
数字孪生驱动增材制造的研究进展
2023-03-09 02:38丁东红张子轩丁小飞
电焊机 2023年2期
丁东红 , 纪 江 , 张子轩 , 丁小飞
1.佛山科学技术学院 机电工程与自动化学院,广东 佛山 528225
2.南京工业大学 机械与动力工程学院,江苏 南京 211816
3.华东理工大学 机械与动力工程学院,上海 200237
4.中国航空发动机集团 沈阳发动机研究所,辽宁 沈阳 110015
0 前言
以数字模型为基础,将材料逐层堆积制造实体的增材制造(3D打印)技术[1]可实现复杂形状零件的短流程整体制造,减少零件数量和装配,获得高于组装式结构的服役可靠性。随着高端装备轻量化与可靠性需求不断提升,增材制造技术已成为高端装备关键零部件快速研发的利器。主流的金属增材制造以粉末床熔融技术为主,如图1所示,有成形精度高、应用范围广的激光选区熔化(Selective Laser Melting,SLM)[2]和能量密度高、成形效率高的电子束选区熔化(Electron Beam Melting,EBM)[3]等。
虽然增材制造技术在最近几十年获得了大量的关注并取得了一系列的研究成果,但到目前为止,只有少量合金如AlSi10Mg、Ti6Al4V、CoCr和Inconel718等能够被成功地应用于增材制造,超过5 500种的商用合金因其打印过程中的熔化-凝固动力学作用,致使微观组织存在粗大的柱状晶和周期性裂纹而很难获得应用[4]。另外,增材制造的产品组织结构具有多样性使其力学性能不稳定;增材过程中容易产生各种不可预测的缺陷,导致废品率高且耗费时间和成本;缺乏健全的工艺标准而往往不得不采用试错的方式开展大量的预实验,造成产品单价提高以及交货期延长。
在增材制造过程中,微观组织结构的演化和成形几何尺寸受瞬时温度场、冷却速率和材料凝固参数等多种因素的影响。因此,产品的性能以及形状精度主要取决于材料属性、打印过程的工艺参数以及成形方式。由于影响打印性能的参数众多,如何选取和优化控制工艺参数以获得具有优良性能的打印件是目前增材制造控形控性的关键。在电弧增材制造(Wire Arc Additive Manufacturing,WAAM)中,通过不断地工艺试错能够获得理想的组织性能和形状尺寸。然而在激光粉末增材制造中,因金属粉末原材料价格更高、试验准备时间更长,导致这种试错方式十分昂贵且时间成本大大增加。
数字孪生技术是充分利用物理模型、传感器信息、运行历史等数据,集成多学科、多物理量、多尺度、多概率的仿真过程,在虚拟空间中完成映射,是实现制造物理世界和信息世界智能互联与交互融合的一种有效途径。中国工程院发布的《全球工程前沿2020》报告中,将数字孪生驱动的智能制造列为机械与运载工程领域的TOP10工程研究前沿方向。数字化贯穿增材制造的全生命周期,如图2所示,主要涉及三维模型的设计与分析、制造过程的监测、产品性能的测试与验证、产品的分发与管理等过程[5]。在增材制造的控形控性方面,数字孪生集成工艺预测模型,通过用户自定义的工艺参数组合给出合理的成形组织结构以及成形尺寸的预测。当预测模型被足够多的实验数据验证后,可以替代或大大减少昂贵耗时的真实物理实验,实现对成形的预测。同时,增材制造过程中的生产信息将被传感器有效监测、分析,并通过决策模型实现工艺参数的实时优化调控。集成增材制造机理、控制、统计模型、机器学习和大数据等模块的数字孪生技术,将通过减少工艺试错实验、控制缺陷、提高产品质量以及缩短交货周期来提高增材制造技术的效益和市场竞争力。
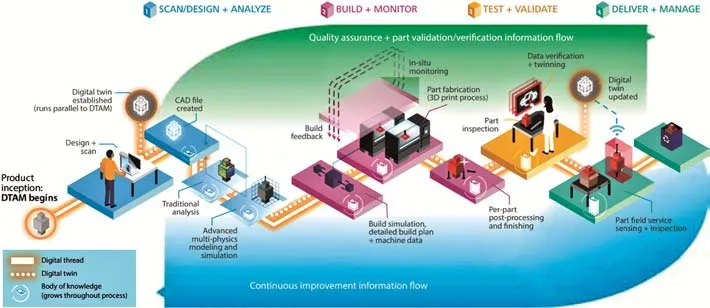
图2 增材制造的数字主线[5]Fig.2 Digital mainline of additive manufacturing[5]
本文综述了数字孪生驱动增材制造的研究进展,从数字孪生的发展背景、增材制造的工艺分类与原理、前端的模型优化设计与分层路径规划、加工过程的实时传感、数据分析与建模方法以及增材制造的预测与控制效果等方面阐述了数字孪生技术对增材制造的驱动作用,阐明目前数字孪生驱动增材制造研究的主要难点,并指出未来的发展趋势和研究方向。
1 数字孪生的背景
数字孪生最早可追溯到美国国家航空航天局(NASA)的阿波罗计划。该项目首次尝试使用孪生体(Twin)的理念,建造了两个完全相同的太空飞行器。一个执行太空飞行任务,另一个留在地球模拟孪生太空飞行器的实时飞行状况,便于监测太空飞行器的行为以及快速做出决策。2002年,密歇根大学的Grieves教授[6]在生命周期管理(Product Lifecycle Management,PLM)课程中提出一种镜像空间模型,该模型能够将实体产品映射到虚拟空间,在生产中降低成本,促进高质量产品的创新制造。此后,该概念被多次修改,直到2010年被正式定义为“数字孪生”[7]并在航空航天领域被广泛采用。如图3所示,将物理系统的数字信息作为一个独立的实体创建,该数字信息是嵌入物理系统的“孪生”,并在系统的整个生命周期中与该物理系统相连接,即物理空间实体产品、虚拟空间虚拟产品、物理空间和虚拟空间之间实现从产品设计到制造,再到使用的全生命周期智能互联与交互融合。
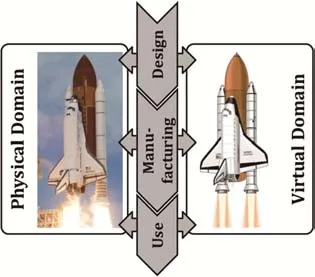
图3 数字孪生在全生命周期中的概念[7]Fig.3 Concept of digital twin in full lifecycle[7]
数字孪生在产品生命周期中的驱动作用见图4。产品生命周期每个阶段创建的信息可以有效地提供给后续阶段,数字孪生作为推动因素将这些过程连接起来,能极大地促进未来生产制造的效率[8]。
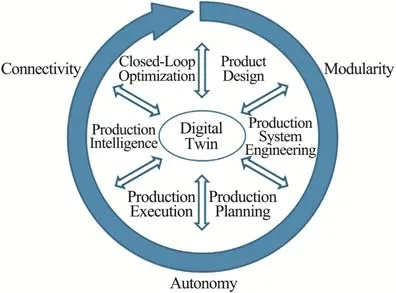
图4 数字孪生在产品生命周期中的驱动作用[8]Fig.4 Driving effect of digital twin in product life cycle[8]
数字孪生最初主要应用于复杂制造系统的建模、仿真与可视化[9]。随着信息物理系统和通信技术的发展,以及大规模云计算和智能算法的进步,数字孪生的概念逐渐引起了智能制造领域的广泛关注[10-12]。如图5所示,数字孪生建立了智能工厂实现物理世界和数字信息世界之间的互动,通过传感器从物理世界收集数据,并利用通信技术将其发送到数字孪生的虚拟数字模型[13]。Zhuang等人[14]提出了基于数字孪生的复杂产品装配车间智能管理控制框架,该框架融合数字孪生和大数据,实现卫星的预测性装配。
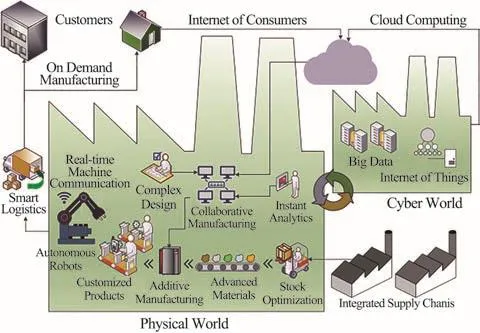
图5 工业4.0要求的智能工厂示意[13]Fig.5 Schematic diagram of smart factory required by Industry 4.0[13]
目前,关于数字孪生的概念[15]、模型[16]、应用[17]、标准与技术体系[18-20]等已被国内外学者广泛研究。Kritzinger等人[15]就数据交互方式与系统集成度差异对数字孪生的相关概念做出了严格的学术定义,认为数字孪生与数字模型、数位阴影的区别主要在于物理模型与数字模型之间能否自动进行数据交互。陶飞等人[17]在数字孪生车间的研究中,对传统三维数字孪生模型进行扩展,增加了孪生数据和服务两个维度,衍生了五维数字孪生概念,如图6所示。Wagner等人[21]讨论了资产管理壳与数字孪生在工业4.0背景下工厂生命周期中的应用,并给出了对设备制造商、工厂管理者和工业4.0开发者的建议,推动数字孪生和资产管理壳在工业界中的应用。美国通用电气公司、NASA和美国空军建立了包括喷气发动机、动力涡轮机等在内的多个基于真实物理系统的数字孪生系统,以增加物理系统设计的可靠性和安全性[22]。
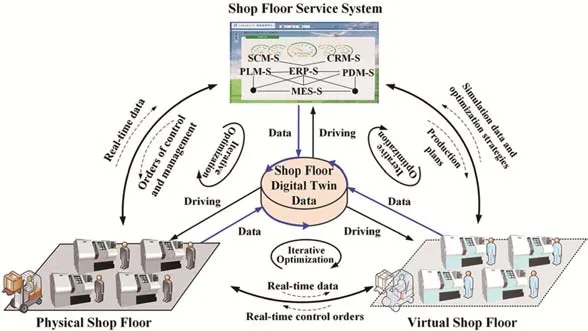
图6 数字孪生五维概念模型[17]Fig.6 Five-dimensional conceptual model of digital twin[17]
由工业互联网产业联盟(AII)发布的《工业数字孪生白皮书(2021)》[23]提出了工业数字孪生功能架构(见图7),主要由连接层、映射层和决策层组成。同时指出数字孪生发展的三大典型特征,即全生命周期实时映射、数据与模型融合的综合决策以及全业务流程的闭环优化,并对工业数字孪生技术、产业以及应用发展状况进行了系统的梳理。图8为基于数字孪生多学科联合仿真构建多物理场、多学科耦合的复杂系统级数字孪生解决方案。
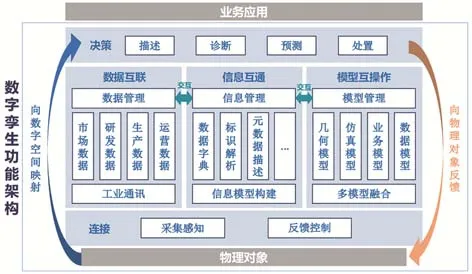
图7 工业数字孪生功能架构[23]Fig.7 Functional framework of industrial digital twin[23]
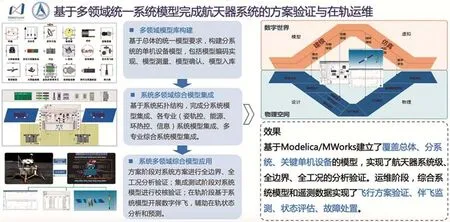
图8 基于数字孪生的产品多学科联合仿真研发方案[23]Fig.8 Product multidisciplinary co-simulation research and development scheme based on digital twin[23]
在增材制造领域,前端的三维数字化模型处理,如CAD或逆向工程建模、模型拓扑优化设计、分层切片以及路径规划等均属于数字孪生主线程中的必要环节。加工过程中,数字孪生方法还可以通过优化工艺参数、检测和监测工艺故障、减少多尺度建模的计算负担、处理大量的现场传感器数据来控制增材制造过程[24],能明显减少试错量、减少缺陷、缩短设计和生产之间的时间等,在很大程度上减少人力物力的投入,达到有效驱动增材制造的效果[25]。目前构建应用于增材制造数字孪生的方法、硬件、软件和相关技术等正在快速发展过程中,增材制造全生命周期映射有待完善[26-27],亟需大量的科学和工程研究来充实增材制造数字孪生系统,实现数字孪生有效驱动增材制造的目标。
2 增材制造数字孪生的关键要素
增材制造的多个环节与数字化息息相关。文献[28]描绘了智能增材制造设计方法的路线图,如图9所示。在前端的模型处理与设计中,基于计算机辅助设计的结构拓扑优化有助于设计出满足性能的最优轻量化结构,实现工件功能的进一步提升。另外,三维数字模型的打印取向、模型的分层切片与路径规划均对金属打印件的成形效率、精度和质量起着重要作用[29-30]。目前,三维模型的处理以及加工路径策略的生成作为增材制造的前端,主要在离线情况下由相关算法和计算机辅助实现。
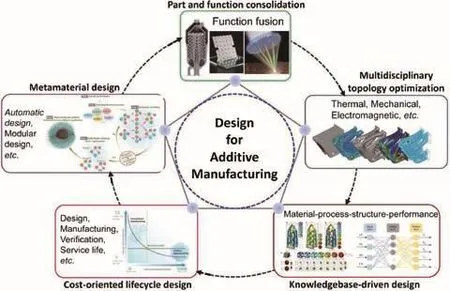
图9 增材制造设计方法的路线图[28]Fig.9 Rodemap of additive manufacturing design methods[28]
如图10所示,增材制造工艺过程的数字孪生主要包含:机理模型、传感和控制、统计模型、大数据和机器学习等要素[31]。大数据对多种数字信息分类处理并传递给机器学习模型,从而更新优化现有的机理模型、传感控制模型和统计模型,在成形工艺和过程信息之间产生交互,形成一个闭环优化的制造过程,实现增材产品质量的提升。
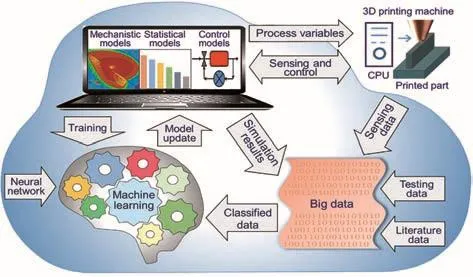
图10 增材制造的数字孪生系统[31]Fig.10 Digital twin system of additive manufacturing[31]
增材制造的机理模型如图11所示,基于较成熟的工程、科学和冶金学理论所建立,在给定的打印设备、材料属性以及工艺参数设置情况下,能够预测成形的凝固结构、微观组织演化、结构性能、缺陷以及温度场等关键信息。机理模型在焊接过程中进行了大量的研究并得到部分验证,将来有望在增材制造中实现[32]。
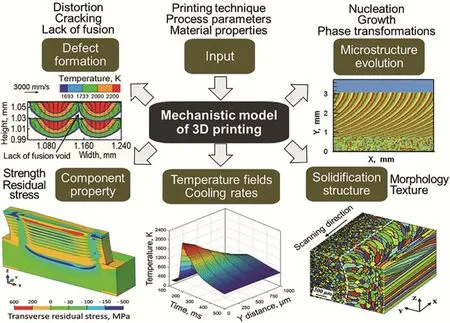
图11 增材制造机理模型[31]Fig.11 Additive manufacturing mechanism model[31]
传感和控制模块通常需要对多种传感器信息进行融合,如打印温度场信息,成形表面粗糙度、缺陷、几何偏差,以及其他原位无损监测的特征信息等[33]。有效的多信息融合模型可以判断缺陷和尺寸是否在可接受的范围内,从而进一步做出合理的决策,提高成形工件的质量[34]。例如,液态金属熔池的温度过高或过低都极易引起成形缺陷,当监控的温度偏离正常范围时,控制模型可以实时调整热源功率或扫描速度等工艺变量,以实现缺陷抑制。
机理模型和控制模型的输出往往会有一定的偏差,这是由于模型中通常引入一定的简化假设、材料热物理和热机械特性数据的误差,特别是在高温等极端条件下以及大型复杂计算中常见的数值误差[35]。将机理模型、控制模型与高级统计模型相结合能够减少这些偏差。如在计算未充分熔合间隙的机理模型中,由于间隙形成的复杂性以及多变量多因素导致工件内部无法充分熔合时,机理模型的预测效果往往并不理想[36]。统计模型的应用则可以基于大数据提升预测效率,纠正机理模型预测的不准确性[37-38]。
大数据是各种数字信息的广泛融合,其规模通常无法直接存储、分析或共享。如图10所示,增材制造的大数据主要有4种类型:(1)从多台打印设备获得的温度、熔池特征和工件几何形状等实时传感数据;(2)存储的构件微观组织特征、晶粒尺寸、凝固组织和性能等测试的结果数据;(3)来自增材制造领域的相关文献数据;(4)由机理模型、统计模型产生的预测和仿真数据[39]。在每次实验或模型执行时,大数据自身会不断叠加,需要使用先进的算法根据预期目的对数据进行适当分类。例如,如果预期目的是将大数据用于粉末床激光熔覆增材制造,那么打印过程的其他数据,如直接能量沉积增材制造的相关数据便不会包括在内。同时,还须持续从新实验、仿真以及不断更新的文献中收集数据,适当地使用这些数据对预测模型进行优化,并使用机器学习方法决定在何时对预测模型进行优化[40-41]。
近年来机器学习领域的发展非常迅速[42],它提供了一种基于不断更新积累的知识库来改进统计和控制模型的动态能力,并赋予了数字孪生随时间变化的敏捷性,这种能力针对打印条件或材料系统发生变化时效果显著。一般来说,机器学习通过智能算法来实现,如深度学习[40-41]、神经网络[43]、支持向量机[44]等对实验数据进行测试和验证。可靠、可预测且没有重大缺陷的机器学习方法将在未来的数字孪生领域发挥更高的效用。
根据关键要素构建应用于增材制造的数字孪生是一个新概念,现有的方法很难依据所选取的工艺和材料系统等快速有效地确定最优的工艺方法和参数,而数字孪生系统因信息的全面性、实时性以及模型的先进性,将有助于生产出结构合理、无缺陷以及可靠的工件,并实现生产成本的优化。
3 增材制造数字化研究进展
尽管数字孪生的各个重要组成要素在文献中都有一些相关的研究和分析[45],但还缺乏一个较全面的增材制造数字孪生系统的研究进展和讨论,文中通过阐述增材制造的物理过程、传感与控制、统计模型、大数据和机器学习等方面的发展现状以及目前存在的一些挑战,为构建应用于增材制造的数字孪生提供一些参考。
3.1 增材制造的工艺及建模研究
增材制造的物理过程特性取决于制造工艺,不同的材料、热源、操作环境以及工件尺寸都对工艺的选择有所影响。图12为当前较成熟的增材制造基础工艺,创新的工艺技术仍在不断涌现,但多是从这些成熟的基础工艺中拓展而来。
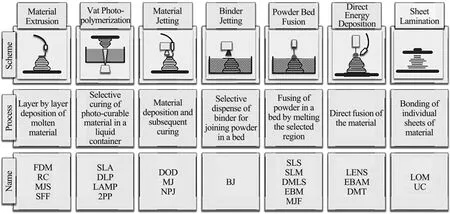
图12 增材制造过程工艺分类[13]Fig.12 Technology classification of additive manufacturing process[13]
在实现增材制造物理过程的数字化时,第一个需要解决的问题就是数字模型的构建。图13为双机械臂协同工作的增材制造数字模型,该模型在物理模型的基础上进行数字重构,同时完成增材制造过程的路径规划以及过程仿真等,并将物理模型映射到数字系统中,实现虚实融合。
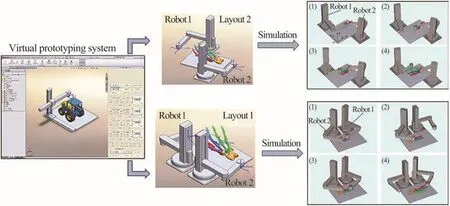
图13 双机械臂增材制造工艺规划数字模型[46]Fig.13 Digital model of additive manufacturing process planning for double mechanical arms[46]
针对不同的增材制造物理过程,在每种不同的条件下选择对应工艺后,都应该有一个标准的数字化模型。该模型要能够适用于各种不同参数和环境的变化,根据需要在用户输入标准数据后便能自动生成增材制造过程的实时数字孪生系统。但目前看来,要想实现统一的、普适性的数字化目标,还需要做出更多的努力。
3.2 增材制造实时传感研究
数据的实时双向传输需要灵敏的传感器与高效的计算能力作为支撑。不同的软硬件依照通讯协议和智能设备进行有效连接,实现增材制造设备与数字孪生模型在整个数字主线中进行传输交互。要想实现传输多种类型的数据,如操作环境、工作条件、传感器数据等,其物理系统需要有标准的数据通信设备来实现不同通信接口或协议的统一转换和数据的统一打包[47]。在这些通信设备的基础上,通过物理系统对多类型、多尺度的数据进行标准化、清洗和打包,然后以数字方式上传到数字孪生模型中,进而达到物理空间和虚拟空间的交互融合。最终,用户只需要输入工艺参数就可以获得增材制造过程的实时数字化孪生模型,在构建这个模型的同时,还需要大量的数据来训练模型,以提高模型的精度。
图14展示了物理世界中的制造过程及其数字孪生体,可以看到数字孪生模型实时复制出工厂里实际发生的情况。为了从打印设备和制造过程收集和分析大量有用的数据,需要大量传感器来监视打印过程和机器的状况[48]。因此,构建基于增材制造的物联网来实现硬件和软件的连接,进而实现数字孪生将是一种可行的方案。
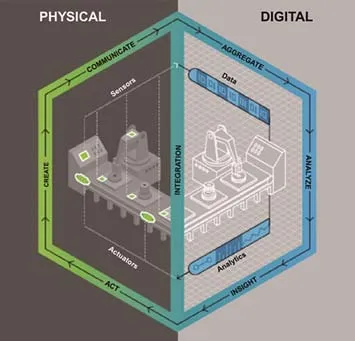
图14 制造过程的数字孪生模型[48]Fig.14 Digital twin model of manufacturing process[48]
一种数字孪生的云实施方案如图15所示,将机器人手臂、可调节平台与用户之间的通信数据存储在云中,达成实时反馈,使决策变得高效[49],这也是将数字孪生应用到增材制造中的一个例子。
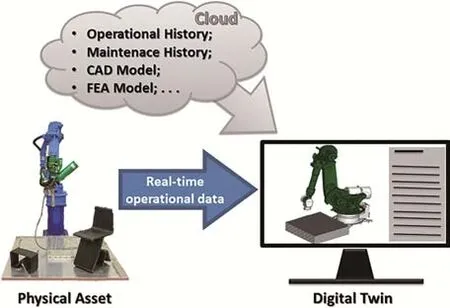
图15 应用于增材制造的数字孪生的云实施方案[49]Fig.15 Cloud implementation plan of digital twin for additive manufacturing[49]
在增材制造过程中,从多个传感器实时监测数据,包括一维数据(如光谱)、二维数据(如图像)和三维数据(如层析成像)[50],期望实现动态调整与反馈,这些数据便是增材制造产品质量的第一手信息,倘若实现同步并且准确分析这些实时数据,那么便能实现对制造过程的全闭环控制。魏一雄等人[51]提出一种基于实时数据驱动的数字孪生车间体系架构与技术路线,实现智能车间生产状态实时可视化监控、健康管理、故障诊断等需求,为数字孪生技术在智能制造领域的应用提供了参考。Zou等人[52]提出一种将建模结果与分布式光纤传感器测量数据融合在一起的数字孪生方法,完成了增材制造过程中设计和制造的优化。
Gaikwad等人[24]将增材制造过程的仿真、现场传感及机器学习集成起来,完成增材制造过程的实时监控,构建了应用于增材制造实时反馈的数字孪生模型。通过将物理模型的预测与机器学习框架中的现场传感器相结合,来检测增材制造工件在生产过程中的缺陷,实现增材制造过程的无缺陷生产,并通过激光粉末床和定向能量沉积金属调幅的实验研究进行了验证。这项工作通过基于物理建模、现场传感和数据分析的无缝集成,完成了对增材制造过程的数字孪生实时监控的早期尝试。为了在增材制造过程中更好地实现检测、预测及控制整个增材制造的数字化过程,需使用大量的传感器并运用物联网、5G等技术和强大的计算能力作为支撑,来完成增材制造过程与数字孪生模型之间的实时反馈。
张海军等人[53]针对智能制造决策数据实时性和准确性的不足,提出一种基于数字孪生的制造资源动态优选决策方法与架构,能够提供准确、实时的反馈评价数据,最后将该方法应用于航空发动机叶片制造,验证了方法的可行性和有效性。Knapp等人[45]构建了应用于激光定向能量沉积的增材制造技术数字孪生,研究发现对于工件每一层的沉积需要计算大约35亿的线性等式,这在配备3.40 GHz的i7处理器、8 GB RAM的个人计算机上大约需要计算50 min,同时每一个打印工件又由成百上千层堆叠而成,可见计算量之庞大,所需时间之长。
总之,基于现有的计算能力、物联网、5G等技术的运用情况,解决增材制造过程的大量信息计算与模拟似乎无法马上完成。要想完成物理与虚拟过程的实时互动,还需要各界学者们进一步的研究。
3.3 数据分析及模型研究
数字化技术贯穿在增材制造的产品设计与仿真、制造准备、制造过程、后处理等关键环节中。DebRoy等人[27,31]在此领域进行了许多开创性的研究工作,为实现第一代增材制造的数字孪生体提供了一个总体框架。
在数据分析与数字建模方面,将打印前的机理模型、打印过程实时获得的传感数据以及打印后的测试结果,通过物联网交互存储在大数据中,并通过机器学习等,实现将每一次打印前的预测模型与打印后的实际工件进行对比后更新数据库,并优化预测模型,以实现初步的机器学习。将电弧增材堆积全过程“数字孪生化”,即通过先进的数学物理模型、传感器更新、运行历史等数据,集成多尺度、多物理量的仿真,实现电弧堆积过程在虚拟空间的数字映射[54],能有效提高电弧增材制造系统的柔性化和智能化水平。
由于制造工艺、金属丝的规格尺寸以及粉末等种类繁多,使得增材制造的组合具有多样性,为此需要利用数字建模的手段优化工艺参数,并构造模型数据库,以减少每次生成数字孪生模型的计算量。如高强高韧铝合金的成分越来越复杂,在巨大的成分设计空间中,通过传统的经验试错法很难准确设计出满足多目标性能要求的合金成分。谢建新等人[55]采用机器学习建模方法从文献中整理出171组实验数据,完成训练并快速筛选出满足目标性能的复杂铝合金成分设计,极大地节约了时间和成本。DebRoy等人[27]在这方面也进行了相关研究,为应用在增材制造的常用工程合金建立了一个与温度相关的热物理性质数据库,为增材制造的数字孪生数据库发展做出第一步工作。在仿真方面,现有的数值模型在模拟金属沉积过程、分析和选择合适的激光扫描策略时,计算成本很高。为了识别激光扫描模式与其热历史分布之间的相关性,Ren等人[56]提出了一种基于递归神经网络和深度神经网络(RNN-DNN)的组合模型,为基于物理的机器学习算法生成训练数据,通过实验对任意几何形状的不同扫描策略进行热场预测,现有数值模型模拟结果与RNN-DNN预测结果的比较表明,两者的一致性在95%以上。
Shevchik等人[57-58]提出利用声发射(Acoustic Emission,AE)和神经网络对SLM进行现场质量监测研究,如图16所示,增材制造过程中发出一个声信号,由传感器捕获,最后应用光谱卷积神经网络(Spectral Convolutional Neural Network,SCNN)模型记录数据,以区分打印层的质量是否满足。该模型将打印工件质量进行高、中、差分类,通过研究表明,使用基于声发射信号的SCNN模型分类准确率分别高达83%、85%和89%。
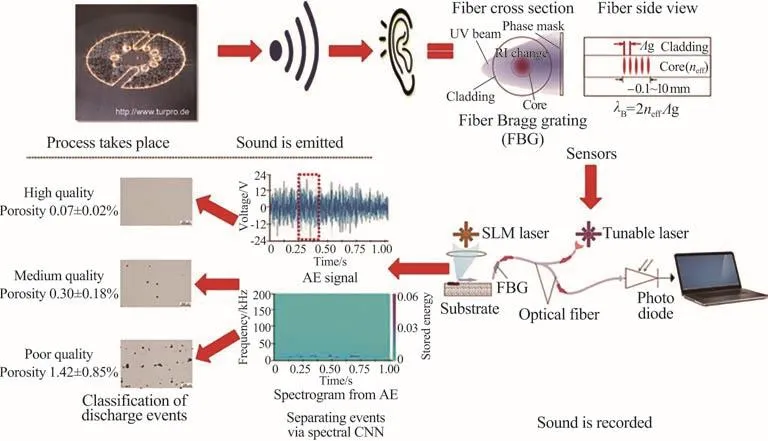
图16 增材制造质量检测策略和实时分析系统[57]Fig.16 Additive manufacturing quality testing strategy and real-time analysis system[57]
Yu等人[47]提出了一种基于非参数贝叶斯网络的数字孪生模型,描述了健康状态的动态退化过程和认知不确定性的传播,采用实时模型更新策略,提高了模型适应性,并通过实验论证实现了在制造过程中的健康状况监测。如图17所示,该策略不仅可以推断物理系统的健康状态和模型参数,还具备良好的自学习能力。
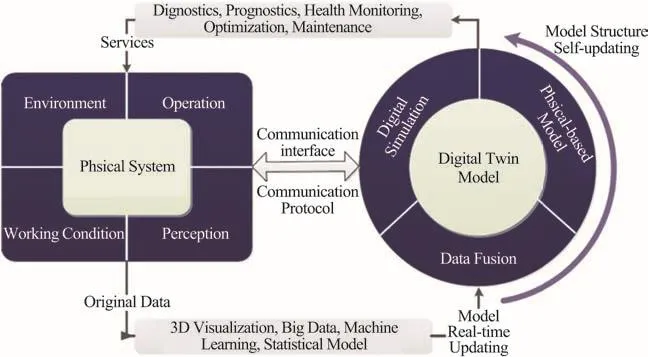
图17 健康状况监测的数字孪生架构[47]Fig.17 Digital twin framework of health monitoring[47]
3.4 增材制造预测及控制研究
在增材制造过程中,数字孪生用于实时可视化增材制造整个过程,使我们能够根据收集到的实时数据估计和预测即将制造出来的产品质量。通过数字孪生控制模型,保证打印工件符合设计要求,往往需要在打印过程中不断调整工艺参数,减少缺陷控制成形质量。因此,应用于增材制造的数字孪生技术是否具备足够的智能化,能否提供更加精确的预测、交互数据也是一个很重要的方向[59]。
Wang等人[60]在TIG焊接过程中,针对背面匙孔信息(BSBW)在实际焊接应用工况下通常很难直接测量的问题,建立了一套数字孪生系统,实现了背面匙孔的预测与焊接质量控制,如图18所示。数字系统是具有较强特征提取和分析能力的监控系统,集成基于深度学习,通过匙孔形状的椭圆化建模,运用深度卷积神经网络(CNNs)算法进行在线计算和估计,为用户提供直观、有效地感知制造过程的图形用户界面(GUI),达到均方误差(MSE)小于0.05 mm2的效果,并通过证实在TIG焊接过程中,基于深度学习的数字孪生技术能极大提高模型的分析能力。该团队还计划设计一个基于深度学习的通用数字孪生框架,以促进其他类似制造过程的优化、监控、控制和可视化[60]。正是将这些先进算法引入数字孪生领域,增强了数字孪生对制造业的赋能,实现了数字孪生对增材制造的驱动作用。
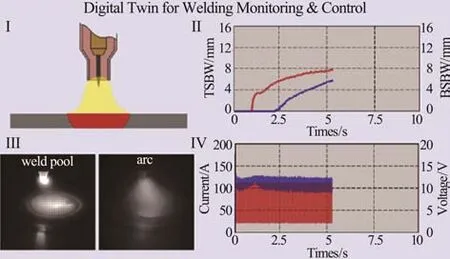
图18 面向TIG单面焊双面成形的正反面熔池宽度数字孪生监测及控制[60]Fig.18 Digital twin for monitoring and control of width of front and back weld pool by one-side TIG welding with back formation[60]
Zhao等人[61]针对切削力的波动影响切削表面粗糙度的问题,建立了数字孪生系统(见图19)。利用支持向量机的机器学习方法建立表面粗糙度与切削工艺参数和平均切削力之间的关系模型(粗糙度平均预测误差在10%以内),在数字孪生体中,基于实时传感的切削力信号和切削工艺参数实现表面粗糙度的在线预测与反馈控制,提高切削表面质量。
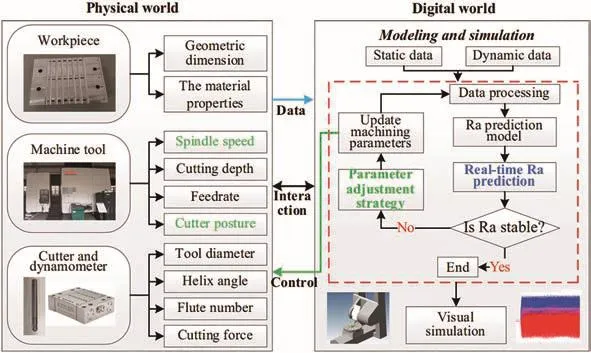
图19 面向切削表面粗糙度反馈控制的数字孪生系统[61]Fig.19 Digital twin system for feedback control of cutting surface roughness[61]
在优化与控制模型方面,Söderberg等人[62]提出在制造系统设计阶段、预生产阶段和生产阶段的数字孪生概念,利用仿真对设计和生产进行实时控制和优化,取得了不错的成效。Sieber等人[63]通过整合几何测量数据,提出利用数字孪生来增强光学模型的计算方法,该方法加强了高精度3D喷墨打印过程控制,极大地提高了打印精度。Mandolla等人[5]在2019年通过区块链解决方案的开发,提出将增材制造应用于飞机工业的数字孪生,该方案强化了“用于增材制造供应链的数字孪生”概念,提高了增材制造过程的控制效率。
由于增材制造过程受到许多因素制约,未经实验草率打印极大可能会影响产品质量。要想打印出满意的工件则必须进行大量前期试错与破坏试验,以检验其微观组织和力学性能。当某一个特定条件需要进行变化,那么针对打印结果的预测便显得尤为重要。准确预测这些相互作用和环境的影响能够减少大量的试验性工作和试错的次数,减少大量物质成本,显著提高效率,使得打印的工件更具成本效益。运用数字孪生技术可以有效解决这个问题,在打印前对结果进行预测,并给出接近理想结果的参数。作为数字孪生的定义和特点之一的预测功能,使得提前发觉缺陷和异常事件成为可能,如图20所示,数字孪生驱动着增材制造,准确预测即将出现的情况,极大地提高了打印效率[37]。
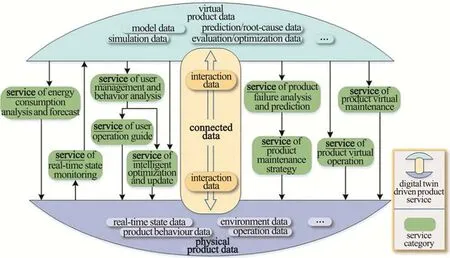
图20 数字孪生驱动产品服务[37]Fig.20 Product services driven by digital twin[37]
Chhetri等人[64]在2017年提出了一种利用动态数据驱动增材制造的数字孪生模型,该模型提出了一种增材制造KPI规则,用于对打印的部件进行质量评定。如图21所示,该模型阐述了增材制造的KPI、模拟信号发射、环境因素、工艺参数和设计参数之间的关系,提前预测打印部件的KPI值,一旦预测的KPI值和实际KPI值产生一定误差,便会触发模型动态反馈系统,进而对模型进行自我更新,实现一个有效的闭环控制。
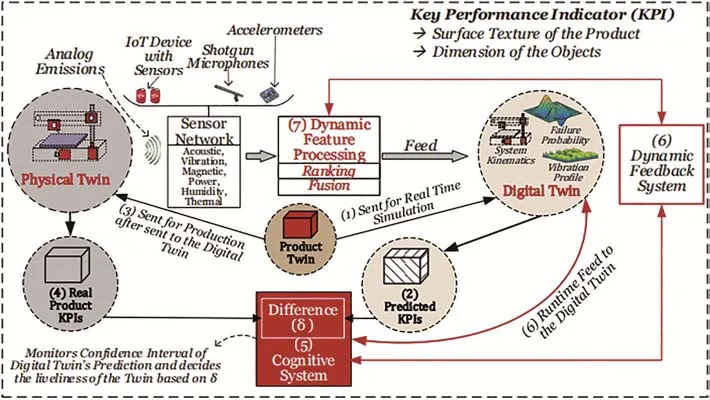
图21 动态数据驱动下的增材制造数字孪生模型[64]Fig.21 Digital twin model of additive manufacturing driven by dynamic data[64]
Knapp等人[45]在2017年提出了一种预测熔池特征的力学模型框架。该方法的建立基于增材制造过程的数字孪生,通过严格验证可以精确估计单道次沉积的三维曲面沉积几何形状、瞬态温度、速度分布、冷却速率、凝固参数、二次枝晶臂间距和显微硬度,作者称其为应用于增材制造的第一代数字孪生的基础。Yavari等人[65]在2019年针对增材制造过程的工件温度预测问题,研究出基于无网格图论的方法。使用该方法预测温度趋势的时间能够控制在18 min以内,而同样的结构和参数采用有限元分析的预测时间通常超过180 min。目前看来,采用图论的计算方法或许是提高计算机在这个领域计算能力的一个新的解决方案。Tuegel等人[66]建立了一个超高保真数字孪生模型,该模型结合结构变形和温度计算,模拟预测了实际制造过程的局部损伤和材料状态的演化。Song等人[67]构建了一种基于激光辅助增材制造(LAAM)的模型,用于模拟对流体流动和气液界面表面张力平衡,预测熔池自由表面曲率和凝固包层尺寸。实验表明,在考虑激光功率、激光扫描速度和送粉速度的影响下,熔池宽度、熔池高度和熔池深度的预测误差均不大于10%。
目前,模拟金属增材制造的冶金和热力学基本变量,主要有以下几种常见的方法:①分析法[68]在几个简化的假设基础上求解罗森塔尔热传导方程,得出温度场和冷却速率,但此方法忽略了传热的其他机理,产生的误差较大。②热传导模型[69]采用有限元法(Finite Element Method,FEM)求解能量守恒方程和应力应变本构方程,计算出温度场、冷却速率、形变和残余应力。虽然此模型易于实现并能处理复杂的几何形状,但是忽略了液态金属的对流流动,使得温度被高估。③传热和流体流动模型[70]采用有限差分法(Finite Difference Method,FDM)求解质量、动量和能量守恒方程,计算出金属增材过程中的基本冶金变量。④基于水平集法(Level Set Method,LSM)和流体体积法(Volume of Fluid Method,VOF)的模型用于追踪沉积表面[71]的演化过程。因此,用此模型计算的沉积形态与实验结果能较好地吻合,但是,此模型计算量很大,并且通常用于二维计算。⑤粉末尺度模型[72]采用晶格玻尔兹曼方法(Lattice Boltzman Method, LBM)和任意拉格朗日-欧拉方法(Arbitrary Lagrangian-Eulerian, ALE)求解微尺度下的热、质量和动量守恒方程,涉及处理热力学、表面张力、相变和润湿的自由表面边界条件,除了温度场和沉积几何形状,此模型可以准确地预测空洞形成、飞溅和表面粗糙度。然而,模型的计算量非常大,需要更高级的计算资源。在工程应用中,将有限元仿真结果与机器学习等结合建立代理模型,从而大大减少仿真计算的次数是未来复杂结构工艺优化的有效方法。
目前看来,对增材制造的预测和控制研究更多地集中在工件形变和温度分布上。应用在增材制造之前的精准结果预测能够为制造过程带来巨大帮助,能快速找到最优条件的参数组合,而不浪费太多的时间和材料。
4 问题及展望
缺乏健全的工艺标准体系造成试错量大,以及较高的缺陷率等成为当下增材制造所面临的主要难题。数字孪生在一定程度上有助于实现从早期的工艺筛选到成形质量的预测、成形过程的在线控制、数据库的迭代优化以及质量回溯,从而缩短工件设计和生产周期,降低人力物力成本,提高增材制造质量和效率。目前,数字孪生在增材制造领域的应用尚处于初级阶段,未来增材制造与数字孪生的高度融合还需要长期的探索实践,关键的研究方向包含但不限于以下几个方面:
(1)在增材制造的机理方面,现有的研究普遍局限于成形形貌等特征量的预测与数字化控制,增材过程中缺陷的发生及其抑制机理、增材件微观组织、拉伸和疲劳等力学性能,以及工件使役性能的预测及控制相关的数字孪生将是未来的主要发展方向之一。
(2)在控制与决策模型方面,深度/机器学习模型被广泛应用于那些不可直接传感测量的关键因素的在线预测与控制,然而机器学习模型在线预测的误差影响以及基于大数据、统计模型的误差消除或抑制方法及机理的研究尚不充分。通过机器学习将机理模型的预测与实验结果以及大数据集中存在的历史数据进行深入分析,形成有效的决策方法实现统计模型和控制模型的不断迭代优化,是未来提高数字孪生决策系统性能的方向。
(3)增材制造实时传感交互过程中,面向增材物理过程的多模态特征信息融合也是重点之一。增材制造过程的物理特性取决于制造工艺、材料、热源、操作环境等多种因素,需针对不同的工艺,开发相应的多物理域特征信息融合的标准数字化模型,以应对特定工艺下的材料、参数和环境的变化。在此之上,需具备灵敏的传感器与高效的计算能力来实现对各个物理域特征信息的精准捕获与快速处理,最终呈现在增材制造的数字孪生模型中。
(4)构建出数字孪生模型以后,大量有效数据(如实体的观测数据、衍生数据、操作数据、可调用的外部数据等)的指导及训练是提高模型准确性的保障。期望建立一个庞大的增材制造数据库,将在制造过程收集的海量数据筛选后,通过物联网交互等,分门别类存储在基于云的大数据中共享,供各研究单位自由选定工艺标准和数字化模型使用,减少独自生成数字孪生模型的工作量,对提供打印前的指导、打印时的过程控制,以及打印完成后的结果比对十分有益。进而通过数据与模型集成融合构建起综合决策能力,实现对增材制造过程及结果的定量、定性分析,验证后的结果继续补充到云平台的数据库中,实现数据的迭代更新。
数字孪生技术的发展有利于智能制造的设计、生产、运行和维护,是解决过程模拟、过程监控,识别潜在的可制造性、质量和耐用性等众多增材制造问题的新途径,有助于深入了解各种制造参数的作用,以及这些参数对产品质量的敏感性,从而为制造过程的主动控制提供关键信息。
猜你喜欢
黄河之声(2022年10期)2022-09-27
石材(2022年4期)2022-06-15
中学生数理化(高中版.高二数学)(2022年4期)2022-05-25
中学生数理化(高中版.高二数学)(2022年4期)2022-05-25
制造技术与机床(2019年6期)2019-06-25
表面工程与再制造(2019年1期)2019-05-11
创新作文(5-6年级)(2018年11期)2018-04-23
中学生数理化·八年级物理人教版(2017年11期)2017-04-18
南风窗(2016年19期)2016-09-21
焊接(2016年4期)2016-02-27
