热塑性交联聚乙烯(TPEXa)管材的制备及性能研究
2023-02-07 07:34段凯歌周朝锡陈小蝶梅振威于东明
中国塑料 2023年1期
段凯歌,朱 辉,倪 佳,泮 豪,周朝锡,陈小蝶,梅振威,于东明
(浙江曼瑞德舒适系统有限公司聚合物实验室,浙江 温州325000)
0 前言
聚乙烯(PE)耐腐蚀性、电绝缘性、成型加工性极佳,在管材、薄膜、电线电缆及日用品等方面用途较广[1⁃3],但其耐热性和抗蠕性能较差,又限制了其更广泛的应用。目前常通过交联和共聚的方式进行改性[4]。
交联聚乙烯(PEX)系PE的交联改性产物,它较大地提高了PE的耐热性和抗蠕变等性能,扩大了PE的应用范围[5⁃8]。如普通高密度聚乙烯(PE⁃HD)管材输送的介质温度一般不能超过40 ℃,而PEX管材在70 ℃的热水系统中使用寿命可达50年。但PEX的缺点是,线形大分子的PE,经交联改性后,其热塑性的线形大分子变成了不溶不熔的网状结构,甚至是体型结构,完全失去了热塑性,带来的弊端是管材无法热熔焊接,在热力管道系统中应用遇到了困难;并且其废品,回收料无法热熔再造,有悖于低碳经济,不利于环境保护。
PERT采用乙烯和辛烯共聚的方法,通过控制侧链的数量和分布得到独特的分子结构,来提高PE的耐热性和抗蠕变性,与热固性PEX相比,PERT保留着普通PE的热塑性,制备的管材既可进行热熔焊接、回收料可以回收再用,耐热性能和抗蠕变性能与PE比又有所提高,但其耐热性能和抗蠕变性不及 PEX[9⁃11]。
为了提高PERT的耐热性和抗蠕变性且保留热塑性,本文选取PERT进行微交联改性制备出一种TPEXa管材[12],使其在保留PERT管热塑性的基础上提高耐热性和抗蠕变性,研究了交联剂的含量对TPEXa材料熔体质量流动速率和交联度的影响,并对TPEXa管材的静液压性能、热熔回收性能及回收料的力学性能进行了测试。结果表明,当交联剂的含量为0.08 %时,TPEXa材料的熔体质量流动速率为5.6 g/10 min(190 ℃,21.6 kg),交联度为2.3 %,负荷变形温度可以达到78 ℃(Tf0.45),耐温性能较好。制备的管材可以通过95 ℃下22 h、165 h和1 000 h静液压测试,测试所用环应力超过PERT II管接近PEX管材环应力的规定,具有较好的耐温性能和抗蠕变性能,并且可以进行热熔回收,回收料具有较好的力学性能。
1 实验部分
1.1 主要原料
PERTⅡ,耐热聚乙烯,市售;
PE⁃Xa,后交联管,市售;
PE⁃RT ,II 型管,市售;
交联剂,DTBP,广州沁丰化工有限公司;
那时候,我有两个选择,猛扑上去尖叫着分开他们或是泪流满面闭门而逃。可是,我忘了该有的反应,只能全身瑟瑟发抖地僵在那里。
抗氧剂,1076,巴斯夫(中国)有限公司;
二甲苯,分析纯,成都科隆化学品有限公司。
1.2 主要设备及仪器
熔体流动速率仪,MFI⁃2322S,承德市金建检测仪器有限公司;
高速混合机,GH⁃6DY,北京华新科塑料机械有限公司;
转矩流变仪,RM⁃200C,哈尔滨哈普电气技术有限责任公司;
红外交联炉,BC⁃HGX,苏州博成烘干设备有限公司;
静液压测试机,JJHBT⁃21015,承德市金建检测仪器有限公司;
塑料管材挤出机组,CE60⁃36,广东巴斯特科技股份有限公司;
实验用注塑机,WZS10D,上海新硕精密机械有限公司;
万能试验机,XWW⁃20T,承德市金建检测仪器有限公司;
热变形、维卡软化点温度测定仪,HDT/V⁃1103,承德市金建检测仪器有限公司。
1.3 样品制备
TPEXa材料制备:分别将PERT II、1076和DTBP按照表1的配方加入到高速混合机中,用1 000 r/min的转速进行搅拌,将混合均匀的原料用单螺杆挤出机挤出成型为条状物,其中螺杆转速为50~60 r/min,各段挤出温度设置为130、140、145、145 ℃,再经红外交联炉交联后切粒制得TPEXa材料,其中红外炉的温度为330~350 ℃,用于研究交联剂的含量对TPEXa材料熔体质量流动速率和交联度的影响。
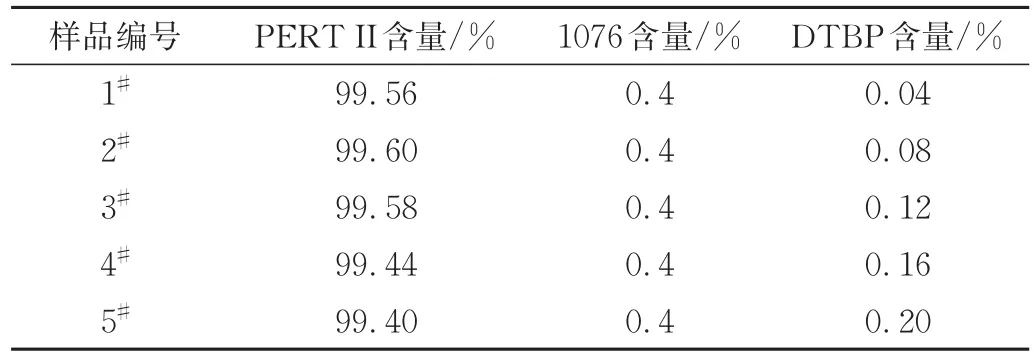
表1 TPEXa材料的样品配方表Tab.1 Formula of TPEXa
TPEXa管材制备:将PERT II、1076和DYBP以99.52 %∶0.4 %∶0.08 %的比例先制备成TPEXa材料,将材料置于塑料管材挤出机机筒中,制备TPEXa管材。其中,挤出工艺条件为 160、175、190、215、205 ℃,螺杆转速为35~40 r/min。TPEXa管挤出过程如图1所示。

图1 TPEXa管的挤出过程Fig.1 Extrusion process of TPEXa pipe
1.4 性能测试与结构表征
交联度测试:参考GB/T 18474—2001标准,称取0.5~1.0 g样品,放入125 μm孔径的不锈钢筛网中制成样包,在圆底烧瓶中以二甲苯为萃取剂,140 ℃回流萃取8 h,再放入真空干燥箱中干燥4 h(真空度保持在85 kPa)并称重,按 式(1)计算交联度Gi:

式中 Gi——交联度,%
m1——筛网的质量,mg
m2——萃取前试样与筛网的质量,mg
m3——后剩余试样与筛网的质量,mg
熔体质量流动速率测试:参考GB/T 2918—2018标准对样品在恒温恒湿箱中,在23 ℃、50 %湿度的环境下进行状态调节40 h后,用熔体流动速率仪测试其熔体质量流动速率,测试参考标准GB/T 3682.1—2018,测试条件:温度为190 ℃,加载砝码为21.6 kg;
负荷变形温度测试:将TPEXa材料放入平板硫化机上用200 ℃的温度热压1 min,压制成4 mm厚的板材,再裁切成80 mm×10 mm×4 mm的试样,按照GB/T 2918—2018对样品进行状态调节40 h后,根据GB/T 1634.2—2019用热变形、维卡软化点温度测定仪测试其负荷变形温度,测试方法选择B法(Tf0.45);
静液压测试:按照GB/T 6111—2018采用静液压测试机对管材样品进行静液压测试,密封头选择A类,测试温度为95 ℃,测试时间和环应力分别为1 h和4.8 MPa、22 h和4.7 MPa、165 h和4.6 MPa、1 000 h和4.1 MPa;
热熔回收测试:将制备好的TPEXa管进行粉碎,采单转矩流变仪配合单螺杆挤出机挤出拉条,观察条状物表面状态,并采用注塑机注塑样条,考察TPEXa管的热熔回收性能;
力学性能测试:首先采用双辊筒混合机将TPEXa管进行破碎后开炼共混,用注塑机注塑成1B型拉伸样条,并按照GB/T 2918—2018,在23 ℃和50 %的湿度下对样条进行状态调节40 h,采用万能试验机进行拉伸试验,拉伸速率为50 mm/min。
2 结果与讨论
2.1 交联剂含量对TPEXa材料熔体质量流动速率和交联度的影响
PE的交联改性是提高材料耐温性能和抗蠕变性能重要的方法,如PEX管的交联度一般会控制在70 %以上,但由于线形大分子之间形成了三维空间网状结构,失去了热塑性而无法进行热熔回收,其熔体质量流动速率无法测试,从耐温性能和抗蠕变性能方面考虑,我们希望材料的交联度高,而从热熔回收方面考虑又希望熔体质量流动速率高,所以这2个性能是一对矛盾体,那么既要提高耐温性能和抗蠕变性能又要保留热塑性能,就需要在交联度和熔体质量流动速率之间寻找一个平衡点,本文探讨了交联剂的含量对TPEXa材料熔体质量流动速率和交联度的影响,如表2所示。可以看出,随着交联剂DTBP含量的增加,TPEXa材料的熔体质量流动速率逐渐减小,交联度逐渐增大,当交联剂的含量为0.04 %时,交联度太小还测试不出来;当交联剂的含量为0.12 %时,熔体质量流动速率已经小到0.9 g/10 min,其加工性能不能满足工程应用;当交联剂含量为0.08 %时,TPEXa材料进行了微交联,交联度达到2.3 %,熔体质量流动速率还有5.6 g/10 min,能够满足材料加工性能,因此本文选择交联剂的含量为0.08 %,并用此配方开展接下来的工作。
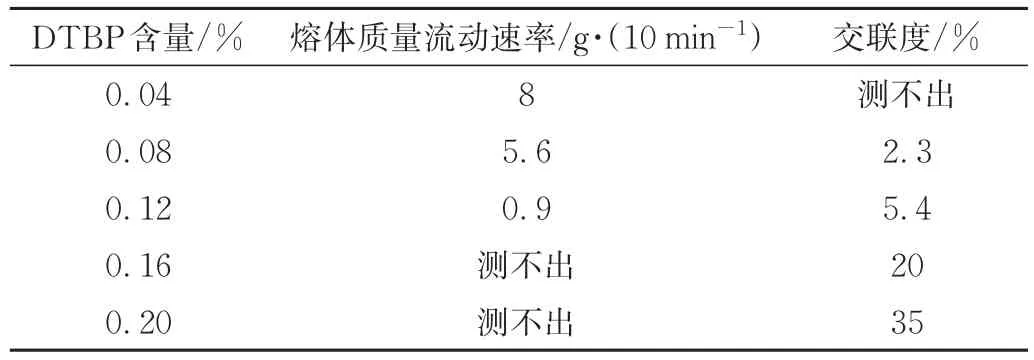
表2 交联剂含量对TPEXa熔体质量流动速率和交联度的影响Tab.2 Effects of crosslinking agent content on TPEXa melt mass flow rate and degree of crosslinking
2.2 负荷变形温度测试
参照GB/T 1634.2—2019,将制备好的TPEXa样条采用热变形、维卡软化点温度测定仪来测试其负荷变形温度,测试方法为B法,即使用0.45 MPa的弯曲应力。并将测试结果与PE⁃Xa和PERT Ⅱ型材料的负荷变形温度进行比较,如表3所示。可以看出,经过部分交联的TPEXa材料负荷变形温度与PERT Ⅱ型相比提高了4 ℃,已经接近PE⁃Xa材料的负荷变形温度,从负荷变形温度数据可以得出TPEXa材料具有良好的耐热性能。原因分析,TPEXa材料由于微交联,部分大分子之间形成了部分三维空间结构,与其他线形大分子缠结,较单纯的线形大分子结构的PERT II耐温性能有所提升,负荷变形温度较PERT II 材料有了大幅提高。
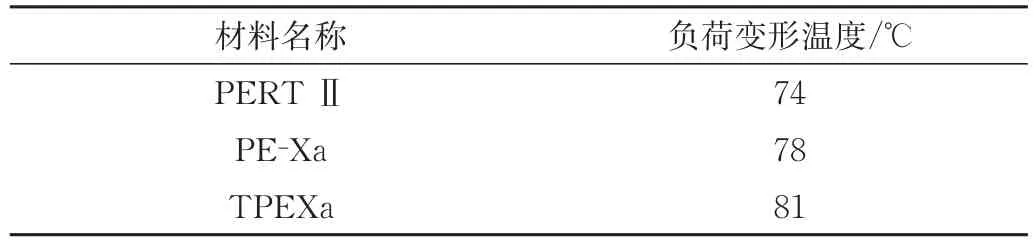
表3 负荷变形温度测试结果Tab.3 Results of load deformation temperature test
2.3 TPEXa管材静液压测试
静液压测试体现了温度、时间和压力三重因素对材料性能的考验,是表征材料耐温性能和蠕变性能重要的手段。按照GB/T 6111—2018标准对TPEXa管材进行静液压测试,将样品裁成350 mm长度,密封头选择A类,测试温度95 ℃,测试时间22 h、165 h和1 000 h,将所使用的环应力分别与PERT II 管和PE⁃Xa管进行对比,结果如表4所示。可以看出,在进行95 ℃,22 h、165 h和1 000 h静液压测试过程中,TPEXa管材所能承受的环应力已超过PERT II管的环应力,接近PE⁃Xa管的环应力。原因分析为,经过微交联,TPEXa材料中的PE大分子少部分产生了网状结构,与其他线形大分子缠结,耐温性能和抗蠕变性能有所提高,所以其静液压性能测试环应力较PERT II有所提升,接近PE⁃Xa。
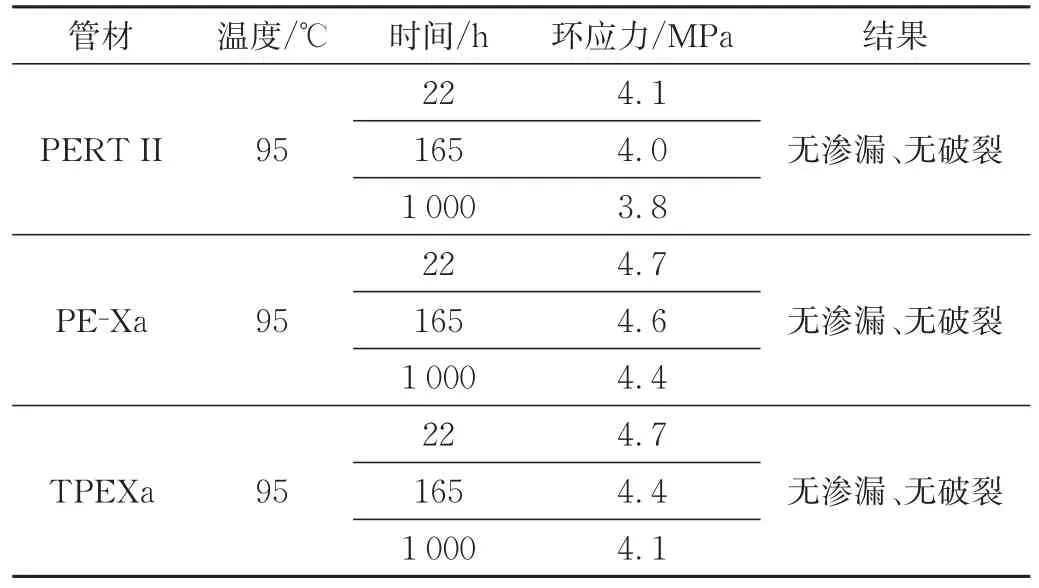
表4 静液压测试结果Tab.4 Results of hydrostatic test
2.4 TPEXa管材热熔回收性能分析
目前,市场上的PE⁃Xa管由于线形大分子的PE经交联改性后,其热塑性的线形大分子变成了不溶不熔的网状结构,甚至是体型结构,完全失去了热塑性,无法进行热熔焊接,回收料无法热熔回收。将破碎后的TPEXa管材回收料经注塑机注塑,得到如图2所示的样条,将TPEXa管回收料在转矩流变仪单螺杆挤出机挤出,得到如图3的料条。
图3 TPEXa回收料拉条Fig.3 TPEXa recycled material straps
从图2可以看出,TPEXa管回收料注塑的样条表面状态良好,无开裂现象,证明TPEXa管具有较好的热熔回收性能。

图2 TPEXa回收料注塑样条Fig.2 TPEXa recycled material injection splines
从图3可以看出,TPEXa管回收料挤出的料条,透明度较好,无晶点,证明TPEXa管具有较好的热熔回收性能。原因分析,TPEXa管由于发生的是微交联反应,线形分子之间大部分是进行了相互缠结,并未完全形成三维空间网状结构,还保留着PERT材料的热塑性,回收料可以进行注塑、拉条等,具有较好的热回收性能。
2.5 TPEXa管回收料力学性能分析
将TPEXa管粉碎后的回收料制备的样条进行拉伸强度和断裂伸长率的测试,并与未加工的纯PE⁃RT II料的性能进行对比,结果如表5所示。可以看出,TPEXa管回收料仍能保持较好的拉伸强度和断裂伸长率,说明TPEXa管不仅可以实现热熔回收再用,且回收料还能保留较好的力学性能。

表5 材料的拉伸性能测试结果Tab.5 Results of tensile properties
3 结论
(1)通过选取PERT进行微交联改性制备出一种TPEXa管材;
(2)研究了交联剂的含量对TPEXa材料熔体质量流动速率和交联度的影响,并对TPEXa管材的静液压性能、热熔回收性能及回收料的力学性能进行了测试;当交联剂的含量为0.08 %时,TPEXa材料的熔体质量流动速率为5.6 %(190 ℃,21.6 kg),交联度为2.3 %,负荷变形温度可以达到78 ℃(Tf0.45),耐温性能较好;
(3)制备的管材可以通过95 ℃下22 h、165 h和1 000 h静液压测试,测试所用环应力超过PERT II管接近PEX管材环应力的规定,具有较好的耐温性能和抗蠕变性能,并且可以进行热熔回收,回收料具有较好的力学性能。
猜你喜欢
印制电路信息(2022年8期)2022-09-21
辽宁化工(2022年5期)2022-05-28
中学生数理化·中考版(2021年9期)2021-11-20
石油沥青(2021年2期)2021-07-21
粘接(2021年2期)2021-06-10
橡塑技术与装备(2018年14期)2018-07-20
合成纤维工业(2017年6期)2018-01-24
橡胶科技(2016年2期)2016-07-30
中国塑料(2016年4期)2016-06-27
中国塑料(2016年3期)2016-06-15