小的峰值温度更高。
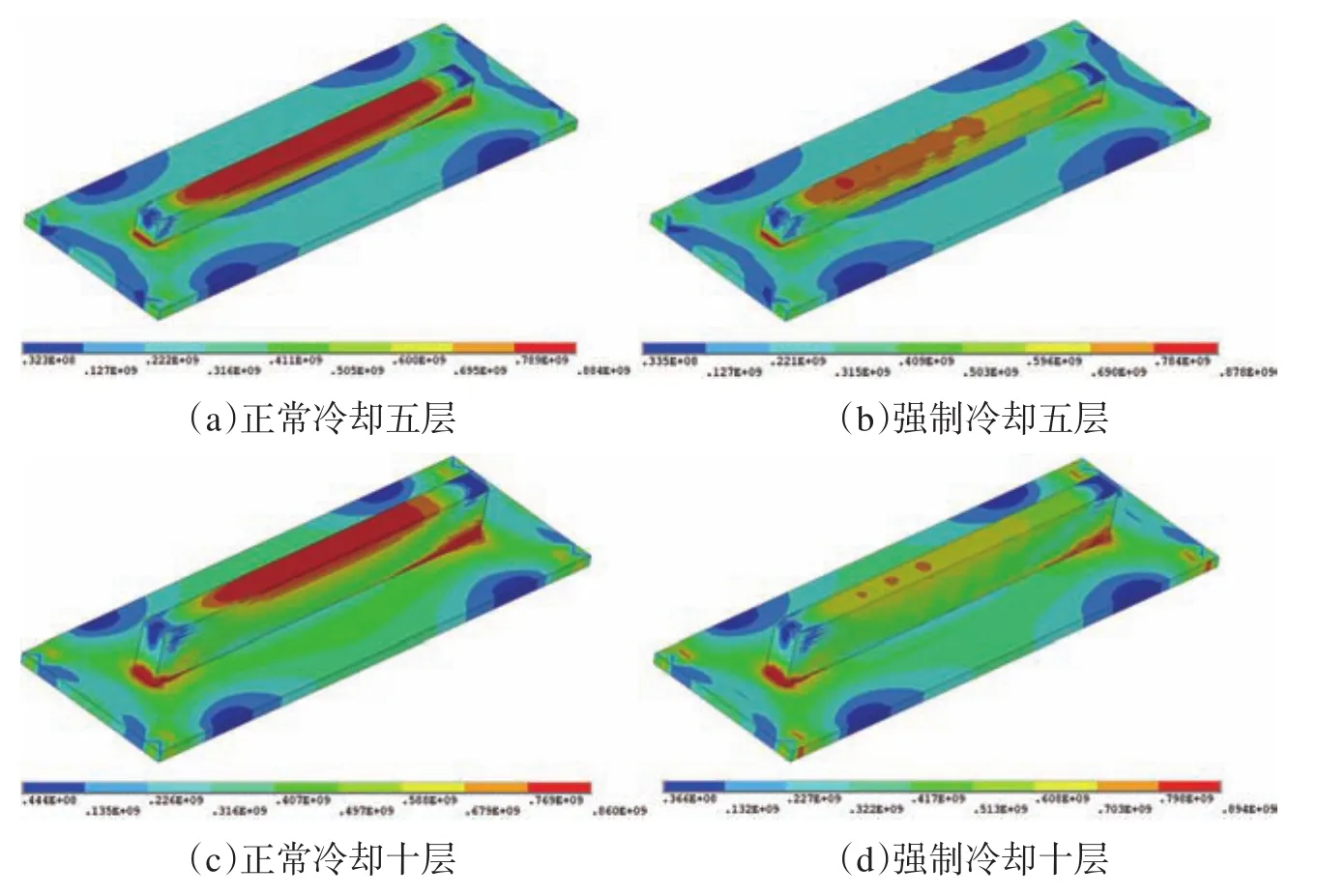
图5 冷却结束时刻应力场对比Fig.5 Comparison of stress fields at the end of cooling
4 结论
WAAM工艺在工业制造方面具有广泛的应用前景,但在工程技术方面仍面临巨大挑战。主要的问题是热积累效应造成的成形件形貌和性能严重受损,这一系列问题直接决定了成形件的实际质量和使用寿命。本文开发了一种利用压缩CO2气体进行层间强制冷却的创新型WAAM工艺,旨在缓解热量积累引发的应力变形过大和微观结构受损,通过数值模拟研究了层间强制冷却对电弧熔丝增材制造钛合金成形过程温度场和应力场演变的影响,得出以下结论:
(1)模拟热循环曲线与实测热循环曲线吻合良好,层间强制冷却可以减小成形过程中的高温区域和温度峰值,缓解成形件中的热量积累。
(2)层间强制冷却可以大幅减少制造时间,提高增材效率。
(3)层间强制冷却增加了成形过程中的散热,平衡了成形件上的温度梯度,减小了成形件内部的残余应力。
本文的研究结论证明了层间强制冷却方法控热控形的可行性,为进一步实现电弧增材制造的控形控性提供了一种新思路,但目前该研究尚在起步阶段,仍需进行完善和补充。未来可以通过数值模拟对层间强制冷却下成形件的传热传质或微观结构演变进行研究,以深入了解层间强制冷却下电弧熔丝增材制造成形件的成形机制和控性机理。
猜你喜欢
现代农机(2022年3期)2022-07-11 11:42:12
石材(2022年4期)2022-06-15 08:55:02
装备制造技术(2020年9期)2021-01-26 00:14:42
制造技术与机床(2019年6期)2019-06-25 10:17:38
表面工程与再制造(2019年1期)2019-05-11 08:51:28
焊接(2016年9期)2016-02-27 13:05:22
焊接(2016年6期)2016-02-27 13:04:57
焊接(2016年4期)2016-02-27 13:02:12
制造技术与机床(2015年8期)2015-04-24 07:25:38
西安建筑科技大学学报(自然科学版)(2014年4期)2014-11-12 05:15:26
