基于模糊算法的卷接机烟支重量自动控制系统优化研究
2023-02-15 07:30兰志超鄢红章张艮水郭子国胡祥胜鲁展青
机械与电子 2023年1期
兰志超,鄢红章,张艮水,郭子国,胡祥胜,李 诚,鲁展青
(1.湖北中烟工业有限责任公司,湖北 武汉430040;2.杭州书微信息科技有限公司,浙江 杭州330009)
0 引言
随着卷烟生产行业的结构升级,为顺应我国烟草行业的发展趋势,同时进一步打造先进高效的卷烟生产体系,卷烟企业对卷烟设备研发与升级的重视程度正逐年提高[1]。
为提高产品竞争力,我国卷烟制造企业不断进行技术革新,着力提高卷烟生产流水线智能化及自动化水平[2]。而烟支卷接机作为卷烟生产线中的重要设备,其控制效果对最终的卷烟产品有着显著影响,面对卷烟企业日益增长的质量精益管理需求,现有卷接机重量控制系统在控制精度与稳定性方面仍有待提升[3]。
对此,本文基于现有较为成熟的微波检测质量检测技术,采用微波传感器作为重量扫描模块,进行烟支产品重量检测[4]。引入PID控制技术,以实时产品与设定值间的质量误差作为控制量,并使用模糊控制算法,采用相应的模糊规则调节控制器参数,进一步优化设计传统的PID控制器,设计了一套基于模糊算法卷接机烟支重量自动控制系统,该系统在进行烟支生产时,能够实现对所生产烟支重量的稳定控制,同时系统具有较好的稳定性与准确性。
1 卷接机烟支重量自动控制系统
1.1 卷接机重量控制系统结构
我国卷烟生产企业数量较多,其所生产的产品类别、使用的设备型号及生产环境均有所差异,采用的卷接机重量控制系统在结构与功能上也有所不同[5]。但依据各模块所实现功能可将卷接机重量控制系统大致分为:重量扫描模块、重量采集模块、重量控制模块、控制交互模块和执行机构模块[6]。各模块的大致功能如下。
a.重量扫描模块:当单条卷烟通过此模块时,模块内的微波传感器进行检测,产生烟支重量检测信号。
b.重量采集模块:为收集重量扫描模块传输来的烟支重量检测信号,对其进行处理转换为可被微机读取的数字信号。
c.重量控制模块:对输入的重量信号进行相应处理得到执行机构所需的控制信号,并将信号传入执行机构模块中。
d.控制交互模块:在流水线工作时存储所获得的设备运行信息及相关指令,通过液晶显示屏等部件完成人机交互。
e.执行机构模块:一般由位置传感器等多种传感器及伺服电机等多种电机设备构成,是完成烟支生产的具体设备。
由以上模块组成的卷接机重量控制系统结构如图1所示。

图1 卷烟机重量控制系统结构
卷接机重量控制系统硬件组成包含平准盘、切刀、位置传感器及各类处理电路,各硬件分布如图2所示。
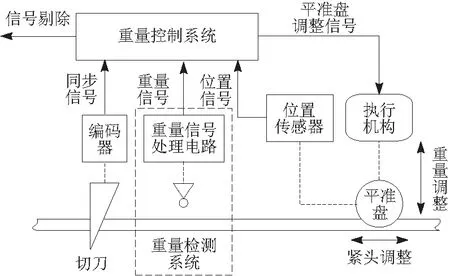
图2 控制系统硬件结构
1.2 卷接机重量PID控制系统
作为一种常见的调控方法,PID控制在自动控制系统中被广泛应用,PID控制器有着结构简单、调节较为灵敏及可以消除稳态误差等优势,对于部分控制对象如线性系统有着较好的控制效果。基于传统的卷接机重量控制系统,本文引入PID控制思想,通过重量扫描模块与重量采集模块得到烟支重量数据,并与设定值进行比较,以实时烟支产品与产品设定值间的质量误差作为控制量,对生产的烟支重量进行稳定控制。
1.3 PID控制器参数分析
PID控制器实际是通过比例、积分和微分3个并行结构以偏差值为输入,输出控制量对被控对象加以调节[7]。
控制器中的比例环节可以实现按照一定的比例放大偏差值,当反馈值与设定值不相等时,比例环节会执行放大指令,进而减小偏差值。一般而言,在增大比例系数时,能够加快系统的响应速度,但是也更容易使得系统产生静态误差并出现振荡[8]。
控制器中的积分环节能够减小并消除系统的稳态误差,但是引入积分环节有可能使得系统的调节速度变慢。
控制器中的微分环节能够进一步减小系统的调节时间,对微分常数大小进行调节,能够使得系统的调节速度加快,同时可以提升系统抑制震动的能力,但也可能会降低系统对高频信号的抗性[9]。
2 模糊控制算法
2.1 模糊控制理论
模糊控制是将模糊集理论、模糊语言、模糊数学和模糊逻辑推理作为理论参照和理论基础,并基于相关专家研究及大量工程实际开发出的一种先进的现代智能控制方法。其具有成本低和利用方法简单的特点,适用于大多数自动控制系统[10]。
使用模糊PID工作时,会基于相关研究人员的工程经验以及大量工程实践中的规律,来制定模糊控制器所使用的控制规则,这是此控制方法最为关键的部分,之后找到控制方法所对应的函数关系,得到模糊化的输出值,最后实现解模糊环节[11]。而模糊控制器采用不同的控制器、不同的拓扑结构、不同的模糊判定规则以及对模糊输入输出的放大系数设定的不同,会直接影响到模糊PID控制方法的控制效果[12]。
2.2 模糊控制器构成
作为整个模糊控制的核心机构,模糊控制器主要由4部分构成。
a.输入模糊化:输入量模糊化主要是将检测得到的输入物理量以适当的比例转换映照至模糊论域,通过利用简单化的变量来表达所检测的输入,最终可以达到将输入量模糊化的目的[13]。
b.知识库:数据库和规则库2部分并行构成了知识库,其中,数据库可以用于处理输入模糊化后得到的模糊化的输入量,而规则库可以实现控制器的控制功能,通过撰写不同的控制规则可以得到不同的控制效果,控制规则的不同会显著影响控制器的最终性能[14]。一般可以通过MATLAB中的Fuzzy控制箱来进行规则库编写,其编写语言常为“if/or-then”。
c.模糊推理:模糊推理一般是利用模糊控制器的机器语言根据实际控制过程中的逻辑中应有的蕴含关系和模糊控制规则来模拟人类,对输入的模糊控制量进行分析判别,并推理得出模糊决策输出,即需要解模糊的控制量。
d.反模糊化:由于模糊推理后得到的输出量并非精确的控制量,而实际的生产生活中所需要的模糊控制器对其输出控制量有着精度的要求。故而需要通过反模糊化步骤对经过模糊推理后的输出量进行精确化处理,一般可以使用最大隶属度法等精确化算法将模糊输出转化为论域范围内的清晰量,再经过尺度比例变换转化为实际所需的控制量[15]。
本文所使用模糊控制器系统如图3所示。
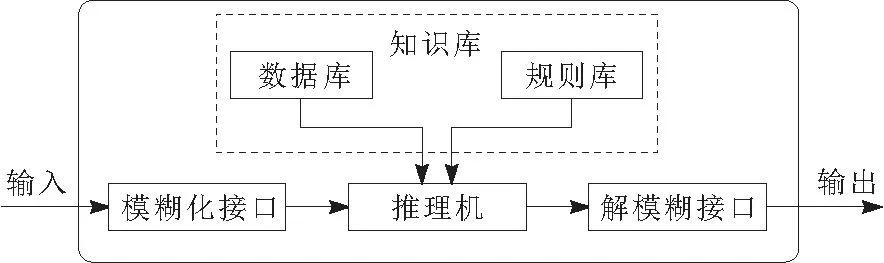
图3 模糊控制器的组成
3 模糊PID控制器设计步骤
3.1 控制器参数设定
通过对生产烟支重量的实时检测值,与设定的产品理想质量对比求取差值,将得到的输入量输入模糊控制器,先后进行模糊处理、模糊规则映射、逻辑推理判定以及解模糊数据精确化,可以分别获得比例、积分和微分的控制器参数,最后对此3个参数实时在线调整。
(1)
KP0、KI0、KD0为人为设定的初始控制参数;ΔKP、ΔKI、ΔKD为模糊控制器的输出结果;KP、KI、KD为最终得到的3个PID参数。
3.2 建立模糊PID控制器隶属度函数
在进行输入量的模糊化过程中,模糊化后的输入量范围为{NB,NM,NS,ZO,PS,PM,PB},其意义分别为:负大、负中、负小、0、正小、正中、正大,同时规定模糊子集的范围为 [-6,6],并可以由比例参数进行输入调整。最终经过解模糊后得到的输出量为ΔKP、ΔKI、ΔKD,其作为PID的参数调节量,可以改进当前的控制器参数,并随时间不断在线更新。同理,解模糊前的模糊输出子集也为{NB,NM ,NS,ZO,PS,PM,PB},定义其范围也是[-6,6],同时可以由比例参数进行输出调整。比例参数也被称为量化因子,依据实际控制系统需要进行适当调整,以获得较好的控制效果。但改变前后,模糊论域依旧对应7个算法使用的模糊词汇{NB,NM,NS,ZO,PS,PM,PB}。
本文使用的模糊控制器输入项为2,输出项为3,其拓扑结构如图4所示。

图4 模糊控制器输入输出拓扑
其中,模糊PID控制器的输入输出隶属度函数,本文均采用服从三角形隶属度函数,在该坐标系中,横轴坐标为模糊论域,纵轴隶属度函数值,纵坐标仅仅具有数学意义而无实际的物理意义,故而均无单位,本文所用的三角形隶属度函数曲线分布如图5所示。

图5 三角形隶属度函数曲线分布
3.3 模糊规则制定
模糊规则可以以模糊规则表的形式加以体现,而模糊规则表的建立主要遵循实际工作中PID控制器3个参数与控制效果之间的关系,根据专家长时间在系统调试运行与性能参数不断调试的经验中进行总结提炼,对ΔKP、ΔKI、ΔKD进行实时在线调整,得到在某一时刻更加符合系统运行的比例、积分和微分参数,使得卷接机烟支重量自动控制系统处在较为理想的控制状态,针对输入有着良好的静态性能和动态性能。
3.4 反模糊化处理
由于在实际应用中需要精确的确定值作为控制量输出,为了得到真正的精确输出量作为下一步的输入,需要对控制器的模糊输出进行解模糊处理,本文选用重心法加以实现。重心法表达式为
(2)
z0为解模糊后得到的精确输出量;zi为模糊控制量论域内的值;uc(zi)为zi的隶属度值。
4 案例分析
为了评估本文所提出的基于模糊算法的卷接机烟支重量自动控制系统的控制效果,设计针对性案例进行检验分析,选取某一卷烟生产企业2台型号相同、生产环境一致的卷接机进行对比验证,其中一台设备已完成控制系统优化,另一台未进行控制系统优化。
在生产相同牌号产品即烟支重量相同时,对所生产的烟支产品随机抽样称重,控制系统优化前后对比结果如图6所示。
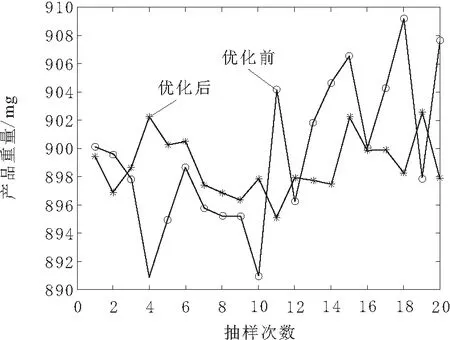
图6 控制系统优化前后对比
由图6可知,控制系统优化前烟支重量波动较大,进行控制系统优化后可以较理想的控制烟支成品重量,其产品重量波动较小,可以更为准确与稳定地控制烟支成品重量。
5 结束语
本文使用模糊控制算法实时优化PID控制的3个参数,并将该方法应用于烟支卷接机重量控制系统中。针对烟支卷接机硬件结构,明确其内部各模块以及每个模块对应的功能。针对控制系统简述了模糊控制理论以及PID控制方法,基于专家经验使用对应的模糊控制规则以及隶属度函数,以实时产品与设定值间的质量偏差值作为控制量设计了能够优化PID参数的模糊控制器。通过针对性的案例分析,进行控制系统优化前后对比测试,相较于传统的烟支卷接机控制系统,采用本文所提出的基于模糊算法的卷接机烟支重量自动化控制系统具有更高的控制精度与更好的抗干扰性能,可以使得所生产的卷烟产品在烟支重量方面得到保证。
猜你喜欢
厦门大学学报(自然科学版)(2022年4期)2022-07-15
设备管理与维修(2021年1期)2021-03-05
湖南文理学院学报(自然科学版)(2020年4期)2020-11-25
现代装饰(2020年7期)2020-07-27
装备制造技术(2019年12期)2019-12-25
运筹与管理(2019年10期)2019-12-17
Special Focus(2019年7期)2019-08-08
电子制作(2018年22期)2018-12-21
商品与质量(2018年41期)2018-04-15