
TC4钛合金表面钎焊WC耐磨层的微动磨损性能研究
2023-02-17 02:37:20蔡晓龙高禩洋
电焊机 2023年1期
张 军,蔡晓龙,高禩洋 ,张 甲,王 廷
1.中国航发动力股份有限公司,陕西 西安 710015
2.中国科学院金属研究所 师昌绪先进材料创新中心,辽宁 沈阳 110016
3.哈尔滨工业大学(威海) 先进焊接与连接国家重点实验室,山东 威海 264209
0 前言
钛及钛合金具有密度小、比强度高、耐腐蚀性好等突出优点,在国防工业和民用工业中,尤其在航空领域有着广泛的应用[1],已应用于航空发动机压气机和风扇叶片。但是钛合金摩擦磨损性能差,主要表现有:①塑性剪切抗力较低;②表面加工硬化能力差;③摩擦磨损过程中产生的磨屑很容易碎化和去除,对钛合金基材表面保护作用微弱[2]。钛合金的摩擦磨损形式主要有:黏着磨损、磨粒磨损、疲劳磨损、腐蚀磨损、氧化磨损和微动磨损[3-4]。根据钛合金构件服役工况不同,其主要磨损形式也不同。随着航空发动机运转速度越来越快,微动磨损成为零部件主要失效形式之一,尤其是钛合金叶片的叶冠及榫槽部位微动磨损现象严重。不同于常规的磨损,微动磨损是指在交变载荷作用下,两接触表面间发生振幅极小的相对运动[5-7],一般为微米量级,这会导致构件间发生松动或破坏,甚至会萌生裂纹并发展成为结构疲劳的裂纹源,严重影响构件的疲劳寿命[8],造成极大的危害。由于钛合金材料本身耐磨性差,往往不能满足工作要求,为了满足钛合金叶片的工作条件、提高可靠性和延长使用寿命,通常需要在钛合金叶片的相应部位制备抗磨、抗冲击的耐磨层[8-9]。典型的耐磨层制备方法包括离子注入、化学镀、等离子喷涂、电子束物理气相沉积、超音速火焰喷涂、冷喷涂、激光熔覆、表面氧化技术等[10-11]。针对风扇钛合金叶片的结构特点通常采用感应钎焊耐磨层制备工艺[12],但目前对于感应钎焊制备的耐磨层的摩擦磨损行为,特别是微动磨损性能缺乏系统的研究与评价,限制了耐磨层在苛刻工况条件下的进一步应用。
本文采用钛基钎料,通过感应钎焊工艺,在常用叶片材料TC4钛合金表面制备了碳化钨(WC)耐磨层。通过模拟工况的微动磨损试验,研究了载荷、位移、频率等工况参数对WC耐磨层的摩擦系数、磨损体积的演变规律,研究结果对于耐磨层的工程化及工程应用具有一定的参考价值。
1 试验材料及方法
试验基材为TC4钛合金,其化学成分如表1所示,合金组织为典型的等轴α+β双相组织结构。试验过程中,首先将TC4待焊面用合金锉去除表面氧化物,将B-Ti57CuZrNi-S粉状钎料(化学成分见表2)与铸造WC硬质合金粉末按照质量分数比50%:50%均匀混合,粉状钎料粒度为-150目,WC硬质合金粉末粒度为-60~+80目,再用粘接剂将混合粉末调制成膏状,置于试样顶部,在充氩高频感应钎焊设备中进行钎焊,钎焊温度960~975 ℃。微动磨损试样耐磨层尺寸13.0 mm×4.1 mm,厚度0.3~0.4 mm。微动磨损试样实物如图1所示。

表1 TC4合金化学成分(原子百分比,%)Table 1 Chemical composition of TC4 alloy (at.%)

表2 钎料化学成分(原子百分比,%)Table 2 Chemical composition of brazing filler metal (at.%)

图1 WC耐磨层样品的实物照片Fig.1 Picture of WC wear-resistant layer sample
微动磨损试验示意如图2所示。待测样品为下试样,通过夹具水平固定;上试样(氮化硅陶瓷球,直径4 mm)至于水平位置O处;当对上试样施加的法向载荷达到预设值并保持5 s后,启动电机带动上试样在O处以恒定的载荷、位移和频率振动。试验参数为:法向载荷20 N、50 N、100 N,位移幅值20 μm、50 μm、100 μm,频率40 Hz、100 Hz,试验时间均为1 h。微动磨损试验在RTEC MFT-3000型腐蚀微动磨损试验机上进行,试验过程中切向力和法向力由上试样夹具后的双向力传感器直接测得,二者比值为摩擦系数;试验后,通过UP-WLI型白光干涉仪对待测样品(耐磨层)的磨损体积进行测量。用Quanta600扫描电子显微镜对磨痕进行微观分析,用电子探针(EPMA-1600)测定磨斑区域的元素。

图2 微动磨损试验示意Fig.2 Schematic diagram of fretting wear test
2 试验结果及分析
2.1 涂层形貌及硬度
对钎焊试样进行了纵向解剖,其显微组织如图3所示,耐磨层组织均匀致密,WC硬质合金颗粒被牢固地包裹在钛基钎料中,耐磨层与TC4钛合金基体形成了良好的冶金结合。耐磨层中的WC颗粒和钛基钎料的硬度差异显著,显微硬度分别为1 820 HV和456 HV。

图3 耐磨层形貌Fig.3 Morphology of the wear-resistant coating
2.2 摩擦系数
图4~图6分别为不同载荷、频率和位移条件下耐磨层的平均摩擦系数。由图4可知,小载荷(20 N)条件下,频率40 Hz,位移20 µm、50 µm、100 µm时平均摩擦系数分别为0.64、0.64、0.62;频率100 Hz,位移20 µm、50 µm、100 µm时平均摩擦系数分别为0.69、0.68、0.62,可见小载荷条件下频率和位移对耐磨层平均摩擦系数的影响不大。

图4 载荷为20 N条件下耐磨层的平均摩擦系数随位移和频率的变化Fig.4 Change of average friction coefficient of wear-resistant layer with displacement and frequency under 20 N load

图5 载荷为50 N条件下耐磨层的平均摩擦系数随位移和频率的变化Fig.5 Change of average friction coefficient of wear-resistant layer with displacement and frequency under 50 N load
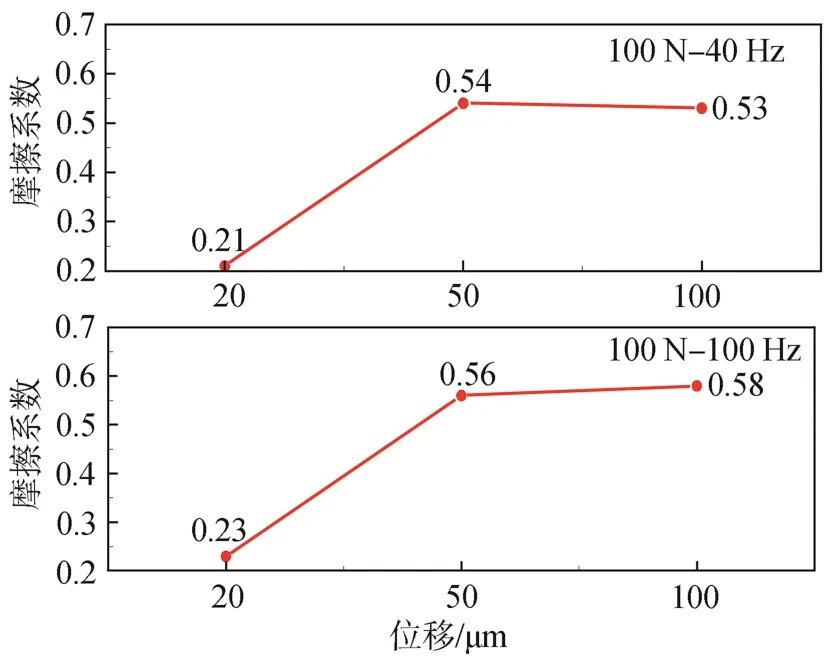
图6 载荷100 N条件下耐磨层的平均摩擦系数随位移和频率的变化Fig.6 Change of average friction coefficient of wear-resistant layer with displacement and frequency under 100 N load
由图5可知,中载荷(50 N)条件下,频率40 Hz,位移20 µm、50 µm、100 µm时平均摩擦系数分别为0.40、0.65、0.54;频率 100 Hz,位移 20 µm、50 µm、100 µm时平均摩擦系数分别为0.42、0.64、0.58。由图6可知,高载荷(100 N)条件下,频率40 Hz,位移20 µm、50 µm、100 µm时平均摩擦系数分别为0.21、0.54、0.53,频率100 Hz,位移20 µm、50 µm、100 µm时平均摩擦系数分别为0.23、0.56、0.58。可以看出,中高载荷时频率变化对耐磨层平均摩擦系数的影响不大,位移变化则对耐磨层平均摩擦系数的影响较明显。载荷50 N和100 N条件下,位移为20 µm的耐磨层具有较小的平均摩擦系数,并且随载荷的增大而减小,这主要是因为在小位移条件下随着载荷的变大,接触应力增加,将更多的表面材料剪断形成更多的磨屑,磨屑难以转移和排出,使得两摩擦副接触的机会降低,故摩擦系数较低。当位移增加到50 µm时,两摩擦副相对滑动增加导致平均摩擦系数增大,当位移进一步增加到100 µm时耐磨层平均摩擦系数略有下降(载荷50 N)或趋于稳定(载荷100 N)。载荷的变化对耐磨层平均摩擦系数的影响不大,这与不同载荷下磨损过程中磨屑的生成速度、转移排出速度有关,其具体机理尚需进一步深入研究。
2.3 磨损体积
图7~图9分别为在20 N、50 N和100 N不同载荷条件下,耐磨层的磨损体积随位移和频率的变化曲线,可以看出位移幅值的变化对磨损体积具有明显影响。周仲荣等[13]将微动分为3个不同运行区域,分别是部分滑移区、混合区和滑移区,当载荷和频率一定而位移幅值较小时,微动处于部分滑移区,接触体之间相对滑移很小,几乎为弹性运动,耐磨层磨损量极低,几乎没有磨损。而随着位移幅值的增加,滑移的趋势增大,磨损量逐渐增加。因此,在载荷20 N和50 N条件下,随着位移从20 µm增加到100 µm,摩擦副的滑移趋势亦不断增大,耐磨层磨损体积逐渐增加。
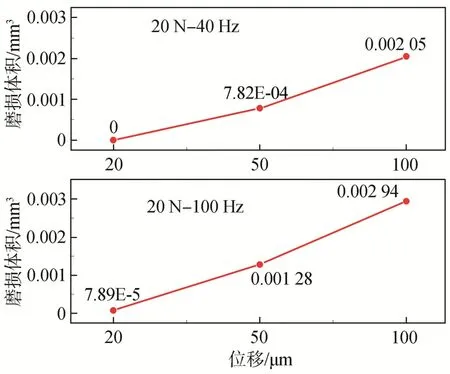
图7 载荷20 N时耐磨层的磨损体积随位移和频率的变化Fig.7 Change of wear volume of wear resistant layer with displace‐ment and frequency under 20 N load
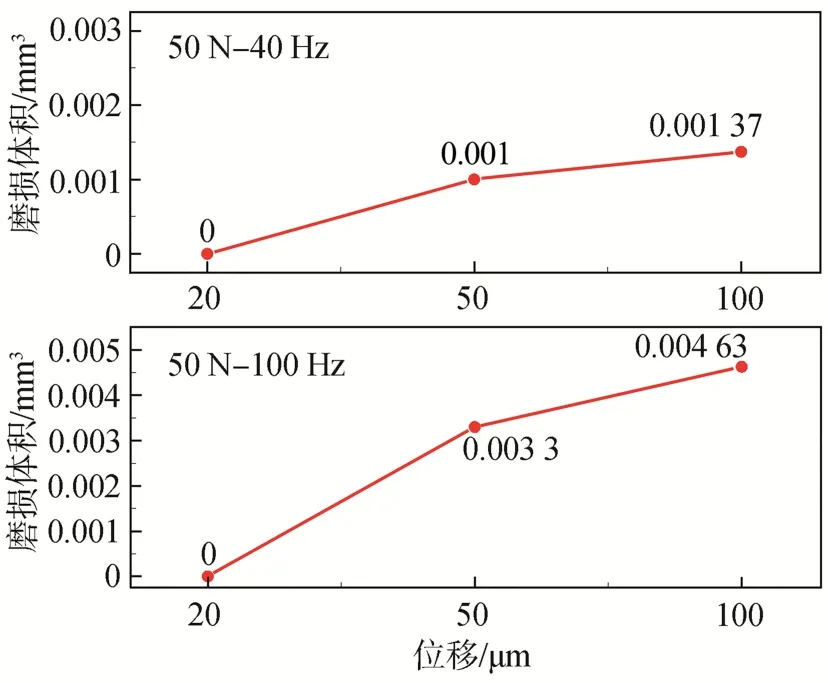
图8 载荷50 N时耐磨层的磨损体积随位移和频率的变化Fig.8 Change of wear volume of wear resistant layer with displace‐ment and frequency under 50 N load

图9 载荷100 N时耐磨层的磨损体积随位移和频率的变化Fig.9 Change of wear volume of wear resistant layer with displacement and frequency under 100 N load
然而对于100 N条件下,由于载荷相对20 N、50 N明显增大,导致在位移20 μm和50 μm时,滑移趋势增加不明显,涂层的磨损体积无显著增加;而当位移进一步增大时(100 μm),滑移趋势才有所增加,涂层磨损体积出现明显增加。
2.4 磨痕形貌
耐磨层是钛基钎料和WC颗粒的复合层,钛基钎料为黏结相,WC颗粒为硬质相,相对于硬质相WC,黏结相钛基钎料硬度较低。在不同微动磨损试验条件下耐磨层的磨损体积不同,因此磨痕的大小有很大差异,但是磨痕的形状相近均为圆形或近圆形。50 µm、100 Hz条件下耐磨层的磨痕具有典型形貌,当载荷为20 N时耐磨层的磨痕形貌照片如图10所示。

图10 耐磨层的磨痕表面形貌(20 N、50 µm、100 Hz)Fig.10 Surface morphology of wear scar of wear-resistant layer(20 N,50 µm,100 Hz)
图10中标记A处经能谱分析为WC颗粒,标记B处为磨屑,经探针进行成分分析结果如表3所示,可见磨屑为钛、铜、钨、硅等混合氧化物,这是因为在往复运动过程中耐磨层温度升高发生氧化,在该条件下进行微动磨损时,钛基钎料、WC和对偶件氮化硅均剥落形成磨屑,这些磨屑及其氧化物对耐磨层表面具有一定的减磨作用。该条件下耐磨层磨损机理主要为磨粒磨损和黏着磨损。

表3 耐磨层的磨痕能谱(原子分数,%)Table 3 Energy spectrum of wear scar of wear-resistant layer (at.%)
当载荷增大至50 N时,在50 µm、100 Hz条件下耐磨层的磨痕表面形貌照片如图11所示。由图可见,磨损加重,仍然以磨粒磨损和粘着磨损为主要磨损机理,并伴随着剥落现象。当载荷继续增大至100 N时,相同条件下(见图12)磨损反而降低,这主要是由于载荷增大,形成的氧化物磨粒不容易排出,从而作为第三体减少了摩擦副间的磨损。在该条件下WC颗粒有少量裂纹出现。此外,相同位移、频率条件下,载荷越大,摩擦副越易于处于部分滑移区,磨损量也会相应的减少。

图11 耐磨层的磨痕表面形貌(50 N、50 µm、100 Hz)Fig.11 Surface morphology of wear scar of wear-resistant layer(50 N,50 µm,100 Hz)

图12 耐磨层的磨痕表面形貌(100 N、50 µm、100 Hz)Fig.12 Surface morphology of wear scar of wear-resistant layer(100 N,50 µm,100 Hz)
3 结论
通过微动磨损试验,对在TC4钛合金表面感应钎焊WC耐磨层的摩擦系数、磨损体积和磨痕形貌特征进行了表征与分析,主要结论如下:
(1)小载荷(20 N)条件下,频率和位移对耐磨层平均摩擦系数的影响均不大;中载荷(50 N)和高载荷(100 N)条件下,频率的变化对耐磨层平均摩擦系数的影响不大,然而位移的变化对耐磨层平均摩擦系数的影响较大。
(2)当位移为20 µm时,耐磨层的平均摩擦系数随载荷的增大而减小,但是当位移为50 µm、100 µm时,载荷的变化对耐磨层平均摩擦系数的影响却不大。
(3)位移幅值的变化对耐磨层的磨损体积具有重要影响,当载荷和频率一定时,位移幅值较小(20 µm)时,耐磨层磨损量极低,随着位移幅值的增加磨损量增大。耐磨层的磨损形式为磨粒磨损和黏着磨损。
猜你喜欢
机械设计与制造(2023年12期)2023-12-26 00:09:00
中国机械工程(2019年8期)2019-05-18 06:05:40
雷达学报(2018年5期)2018-12-05 03:13:08
宇航计测技术(2018年3期)2018-09-08 02:21:26
山东工业技术(2018年13期)2018-08-20 09:53:36
中华建设科技(2016年6期)2016-08-13 11:41:06
焊接(2016年8期)2016-02-27 13:05:11
焊接(2016年5期)2016-02-27 13:04:43
焊接(2016年3期)2016-02-27 13:01:32
焊接(2016年3期)2016-02-27 13:01:29
