多引脚插装器件焊接方法研究*
2023-03-07 04:48王圆圆卢冬影孙呈晓刘文娇李党委
包头职业技术学院学报 2023年4期
王圆圆 卢冬影 孙呈晓 王 英 刘文娇 李党委
(西北机电工程研究所,陕西 咸阳 712099)
在军工武器装备调试试验过程中,经常出现多引脚插装器件失效,造成武器装备无法正常运行的情况。通过对失效的多引脚插装器件进行分析,主要原因是器件内部引脚焊点融化。经过对传统手工焊接方法的焊接方式及产生的热循环效应进行分析,发现传统焊接方法为连续快速的焊接加热法,极易造成多引脚插装器件引脚长时间热量叠加,致使器件内部焊点脱落的情况出现。
多引脚插装器件多以手工焊接为主,器件的热损伤率高达20%,影响了武器装备质量、生产进度、增加了材料成本。每个器件都承载着一定的功能,任何一个器件功能失效,都可能引起重大质量安全事故。通过对失效多引脚插装器件和传统手工焊接方法的分析,确定传统焊接方法产生的热循环效应是造成多引脚插装器件失效的主要原因。作者结合十多年的焊接经验,提出多种减少热循环效应,适用多引脚插装器件的焊接方法,最终跳跃焊接法以不增添额外焊接工序,不产生额外焊接成本、不影响焊接效率等优势作为多引脚插装器件的有效焊接方法。
1 多引脚插装器件失效原因分析
以典型器件JRW系列继电器输入端对地短路失效进行分析。某整机在进行试验时,发现一只继电器输入端对地(管壳)短路失效。在对失效分析前,将此继电器从PCB板上解焊后,发现短路现象消失。对器件进行X射线检查,器件内部输入端与管壳间未发现存在多余物。但在管壳内壁上,附着有多余物。启封器件后发现,器件内部有金属多余物,该多余物有一端熔焊在管壳内壁上,另一端翘起。该多余物的尺寸大于输入管脚与管壳的间隙尺寸。对该多余物分析,确认该多余物为锡铅焊。显然,继电器输入端对地(管壳)短路是由器件内部有活动的锡铅焊料多余物将输入管脚与管壳搭接造成的。在器件从PCB板上加热解焊过程中焊料移位,部分焊料熔融焊在管壳内壁,导致解焊后短路现象不再复现。该继电器引脚通过锡焊方式与管壳底座固定。继电器焊装过程中,焊接温度偏高或焊接时间偏长,都容易造成器件内部引脚部位焊料熔化形成多余物造成短路。通过对其他失效继电器进行拆解,拆解后发现都是器件内部引脚倾斜焊点融化,造成触点不能正常吸合或断开或者绝缘体破坏造成继电器失效。继电器内部结构图如图1所示。
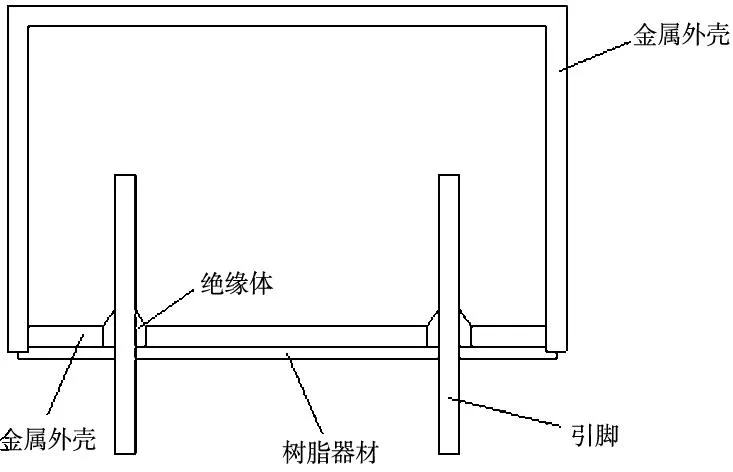
图1 继电器内部构造图
通过对失效器件进行分析,总结有以下两点失效原因:一是器件内部引脚焊点焊锡融化形成多余物,造成短路;二是内部引脚焊点融化引脚倾斜造成触点不能正常吸合或断开。造成器件内部引脚焊点融化的主要原因是元件引脚长时间,高热量的加热,器件引脚经过热传导作用,将器件内部的焊点融化,致使器件失效。
2 传统手工焊接方法对多引脚插装器件的影响
传统手工焊接方法,将烙铁和焊锡丝同时移向焊接点,在快要接触焊接点时,用烙铁头融化一段焊锡丝,然后将烙铁头接触焊接点,接着将烙铁头在焊接点上移动,将融化的焊料流动到焊接点并渗入通孔,最后迅速拿开烙铁头,完成一个焊点的焊接,在完成一个焊点的焊接后,会直接迅速进行一下个相邻焊点的焊接。要在助焊剂未完全挥发之前,完成烙铁头在连续焊接点上的移动和拿开步骤。
以JRW系列继电器为例,在焊接继电器时,一次性涂抹好一个继电器八个引脚的助焊剂后,对八个引脚进行连续焊接,每个焊点的焊接时间为2~3s。从第一个点开始,在焊接时对第一个点进行加热3s时,第二个点也受到了热循环效应,相当于进行了3s的预热。在对第二个点进行3s焊接时,产生的热循环效应同样波及相邻的第一点和第三点,第一点相当于进行了二次加热,正在焊接的第二点在预热三秒后进行了3s高温焊接,第三点也进行了预热。依次循环,每个焊接点都进行了3s预热,3s高温焊接,3s热循环。多引脚插装器件因焊锡需要通过通孔,形成双面焊点。所以焊接时一般温度控制在300℃左右,焊接时间控制在2~3s。焊接时间过短,焊点的温度达不到焊接温度,会使焊料不能充分浸润焊件而形成松香夹渣导致虚焊。焊接时间过长,烙铁头在焊件上停留的时间与焊件温度的升高是正比关系,为防止内部过热损坏,有些元器件不允许长期加热。在焊接热源的作用下,焊件上引脚的温度随时间变化的曲线如图2所示。
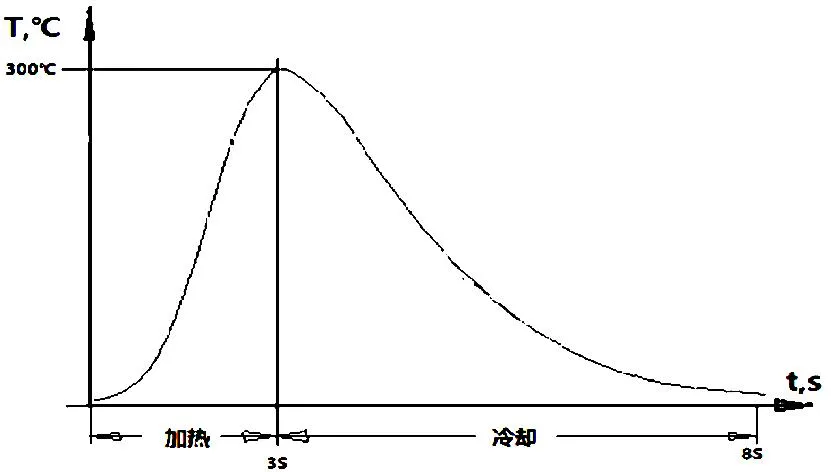
图2 焊接点温度与时间的变化曲线
从图2可以看出,对引脚进行焊接时,3s焊接加热过程,焊点温度达到最高,经过5s冷却时间后,引脚温度恢复到最低温度。
传统焊接方法是连续快速的焊接,焊接加热路径如图3所示,产生的热循环效应如图4所示,每个焊点经过热循环作用,形成了三次累积加热,长时间的加热,是造成器件失效的主要原因。
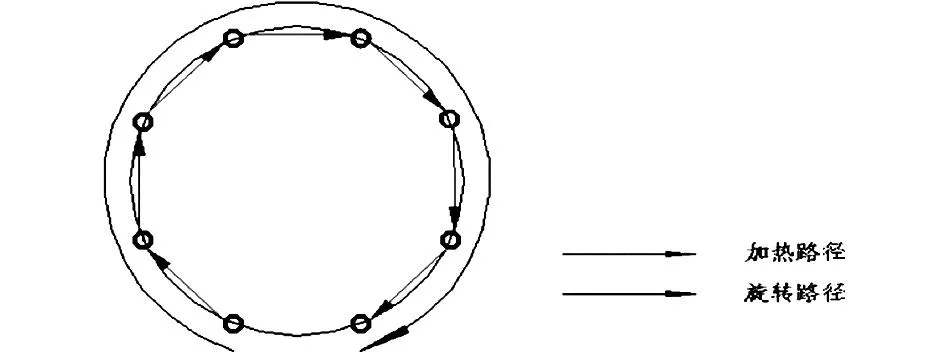
图3 JRW系列继电器焊接加热路径示意图
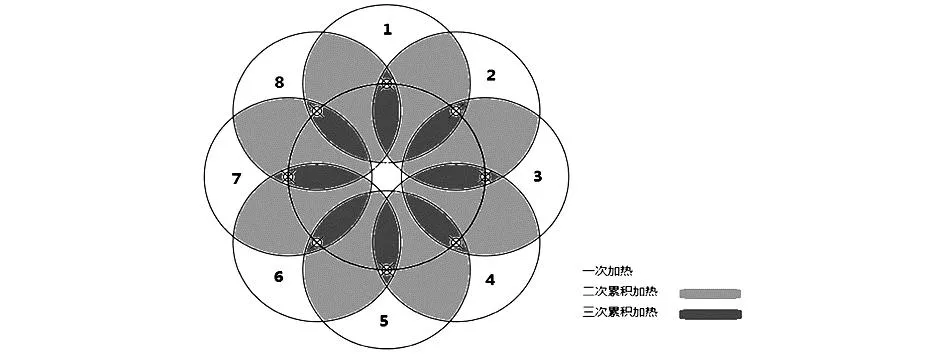
图4 JRW系列继电器焊接热循环效应示意图
焊接热循环过程对器件引脚性能的影响主要体现在长时间热量叠加。而这些因素又主要取决于所采用的焊接方法和焊接参数。传统焊接方法虽然能保证每个焊点的焊接时间不超过3s,符合工艺要求,但是在焊接完第一点时,没有充分的冷却就直接焊接相邻一点,造成继电器内部触点无冷却降温的时间,产生的热量累积,最终产生了对器件的热损伤,所以传统的焊接方法引起的热循环效应是影响多引脚插装器件失效的主要因素。
3 研究适用多引脚插装器件的焊接方法
新的焊接方法研究要求,在焊接热输入一定条件下,从避免焊接引脚长时间受到热量叠加的影响考虑。主要控制焊接加热时间和延长冷却时间,来避免焊接引脚长时间处于高温状态,保证引脚焊点有足够的散热时间,不受热循环的影响。结合作者十多年焊接经验,研究并提出:1.散热法2.对角焊接法3.跳跃焊接法。
3.1 散热焊接法分析
散热焊接法的在焊接时,在元器件引脚处放入沾有无水乙醇的去脂棉,在连续焊接时,无水乙醇受热挥发,可以对继电器产生快速降温,避免继电器产生热损伤,在焊接完后,再将去脂棉去掉。使用过程中,不用改变传统焊接方法,仅需要在焊接前增加装填降温用无水乙醇脱脂棉,装填效果如图5所示焊接后再去掉即可。

图5 散热法应用
在实际试运用过程中,散热焊接法存在以下几点问题见表1。
表1 散热焊接方法分析表
3.2 对角焊接法分析
基于不增加焊接工序及焊接成本的基础上,提出对角焊接法。以JRW系列继电器为例,在焊接完第一点时,旋转器件继电器180°,焊接对角焊点;然后再焊接第二点,再旋转继电器180°,焊接对角焊点;依次类推直到焊接完8个引脚,此方法完全避免了热循环效应,给予引脚充分降温的时间。加热旋转焊接路径如图6所示,热循环效应如图7所示。
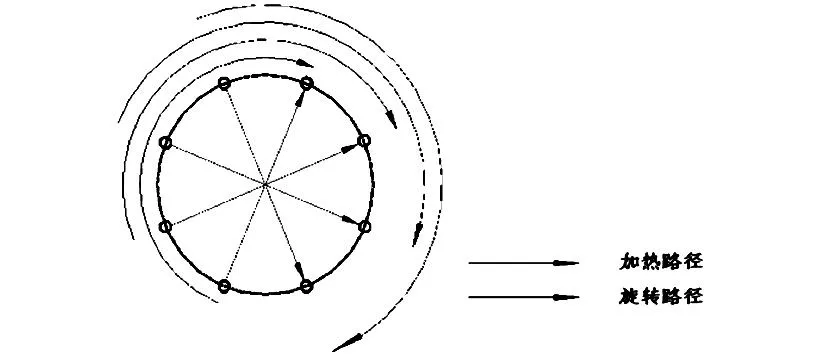
图6 对角焊接法加热旋转路径示意图
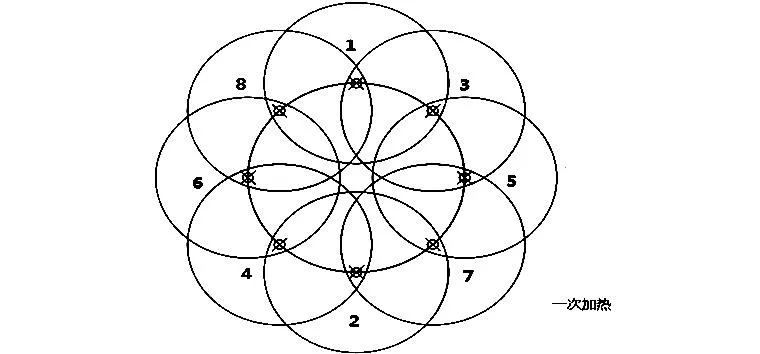
图7 对角焊接法热循环效应示意图
在实际运用过程中,对角焊接法存在以下几点问题见表2。
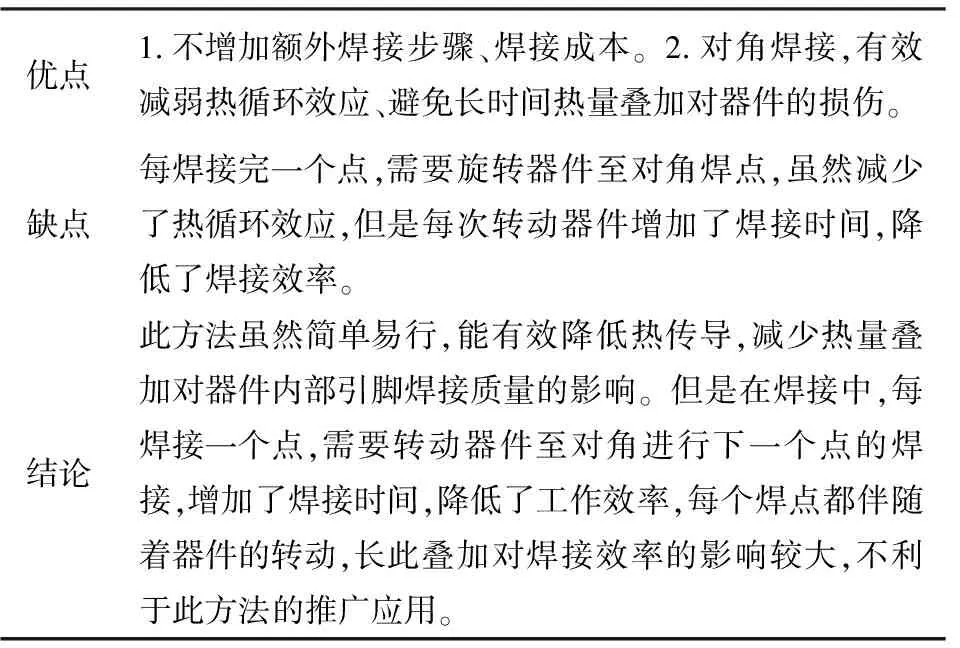
表2 对角焊接方法分析表
3.3 跳跃焊接法分析
通过对器件焊接热循环分析,在焊接完一个焊点后,跳跃过相邻焊点,焊接第三个焊点,就可以大大降低热循环对器件的影响作用。以JRW系列继电器为例,焊接完一个焊点后,跳跃过相邻焊点,焊接第三个焊点,然后第五点焊接,然后第七点焊接,然后第二点,第四点在以此类推,直到焊接完8个引脚,此方法有效避免热循环效应,减少每个引脚热量叠加,减少了对器件的转动。加热旋转焊接路径如图8所示,热循环效应如图9所示。
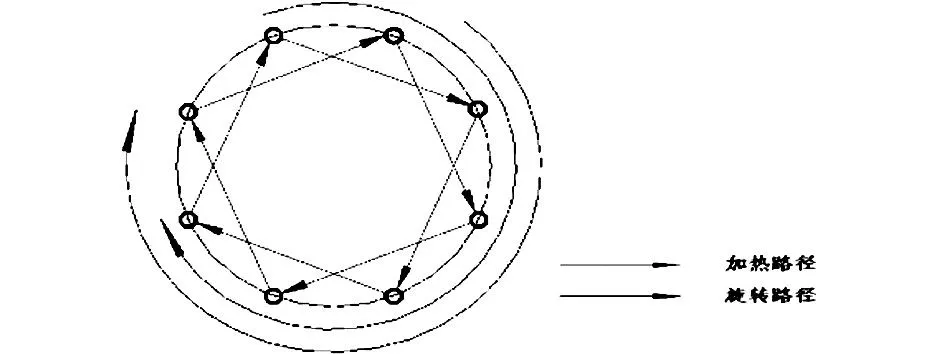
图8 跳跃焊接法加热旋转路径示意图

图9 跳跃焊接法热循环效应示意图
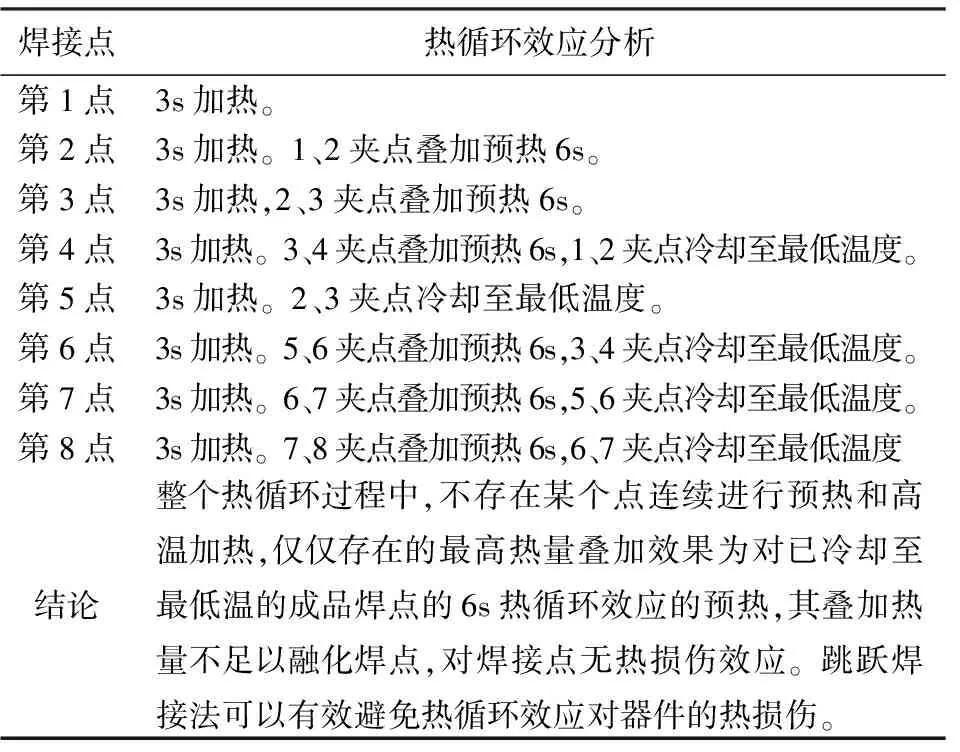
表3 跳跃焊接法热循环效应分析表
在实际试运用过程中,跳跃焊接法存在以下问题见表3、表4、表5。

表4 跳跃焊接方法分析表

表5 三种焊接法全方位对比表
通过对三种焊接方法的探索试验,最终跳跃焊接法以能有效降低热循环效应对器件的影响,无额外焊接工序、焊接成本,焊接连续性好、焊接难度低,简单易行,利于推广等优势,作为最终创新焊接方法。
4 跳跃焊接法的应用效果
通过对使用两种焊接方法焊接100只JRW系列继电器,,并对失效继电器进行拆解分析,统计出热损伤失效器件个数,统计结果如表6。
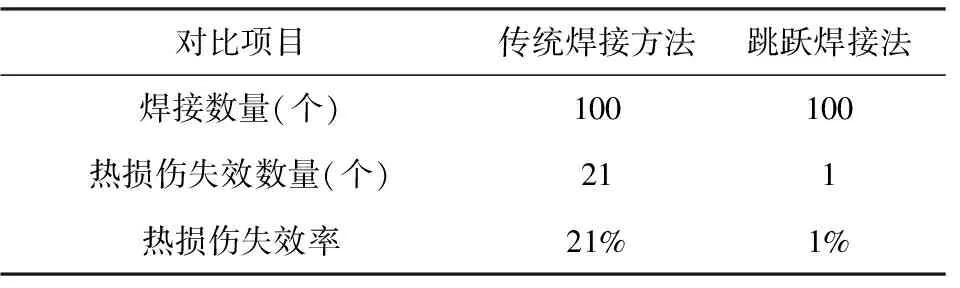
表6 多引脚插装器件焊接方法前后对比
由表6可得,使用传统的焊接方法,焊接多引脚插装器件,器件的热损伤失效率达到了21%。使用跳跃焊接法后,器件的热损伤失效率降到了1%。跳跃焊接法有效防止因传统焊接法引起的热循环作用对器件的影响,具有可靠性高,效率高,节能性好,操作方法简单易学的特性,可广泛使用。使用跳跃焊接法对多引脚插装器件进行焊接是提高产品焊接质量,降低返修率,降低器件的报废率的一种有效方法。
对使用跳跃焊接法焊接的JRW继电器、双列直插集成电路、数码管等多引脚插装器件,由本单位质量师使用专用检测装置进行电气检验,质量检测合格后,交付电气检验员检测,器件的失效率降低到了2%。对使用跳跃焊接法焊接的300个元器件进行了质量跟踪调查,热损伤失效问题反馈为零。针对多引脚插装器件的跳跃焊接法,经工艺人员核实,编制跳跃焊接法工艺文件及操作指南。
5 跳跃焊接法的应用推广
跳跃焊接法在焊接不同的多引脚插装器件时,焊接路径仅需要遵从跳过相邻焊点进行焊接,就可实现降低热循环效应对器件的质量影响。焊接路径上的应用非常灵活例如:针对圆形器件引脚、矩形双列直插集成电路,数码管的焊接器路径如图10所示。
跳跃焊接法可广泛应用在多引脚插装器件,焊接路径仅需要遵从跳过相邻焊点进行焊接,就可实现降低热循环效应对器件功能的影响。针对热敏元器件、不耐高温元器件、玻璃封装元器件、高密贴片式元器件等需要避免长时间高温焊接的器件仍然适用。焊接路径上的应用非常有效,焊接方法简单易学,提高了器件的可靠性,降低了经济损失,实用性强。
军工企业生产的武器装备,其质量安全不但关乎企业的生产发展,更关乎士兵的安危。任何质量隐患都不能放过,热损伤对器件功能的影响,若不能及时消除,形成软故障将造成无法估量的后果。跳跃焊接法有效应对多引脚插装器件的热损伤问题。这种焊接方法安全可靠,具有一定的推广性。
6 结语
前面通过典型器件失效分析,确定了器件失效的原因主要是传统手工焊接过程中的热量累加过高,造成的器件内部引脚焊点脱落,而引发的器件失效。通过分析传统手工焊接方法,发现传统连续快速的焊接法,正是产生热循环效应的根本原因,长时间的热量累加,对多引脚插装器件产生的影响,造成器件失效。针对传统手工焊接法产生的热循环效应,提出的焊接技术研究方向主要是控制焊接加热时间和延长冷却时间,来避免焊接引脚长时间处于高温状态,保证引脚焊点有足够的散热时间,不受热循环的影响。结合作者十多年焊接经验,提出三个方案:1.散热法2.对角焊接法3.跳跃焊接法。通过应用实践、质量评估、效果对比等实验结果表明,跳跃焊接法可以有效解决多引脚插装器件焊接过程中的热损伤失效问题。对于热敏元器件、不耐高温元器件、玻璃封装元器件、高密贴片式元器件等需要避免长时间高温焊接的器件,跳跃焊接法仍然有运用价值。
猜你喜欢
商品与质量(2021年43期)2022-01-18
有色金属(矿山部分)(2021年4期)2021-08-30
新疆大学学报(自然科学版)(中英文)(2020年2期)2020-07-25
中国特种设备安全(2018年11期)2019-01-08
数学年刊A辑(中文版)(2018年4期)2019-01-08
中国塑料(2016年10期)2016-06-27
焊接(2016年5期)2016-02-27
机电信息(2015年8期)2015-02-27
压缩机技术(2014年5期)2014-02-28
文山学院学报(2012年6期)2012-03-25