
轴承渗碳钢滚子支柱孔表面磁痕的产生原因
2023-02-09 07:03高秋然刘璐瑶李庆林马明阳
理化检验(物理分册) 2023年1期
高秋然,刘璐瑶,李庆林,马明阳,梁 华
(洛阳轴承研究所有限公司 制造服务事业部,洛阳 471039)
滚子是轴承运转时承受负载的零件,也是轴承中最薄弱的零件之一,滚子的质量对轴承的旋转精度、振动、噪声以及灵活性等都有较大影响。滚子的种类较多,有圆柱滚子、圆锥滚子、球面滚子、螺旋滚子、支柱孔滚子和各类滚针等,其中支柱孔滚子中心带通孔,该通孔用来安装支柱,以便将滚子固定在片状支柱保持架上。该类型滚子形状有圆柱型、圆锥型和球面型等,主要用于制作大型轴承。
渗碳轴承钢具有切削性能、冷加工性能、耐冲击性能、耐磨性能良好以及接触寿命高等优点,用于制造承受较大冲击负荷的轴承,如轧机、重型车辆、铁路机车、风力发电机、矿山机械的轴承等。用渗碳钢制作的轴承,除表面具有较高的硬度、疲劳强度和良好的尺寸稳定性外,轴承内部还具有较高的韧性[1]。
某公司在对一批成品滚子进行无损检测时,发现部分滚子支柱孔内存在不同程度的磁痕,聚磁线沿轴向分布。该批滚子原材料(直径为60 mm)为G20Cr2Ni4钢。成品滚子的规格(直径×长度)为56 mm×104.5 mm,内部支柱的直径为18 mm,其宏观形貌如图1所示。成品滚子的渗碳层深度不小于3 mm。为确定磁痕产生的原因,对送检的两个有异常磁痕分布的滚子进行了一系列理化检验,以避免该类问题再次发生。

图1 成品滚子的宏观形貌
1 理化检验
1.1 宏观观察
将滚子沿裂纹打开后进行宏观观察,结果如图2所示,可见整个断口平齐,呈银灰色细瓷状;裂纹源为一条微细裂纹,沿轴向分布,位于外径和内径的中部,并靠近一侧端面向四周扩展。

图2 滚子断口的宏观形貌
1.2 化学成分分析
采用SPECTRO M9型直读光谱仪对滚子的表面和心部进行化学成分分析,其中滚子表面碳元素的质量分数为0.807%,心部材料的化学成分分析结果如表1所示。可见滚子表面的碳元素含量符合JB/T 8881—2011 《滚动轴承 零件渗碳热处理 技术条件》的要求(碳元素质量分数不小于0.80%),滚子心部的化学成分符合GB/T 3203—2016 《渗碳轴承钢》的要求。

表1 滚子心部材料的化学成分分析结果 %
1.3 金相检验
采用线切割的方法对其中一个滚子进行切割,然后对截面处的裂纹进行观察,结果如图3所示。由图3可知:滚子内部存在裂纹,裂纹分布在内径、外径及端面之间,横截面呈辐射状,沿纵向发生开裂;裂纹起源于内径和外径之间的中部位置,向内径、外径及两端面扩展;裂纹长度约为15 mm,与内径、外径及端面的距离分别为2.04,2.40,1.94 mm。
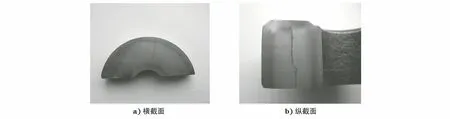
图3 滚子截面处裂纹的宏观形貌
将试样截面磨制后,放置在光学显微镜下进行观察,可见裂纹主要沿晶界扩展,呈断续状分布,裂纹两侧无夹杂、脱碳等异常现象(见图4)。
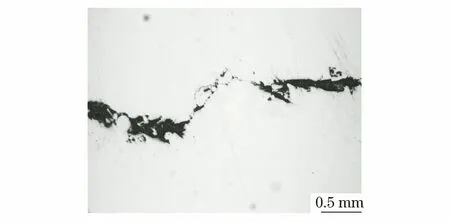
图4 滚子截面处的显微组织形貌
依据GB/T 3203—2016对滚子的原材料进行非金属夹杂物评级,结果如表2所示;依据JB/T 8881—2011对滚子热处理淬回火组织进行评级,结果如表3所示,可见滚子的原材料和热处理淬回火组织均符合标准要求。

表2 滚子原材料的非金属夹杂物评级结果 级

表3 滚子热处理淬回火组织的评级结果 级
1.4 硬度测试
对滚子的渗碳层剖面进行硬度测试,结果如表4所示,可见表面至58 HRC的距离占总硬化层深度的41.1%,符合技术要求(不小于40%)。对滚子的表面和心部进行硬度测试,结果如表5所示,可见滚子表面和心部的硬度均符合技术要求。

表4 滚子渗碳层剖面的硬度测试结果 HRC

表5 滚子表面和心部的硬度测试结果 HRC
1.5 低倍组织检验
将金相检验后的试样进行冷加工处理,然后按照GB/T 3203—2016的要求进行低倍组织检验,结果如表6所示,可见试样的低倍组织均符合标准要求。

表6 滚子的低倍组织检验结果 级
1.6 扫描电镜(SEM)及能谱分析
将滚子断口经超声清洗、烘干后,用SEM进行观察,结果如图5所示。由图5可知:裂纹源区有一条内壁疏松的细线状缺陷,长度为3.694 mm,缺陷内物质为颗粒状,形貌自然;缺陷外断口呈脆性断裂,以缺陷为中心向四周扩展。
采用能谱仪对缺陷内及周围物质进行分析,发现缺陷内主要含有氧、铝、铁、镍等元素(见图6),缺陷周围正常断口处主要含有铁、碳、镍、铬等元素。
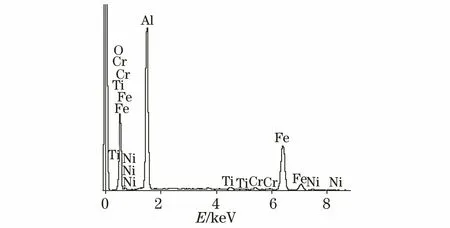
图6 缺陷内物质的能谱分析结果
2 综合分析
由上述理化检验分析结果可知:送检滚子内部均存在裂纹,裂纹源位于滚子内径与外径之间的中部位置,裂纹源为一条长度为3.694 mm的线状缺陷。根据缺陷的形貌及化学成分推测,该线状缺陷是钢材冶炼过程中形成的针孔状缺陷,是深层皮下气泡造成的,即发纹。
发纹是一种原材料缺陷,是钢中的非金属夹杂物或气孔在轧制或拉拔过程中,随金属变形伸长而形成的[2-3]。发纹经常出现在棒料或锻件的表面,一般为连续或断续的直线,发纹距表面的深度越大,尖端曲率半径越小,材料越容易产生应力集中[4]。
渗碳钢经淬火后,表面为压应力,心部为拉应力。滚子心部存在裂纹源,在淬火瞬间形成了强大的拉应力,导致裂纹源失稳扩展,发展成内部开裂或断裂。滚子开裂面没有穿过渗碳层的原因为:当内部开裂扩展至渗碳层时,心部拉应力已经在很大程度上被释放,裂纹失去了扩展的动力条件;表面渗碳层呈压应力状态,阻止了裂纹扩展;渗碳层硬度和强度都很高,不易开裂。在渗碳淬火以及二次淬火时,材料内部产生了较大的应力,导致滚子内部的发纹扩展,最终滚子发生开裂[5-6]。
3 结论与建议
送检滚子内部存在发纹缺陷,在渗碳钢特殊的淬火应力下,发纹扩展,导致滚子发生开裂,在无损检测时形成磁痕。对于大尺寸、热处理工艺较为复杂的滚子,建议选用高级优质钢,加强原材料检验,以避免淬火时产生内部裂纹。
猜你喜欢
哈尔滨轴承(2021年1期)2021-07-21
哈尔滨轴承(2021年1期)2021-07-21
哈尔滨轴承(2021年4期)2021-03-08
名作欣赏·学术版(2021年1期)2021-02-08
装备制造技术(2020年12期)2020-05-22
科技风(2019年23期)2019-10-21
大型铸锻件(2019年5期)2019-08-30
汽车实用技术(2018年20期)2018-10-26
中南大学学报(自然科学版)(2016年2期)2017-01-19
凿岩机械气动工具(2015年3期)2015-11-11
