垂直轴减速器的装配与调整技术*
2023-03-07 04:48暴红星赵卫斌暴思雨
包头职业技术学院学报 2023年4期
暴红星 赵卫斌 暴思雨
(神东煤炭集团设备维修中心,陕西 榆林 719315)
在煤炭开采设备中常需要低速、大扭矩与不同传动方向的设备,而电动机的转速一般都在1800r/min以上,要满足低速、大扭矩与不同传动方向的开采要求,势必就需要通过齿轮减速器的减速、增加扭矩和改变动力输出方向的作用来实现。
齿轮减速器的五大特点是体积小,重量轻,箱体内零件密集,使用寿命长,承载能力高;传动率高即单级大于96.5%,双级大于93%,三级大于90%;齿轮采用高强度低碳合金钢经渗碳淬火而成,齿面硬度达HRC58-62,齿轮均采用数控磨齿工艺,精度高,接触性好;运转平稳,噪音低;易于拆检,易于安装。
目前减速器的装配完全依靠人工进行,尤其是齿轮啮合间隙的调整、圆锥滚子轴承游隙的调整等关键技术依靠装配人员的技术水平进行保证,齿轮啮合间隙与轴承游隙调整的合适与否又与减速器的使用状态、使用寿命紧密相关,所以,操作人员的装配方法与调整技术至关重要。
1 减速器的结构与减速原理
以1080减速器为例,减速器由四根轴组成:一轴为直齿圆锥齿轮(小)由三盘轴承(两盘圆锥滚子轴承、一盘双列调心滚子轴承)支撑;二轴为同轴加工的直齿圆柱齿轮(小),二轴两端由两盘圆锥柱滚子轴承支撑,同轴安装一个直齿圆锥齿轮(大)与一轴的直齿圆锥齿轮(小)相啮合形成第一级减速;三轴为同轴加工的直齿圆柱齿轮(小),三轴两端由两盘圆锥滚子轴承支撑,同轴安装一个直齿圆柱齿轮(大)与二轴直齿圆柱齿轮(小)相啮合形成第二级减速;四轴两端由两盘双列调心滚子轴承支撑,轴上安装一直齿圆柱齿轮(大)与三轴上直齿圆柱齿轮(小)相啮合形成第三极减速。
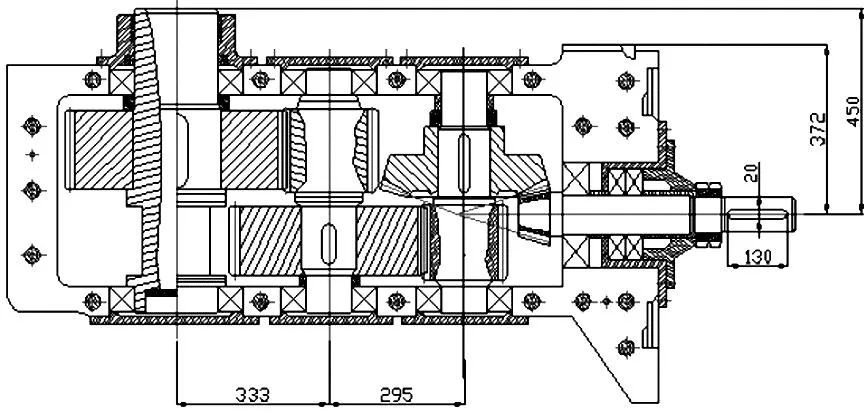
图1 1080减速器总装图
2 组件装配工艺及步骤
2.1 一轴的组装(如图2所示)
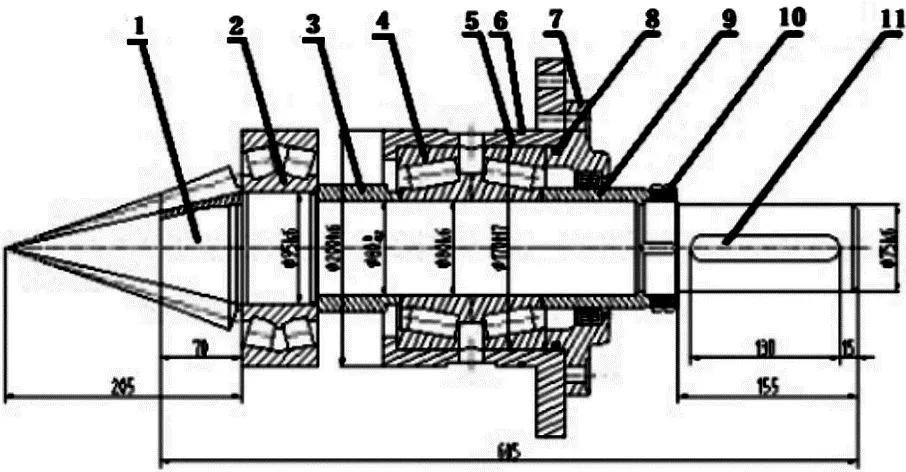
图2一轴组件图1-圆锥齿轮;2-调芯滚子轴承;3-轴套; 4-圆锥滚子轴承;5-轴承杯;6-O形圈; 7-压盖;8-O型圈;9-轴套;10-圆螺母;11-键
(1)加热调芯滚子轴承2并装到一轴上,安装到位;
(2)安装轴套3;
(3)用液氮冷冻圆锥滚子轴承4的外环,将轴承4的一个外环装入轴承杯5;
(4)安装轴承杯5到一轴上;
(5)加热圆锥滚子轴承4的内环并装入一轴与外环配合,再装入另一内环(两个内环背靠背安装),装入轴承4的另一个外环与内环相配合;
(6)试装压盖7调整圆锥滚子轴承4的游隙:将压盖7装入轴承杯5,用四条螺栓联接联接,逐渐紧固螺栓,同时手盘一轴转动,直到感觉一轴转动并有一定的阻滞感时停止紧固螺栓,用塞尺沿四条螺栓处测量压盖7与轴承杯5端面的四个间隙值(四个间隙值之间不能相差0.5mm,若大于0.5mm则重复以上步骤),将四个间隙值相加取其平均值,在调整垫中找出平均值厚度的调整垫装到压盖7上,再次将压盖7装入轴承杯5,均匀紧固四条螺栓,手盘一轴转动感觉转动状态,可通过适当增加或者减少调整垫的方法精调圆锥滚子轴承的游隙,直到手盘一轴时即能转动又有一定的阻滞感时,圆锥滚子轴承4的游隙调整完毕。手盘一轴转动时的阻滞感即为轴承的预加载荷。
轴承的预加载荷:当把轴承间隙调整到产生一定过盈时,滚动体和内、外环滚道接触处产生一定的弹性变形,它们之间的接触面积增大,各滚动体的受力更均匀,刚度增加,这个预先调整的过盈量即为预加载荷。[1]
轴承预加载荷目的:提高轴承的引导精度;提高轴承的刚性;低噪音运行;对磨损和压沉的补偿;延长轴承的工作寿命。
(7)在压盖7上安装O型圈8与骨架密封,将装好调整垫的压盖安装到一轴上,安装并紧固压盖与轴承杯上的连接螺栓;
(8)把轴套9通过骨架密封装入一轴,用两个圆螺母10紧固。
2.2 二轴的组装(如图3所示)
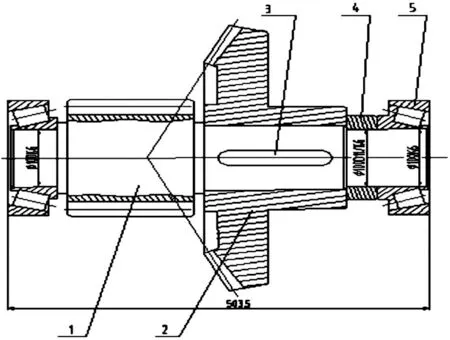
图3 二轴组件图1-轴齿轮;2-圆锥齿轮;3-键;4-轴套;5-圆锥滚子轴承
(1)在轴齿轮1上安装平键3,将圆锥齿轮2通过平键装入二轴;
(2)把轴套4装入二轴;
(3)用轴承加热器加热两盘圆锥滚子轴承5的内环;
(4)把两盘轴承内环分别装入二轴两端的轴径上,要装配到位。
2.3 三轴的组装(如图4所示)
(1)在轴齿轮4上安装平键3,将齿轮2通过平键装入轴齿轮4;
(2)把挡环1装入轴齿轮4的轴径上;
(3)用轴承加热器加热两盘圆锥滚子轴承5的内环;
(4)把两盘轴承内环分别装入轴齿轮两端的轴径上,要装配到位。
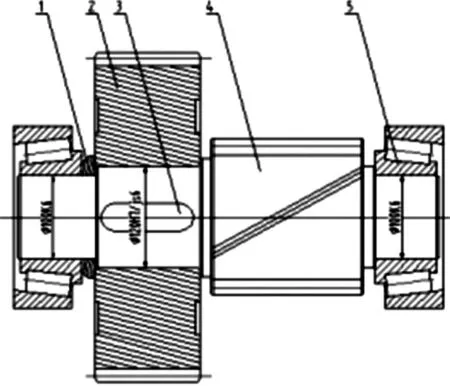
图4三轴组件图1-挡环;2-齿轮;3-键;4-轴齿轮;5-圆锥滚子轴承
2.4 四轴的组装(如图5所示)
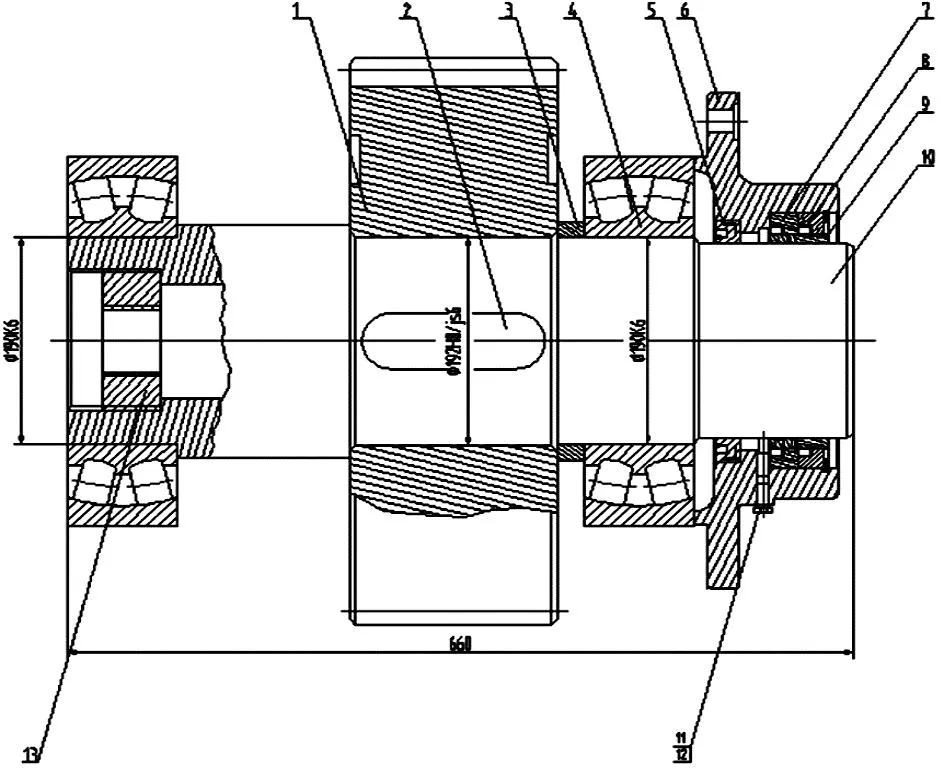
图5 四轴组件图1-齿轮;2-键;3-挡环;4-双列调心滚子轴承;5-油封; 6-密封盖;7-迷宫静环;8-迷宫静环;9-迷宫动环; 10-轴;11-螺纹堵;12-垫圈;13-螺母堵头
(1)在轴10上安装平键2,将齿轮1通过平键2装到四轴10上;
(2)把距离环3装入四轴10;
(3)用轴承加热器加热两盘调心滚子轴承4,然后装到四轴10的两端轴径上,要装配到位;
(4)把骨架密封5涂抹润滑脂装入密封盖6中,然后把密封盖安装到四轴10上;
(5)将迷宫密封7、8、9涂抹润滑脂,用专用工具安装到密封盖6与四轴10之间,并用弹簧卡圈定位;
(6)依图安装螺纹堵11、垫圈12、螺母堵头13。
3 总装配(如图1所示)
3.1 试装配
(1)单独把二轴装入减速器箱体,用调整垫调整圆锥滚子轴承的游隙,调整至手盘二轴时即能转动又有一定的阻滞感,调整方法参考2.1(6);三轴圆锥滚子轴承的游隙调整方法相同;
(2)单独把四轴装入减速器箱体,装上两端的压盖,用塞尺测量轴承端面与压盖之间的间隙,根据塞尺测量的厚度找出相应的调整垫装入,要保证四轴转动灵活且无轴向窜动。
3.2 装配
(1)装入四轴,安装调整垫(试装配的调整垫),装上轴承压盖并用螺栓紧固压盖到标准力矩;
(3)装入三轴,安装调整垫(试装配的调整垫),装上轴承压盖并用螺栓紧固压盖到标准力矩;
(4)装入二轴,安装调整垫(试装配的调整垫),装上轴承压盖并用螺栓紧固压盖到标准力矩;
(5)安装一轴,一轴与二轴圆锥齿轮的背锥面对齐,并且预留0.20~0.30mm的啮合间隙;
(6)用螺栓紧固一轴压盖到标准力矩;
(7)用压铅丝法测量一轴、二轴上两圆锥齿轮的啮合间隙;
(8)通过增加与减少一轴压盖的调整垫的厚度调整两圆锥齿轮的啮合间隙,最终使两个圆锥齿轮啮合间隙在0.20~0.30mm之间;
(9)手盘车一轴,减速器整体运转灵活、手感均匀、无明显卡阻现象;
(10)松动一轴压盖螺栓,拆下二、三、四轴压盖,在与壳体接触面处均匀涂抹平面密封胶备用;
(11)在下壳体与上壳体的接触面上均匀涂抹平面密封胶,扣上上壳体,安装两个定位销,安装并且紧固联接螺栓到标准力矩;
(12)装上已涂抹平面密封胶的二、三、四轴压盖并安装联接螺栓,紧固一、二、三、四轴压盖螺栓到标准力矩。
(13)从注油孔加注规定标号、规定量的润滑油。
3.3 注意事项
(1)减速器箱体、各个零件要清理干净;
(2)安装轴承时尽量使用轴承加热器,击打轴承要垫上软金属或者使用铜锤;
(3)骨架密封安装要使用专用安装工具;
(4)压铅丝后应把铅丝清理干净;
4 通电空载试运转
将组装好的减速器在试验台上固定牢固,联接好联轴器与驱动电机。试验方法:[2]
(1)通电试车前先手动盘车,确认无卡死现象后再正式启动电机;
(2)按额定转速的30%、50%、80%各运转10min,观察无异常情况后再启动至额定转速,在额定转速下运行2h,试车过程中,每隔20min测量下列数据并做记录:油温、轴承温度、噪音、振动;
(3)在额定转速下反向运行30min。
4.1 试验要求
(1)各连接件、紧固件无松动现象;
(2)各结合面及密封处不能有渗漏油现象,满足密封检测要求;
(3)运转平稳,无异常冲击声与杂音,噪声应不大于85dB;
(4)润滑充分,检查轴承温度最高不大于80℃,温升正常。
5 注意事项
(1)减速器箱体、各个零件清理干净。
(2)安装轴承尽量使用轴承加热器,击打轴承要垫上铜棒或者使用铜锤。
(3)骨架密封安装要使用专用安装工具。
(4)压铅丝后应把铅丝清理干净。
(5)啮合间隙调整完成后进行总装配时各压盖及箱体结合面应涂抹平面密封胶。
(6)通电试运转前加注润滑油要到标准油位。
猜你喜欢
机械工程与自动化(2022年3期)2022-06-24
中国设备工程(2022年2期)2022-02-10
哈尔滨轴承(2021年1期)2021-07-21
哈尔滨轴承(2021年4期)2021-03-08
山东冶金(2018年5期)2018-11-22
轴承(2018年10期)2018-07-25
制造技术与机床(2017年3期)2017-06-23
中国新技术新产品(2016年21期)2016-12-08
光学精密工程(2016年6期)2016-11-07
华东理工大学学报(自然科学版)(2015年1期)2015-11-07