
合金化热镀锌无间隙原子钢板表面白色点状压印缺陷的产生原因
2023-02-09 07:03刘少先徐丽菊
理化检验(物理分册) 2023年1期
刘少先,杨 健,徐丽菊
(宝钢湛江钢铁有限公司,湛江 524000)
合金化热镀锌钢板具有优良的耐腐蚀性能、焊接性能、涂装性能等,广泛用于制造汽车内、外板。用于制造汽车外板时,对钢板表面质量要求较高,不允许出现肉眼可见或打磨可见的条纹、色差、异物压入等缺陷,因此,制造高表面质量的合金化热镀锌钢板成为钢厂的一项巨大挑战。
合金化热镀锌钢板生产过程中产生的缺陷可归结为两类:一是来料缺陷,包括基板划伤、异物压入、表面夹杂等;二是镀锌缺陷,包括锌灰、锌渣、漏镀、合金化斑迹等。郝晓东等[1]研究了合金化热镀锌钢板表面黑斑的产生原因,在缺陷处发现了较多的锌渣颗粒,为镀锌过程中导致的缺陷。傅影等[2]研究了钢板表面漏镀的产生原因,在漏镀处发现氧化锌及轧制油,为来料清洗不彻底导致的缺陷。金鑫焱等[3]分析了一种合金化热镀锌无间隙原子钢(IF钢)表面亮条纹缺陷的产生原因,为基板表面的Al2O3夹杂所致。热镀锌是一个覆盖缺陷的过程,当钢板表面存在一些缺陷时,热镀锌后缺陷会被覆盖,甚至达到肉眼不可见的标准,但合金化过程会将缺陷放大,在合金化后,基板不可见的缺陷可能会形成色差、条纹等缺陷,因此,生产合金化热镀锌钢板比生产热镀锌钢板难度更大。笔者对一种合金化热镀锌IF钢板表面白色点状压印缺陷进行一系列理化检验与分析,查明了缺陷的产生原因,并提出相应的改善措施,以避免该类问题再次发生。
1 理化检验
1.1 宏观观察
合金化热镀锌IF钢板的厚度为0.7 mm。钢板表面缺陷的宏观形貌如图1所示,可见缺陷呈短白条纹状,缺陷长度与宽度的比值约为8。

图1 钢板表面缺陷的宏观形貌
1.2 化学成分分析
用MAX 20型能谱仪分析合金化热镀锌IF钢板表面的化学成分,结果如表1所示。

表1 合金化热镀锌IF钢板表面的化学成分分析结果 %
1.3 微观分析
使用ZEISS EVO18型扫描电镜(SEM)分析合金化热镀锌IF钢板的表面合金化形貌,结果如图2所示,可见点状压印处明显偏黑,平整印较多;点状压印处合金化不充分,基本看不出相结构,而正常处合金化程度较充分,相结构主要为δ相。说明基板某种缺陷影响了合金化过程中锌、铁元素的扩散,导致点状压印处的锌层局部偏厚。
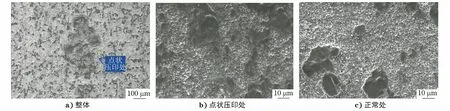
图2 合金化热镀锌IF钢板的表面合金化形貌
用含3.5 g/L 六次甲基四胺的17%(体积分数)稀盐酸溶液溶解锌层,然后用SEM观察点状压印处与正常处基板的表面形貌,结果如图3所示,缺陷处发现有块状异物压入,异物中存在大量密集的疏松小孔。能谱分析结果显示,异物中主要含有铁元素,推测该异物为还原铁,经过退火炉之前为氧化铁。
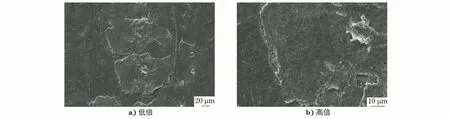
图3 点状压印处与正常处基板表面的SEM形貌
图4为点状压印处截面的SEM形貌,可见缺陷处内部有大量点状氧化铁,与基板表面的小孔对应;异物下方与上方均可见锌层。说明异物为还原铁,在镀锌之前,异物与基板的界面处存在微小裂纹,在镀锌过程中,锌液流入裂纹内部,异物处的锌层偏厚,且合金化不良,经平整处理后表面较平,最终导致缺陷呈短白条纹状。

图4 点状压印处截面的SEM形貌
1.4 热卷氧化铁皮分析
在钢板的头、尾截面处取样,用光学显微镜测量钢板表面氧化铁皮的厚度,结果如图5所示,氧化铁皮截面的微观形貌如图6所示。由图5,6可知:钢板表面氧化铁皮的厚度很不均匀,下表面氧化铁皮厚度明显大于上表面氧化铁皮厚度,下表面氧化铁皮的最大厚度约为37 μm,而上表面大部分区域的氧化铁皮厚度约为14 μm,过厚的氧化铁皮不容易被彻底酸洗,导致形成欠酸洗缺陷。
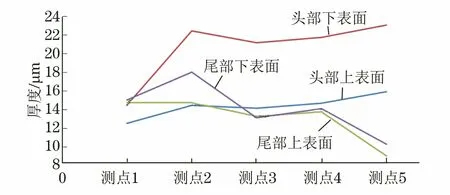
图5 钢板表面氧化铁皮的厚度测量结果

图6 氧化铁皮截面的微观形貌
2 综合分析
点状压印缺陷使钢板表面合金化不充分,锌层局部偏厚,平整处理后的表面较平,表面对光线的反射变强,最终导致缺陷呈短白条纹状。由微观分析结果发现,热镀锌前,点状压印处基板表面有异物压入,异物的主要成分为还原铁,推断退火前异物为氧化铁。点状压印缺陷的形成机理如图7所示,在酸洗后的轧制过程中,表面有少量氧化铁皮压入,经轧辊反复轧制,氧化铁皮被牢牢压在基板上方,其他异物被碾压在氧化铁皮上方,在退火过程中,氧化铁被还原成海绵铁,热镀锌合金化后,表面存在异物压入的位置局部偏厚,且合金化不充分,平整处理后形成点状压印缺陷。

图7 点状压印缺陷的形成机理示意
在酸洗之前,需要先松弛表面的氧化铁皮,使得表面产生较多的裂纹,更加疏松,便于酸洗时除去。在酸洗过程中,钢板表面氧化物均与酸液发生反应,酸液对氧化铁皮产生了层间剥离的作用,即酸洗行为是以化学溶解+机械剥离的方式进行的[4]。酸洗过程如图8所示,在酸洗过程中,酸液中的氢离子沿着裂纹进入裂纹内部,与基板反应产生氢气,氢气的溢出作用促使氧化铁皮沿界面片状剥离,在剥离界面处又形成了新的酸洗核,并沿裂纹进一步扩展,为下一次的机械剥离提供准备条件[5],如此反复进行,大量氧化铁皮被剥离基板;氧化铁皮局部偏厚时,化学溶解速率较慢,难以完全溶解剥离后的氧化铁皮,导致部分剥离的氧化铁皮再次被压到基板表面,形成氧化铁皮压入缺陷,氧化铁皮的变形能力较差,轧制后变形量较小,因此缺陷在轧制成品表面呈短白条纹状。

图8 酸洗过程示意
3 改进措施
经过以上分析可以确定,白色点状压印缺陷的形成与表面氧化铁皮局部偏厚有关,可以采用降低酸洗速率、热卷终轧温度、卷取温度以及提高酸液温度、浓度等方法来避免该类缺陷的形成。采用降低卷取温度的方法,对钢板进行改善,改善后钢板上、下表面氧化铁皮厚度较为均匀,最大厚度未超过15 μm,在酸洗时容易被洗去,是一种比较理想的氧化铁皮厚度。
4 结语
白色点状压印缺陷的产生原因为:钢板表面局部氧化铁皮偏厚,氧化铁皮未被彻底酸洗,导致氧化铁皮压入基板,退火后,氧化铁皮被还原,平整处理后,钢板表面局部形成短白条纹。采用降低卷取温度的方法,可以减小钢板表面氧化铁皮的厚度,避免该类缺陷的形成。
猜你喜欢
光子学报(2022年6期)2022-07-27
冶金设备(2020年2期)2020-12-28
山东冶金(2019年6期)2020-01-06
四川冶金(2019年5期)2019-12-23
山东冶金(2019年1期)2019-03-30
现代工业经济和信息化(2016年5期)2016-05-17
工业炉(2016年1期)2016-02-27
安徽冶金科技职业学院学报(2015年3期)2015-12-02
新疆钢铁(2015年3期)2015-11-08
国外科技新书评介(2014年3期)2014-12-17
