
含硫天然气井口橇装LNG装置胺液发泡分析
2023-01-31 13:04:32徐建军郭晓东吴存辉李勇军王学文周晓舟
煤气与热力 2022年12期
徐建军,郭晓东,陈 熹,吴存辉,李勇军 ,王学文,邱 武 ,周晓舟
(1.大庆油田有限责任公司重庆分公司,重庆 402660;2.昆仑泰客(大庆)技术有限公司,黑龙江 大庆 163000)
1 概述
潼深4井位于四川省广安市,为了解气井的稳产能力、储层类型及连通范围,为后续的气田开发方案编制提供依据,采用井口气净化、液化制成LNG后外运的试采气回收方案开展潼深4井的试采。
潼深4井试采净化站采用一套高度集成的橇装式LNG回收装置,分为井口集输、脱硫脱酸净化、液化装车、公辅工程和燃气发电系统。净化站围绕井口建成,占地面积2.13×104m2,于2022年4月建成并试运行,规模为日处理量30×104m3/d,生产操作弹性范围为50%~110%,装置年运行时间为8 000 h。本文分析该井在试采生产过程中的胺液(MDEA溶液)发泡事件的现象、原因及解决办法。
2 井口橇装LNG工艺流程
2.1 LNG主工艺流程
井口橇装LNG液化流程见图1,压力约60 MPa的含硫高压天然气由井口采气树采出,节流调压至4~5 MPa,经水套炉分离器和吸收塔前过滤器进行气液分离、除粉尘后,进入吸收塔,用MDEA溶液脱除CO2和H2S,再进入脱水单元脱除水分。净化合格的天然气中CO2体积分数小于等于50×10-6,H2S体积分数小于等于4×10-6,蒸汽体积分数小于等于1×10-6,进入冷箱降温至-158~-162 ℃,液化成LNG产品,通过充装臂输送至LNG槽车后外运。
2.2 MDEA溶液工艺流程
吸收塔内自上而下的MDEA溶液流经规整的不锈钢丝网波纹填料床层,与自下而上的天然气逆流接触,吸收了H2S和CO2后的MDEA溶液称为富液。富液从吸收塔底部排出(压力为4.0~4.5 MPa,温度为40~45 ℃),进入闪蒸罐降压闪蒸出轻烃和部分H2S与CO2后,压力降至0.4~0.5 MPa,温度为40~45 ℃,再经贫富液换热器加热至80~90 ℃,进入再生塔进行加热再生。再生合格的MDEA溶液称为贫液,贫液温度为120 ℃。贫液经再生塔底部流出,经贫富液换热器回收热量,再由贫液冷却器冷却至45 ℃,经贫液泵增压进入吸收塔顶,完成MDEA溶液循环。
2.3 酸气处理
在再生塔中被解吸出的H2S和CO2气体,由塔顶排出进入硫回收单元,脱硫回收生成硫膏,脱硫后的酸气通过放空管道送入火炬焚烧。从硫回收单元得到的硫膏则由专业单位进行处理。
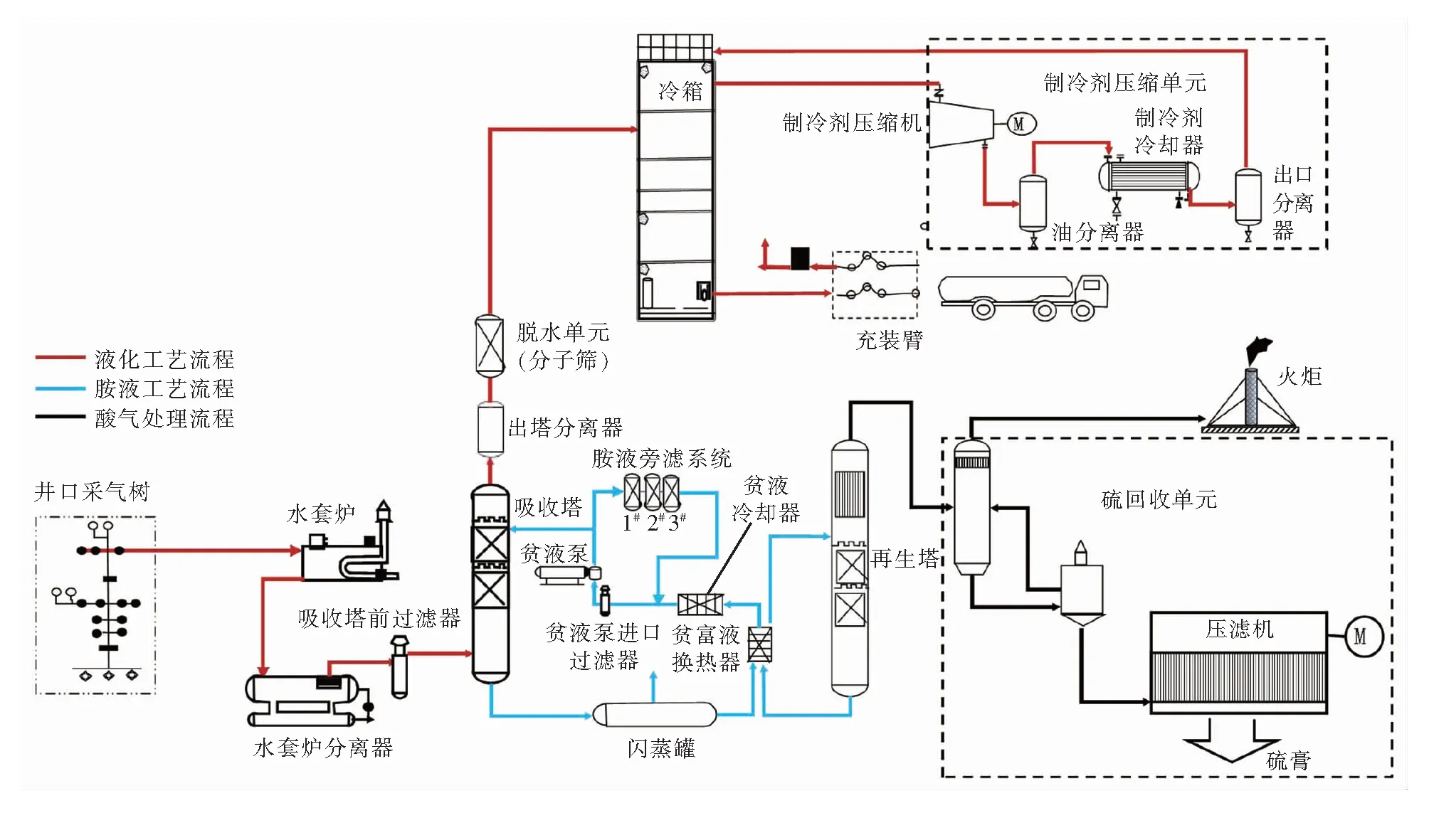
图1 井口橇装LNG液化流程
3 胺液发泡机理
一些外来物质导致胺液发泡[1-2],它们对胺液发泡的影响由大到小排列顺序为:固体颗粒、缓蚀剂、表面活性剂、其他污染物[3]。
3.1 固体颗粒对胺液发泡的影响
胺液中的固体颗粒主要来自胺液中的降解物及从过滤器中流失的活性炭颗粒。胺液在高温、酸性气体、溶解氧和其他杂质的作用下会发生热降解、氧化降解和化学降解[4],产生离子型胺盐、有机酸等难以再生的物质。由于这些盐在再生过程中仍与胺结合呈稳定结构,因而称为热稳态盐。这些热稳态盐不断累积,既降低了胺液有效浓度,自身也成为发泡因子。
研究表明[5],Fe(OH)3、FeS、活性炭等固体颗粒对胺液的发泡也有较大影响。固体颗粒粒径对发泡的影响不大,但固体颗粒质量浓度对发泡的影响显著。FeS颗粒质量浓度为0.25 g/L、活性炭和Fe(OH)3颗粒质量浓度为0.1 g/L时对胺液发泡能产生较大影响。
3.2 表面活性剂对胺液发泡的影响
MDEA溶液泡沫的形成过程见图2。当向胺液中通入天然气时,在胺液内部产生气液界面,形成气泡。具备表面活性的分子被吸附到气液界面,降低了气液界面处溶液的表面张力,使气泡趋于稳定[3]。一般来说,纯水及至纯的表面活性剂,由于其表面和内部的均匀性,不能形成弹性膜,所以它们的泡沫不稳定。但在不纯体系中,如果还有乳化剂、分散剂、增稠剂等多种含表面活性剂物质时,不仅会增强起泡性,还有助于泡沫的稳定[6],表面活性剂的发泡作用见图3。泡沫形成时,表面活性剂的亲水基和憎水基被气泡壁吸附,有规则地排列在气液表面,形成了弹性膜,阻止了泡沫的破灭。在泡膜的表面,活性剂的液体增加了泡膜的厚度,使气泡获得稳定。增稠剂、离子型乳化剂也有利于泡沫的稳定,分子链越长链间引力越大,泡膜的弹性越好,力学强度也越大。
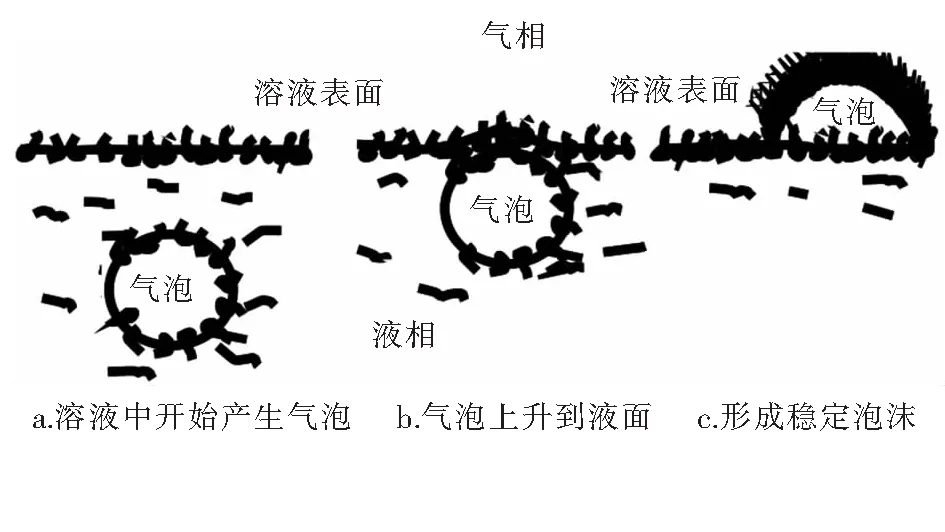
图2 MDEA溶液泡沫的形成过程
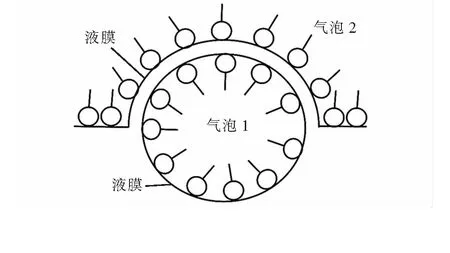
图3 表面活性剂的发泡作用
4 潼深4井胺液发泡原因分析
4.1 胺液发泡现象
潼深4井自2022年4月24日投产后,分别在6月27日20:10、7月2日7:00、8月24日9:40出现较为典型的导致生产中断的胺液发泡现象。下面对6月27日、8月24日的生产数据进行分析。
① 6月27日工况
6月27日工况发泡前后数据对比见表1。6月27日20:10,吸收塔压差为14.86 kPa,到20:20上升至27.15 kPa;20:25,出塔分离器液位由原来的12%上升至78%;20:30,脱酸后分子筛前天然气中CO2体积分数上升至35.14×10-6,H2S体积分数上升至24.61×10-6,分子筛后水露点上升至-20.03 ℃,天然气净化不合格,装置停车。
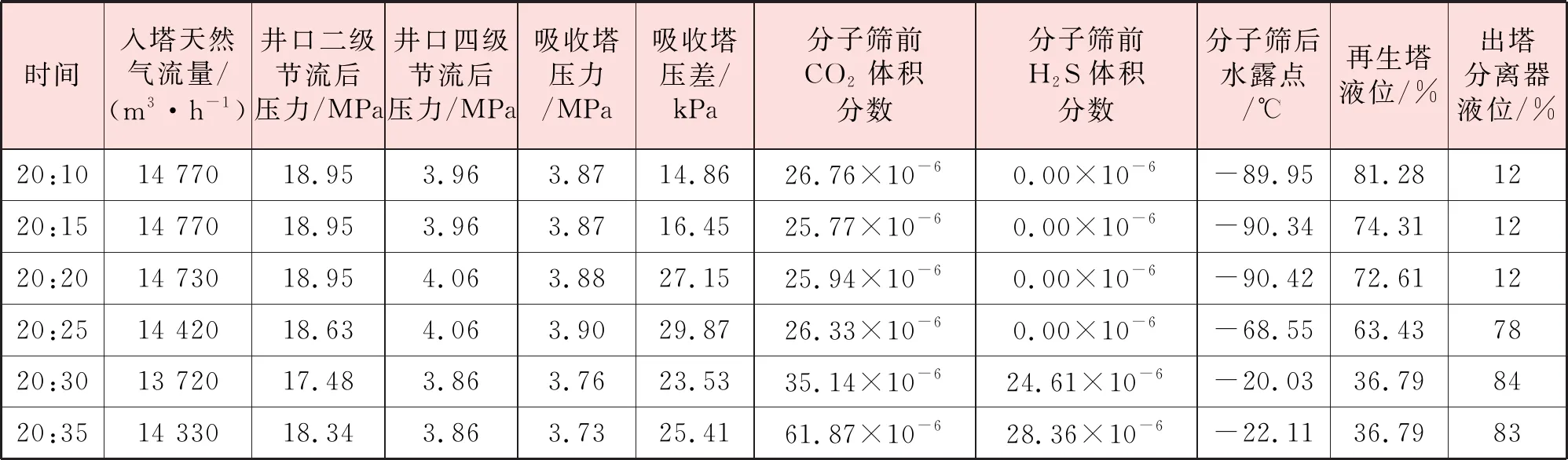
表1 6月27日工况发泡前后数据对比
根据上述情况,初步断定是吸收塔胺液发泡形成液泛,吸收效果下降,导致脱酸、脱碳不合格。液泛后胺液随天然气被带出吸收塔,进入分子筛,导致分子筛脱水不合格。
② 8月24日工况
8月24日工况发泡前后数据对比见表2。8月24日发泡迹象很轻微,吸收塔压差变化不大,出塔分离器液位不变,但下面这些现象反映了胺液发泡的本质。
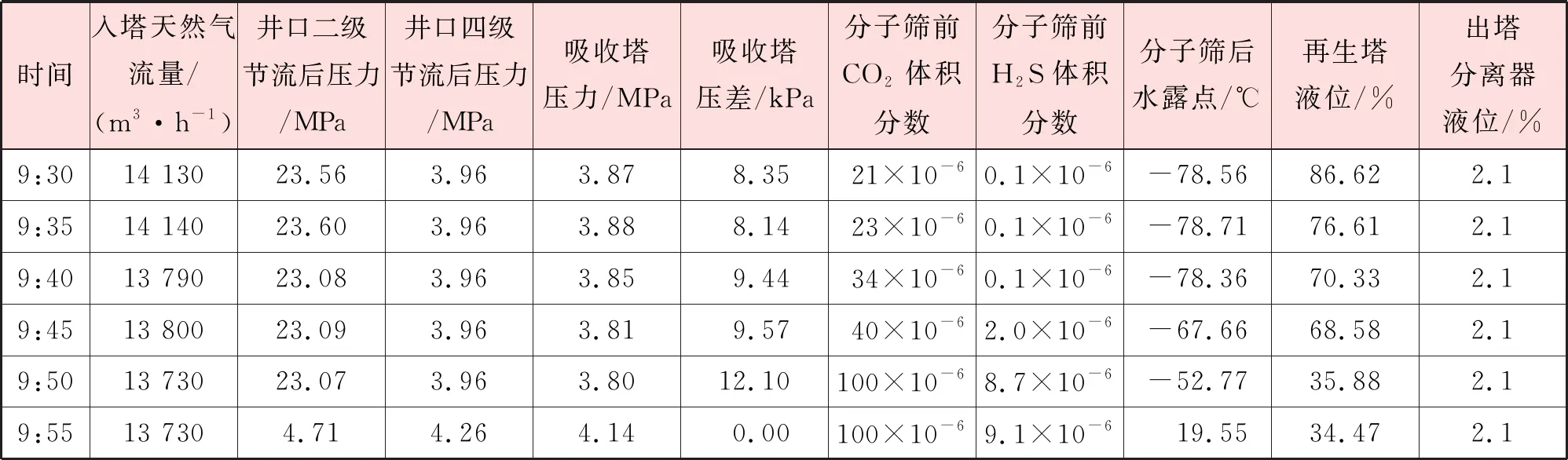
表2 8月24日工况发泡前后数据对比
a.9:50,脱酸后分子筛前天然气中CO2体积分数上升至100×10-6,H2S体积分数也由0.1×10-6上升至8.7×10-6,这是大量泡沫阻碍气液接触造成。
b.再生塔液位下降。
c.分子筛后水露点升高。
此次发泡时操作员反应迅速,发泡被迅速控制,被气流夹带的主要是泡沫,出塔分离器液位不变,但胺液泡沫随气流进入分子筛,覆盖在分子筛床层表面,导致了分子筛后水露点迅速升高,分子筛脱水不合格。
4.2 胺液发泡原因分析
① 新胺液、旧胺液发泡试验[3]
由于MDEA溶液为非纯体系,自身就具有发泡性质,为检定本装置胺液的发泡程度是否合格,根据SY/T 6538—2016《配方型选择性脱硫溶剂》,对潼深4井的新旧胺液做发泡试验,以排除胺液质量方面的原因,同时也为使用中的胺液发泡评价提供参照。其中新胺液指未使用的胺液,旧胺液是取自贫液泵进口的贫液。
胺液发泡试验装置见图4,图中数值的单位均为mm。试验方法:配置MDEA质量分数为40%的水溶液试样(温度40 ℃),得到新胺液,加入在发泡管中,液面高度h2为100 mm。通入250 mL/min空气,待发泡的泡沫稳定后开始计时。通气5 min,记录最终的发泡高度h1及消泡时间。SY/T 6538—2016规定h1小于50 mm、消泡时间小于10 s为合格。同样取旧胺液进行同样的试验,记录发泡高度及消泡时间。
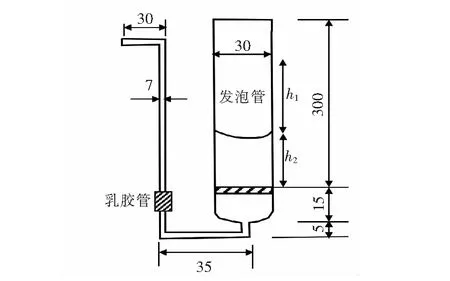
图4 胺液发泡试验装置
试验结果表明,新胺液发泡高度20 mm,消泡时间2 s,满足SY/T 6538—2016规定,品质合格。旧胺液的发泡高度300 mm,消泡时间90 s,发泡严重,不满足SY/T 6538—2016规定。试验结果排除了新胺液品质导致的发泡,需对旧胺液发泡原因进行排查。
② 贫液中的污染物
a.贫液中的固体颗粒
潼深4井MDEA溶液工艺流程采用3段式胺液旁滤系统净化胺液。第1段过滤器过滤较大的固体颗粒,第2段过滤器吸附贫液中的烃类物质、部分降解物和其他细小的固体颗粒,第3段过滤器过滤可能从第2段过滤器中流失的活性炭颗粒。
贫液泵进口取样见图5。贫液目测可见黑色悬浮物,见图5a。当打开胺液旁滤系统检查时,从过滤器底部发现活性炭颗粒,见图5b。清洗贫液泵进口过滤器时也收集到大量活性炭颗粒,但由于清洗的时候未做计量,难以准确统计。这充分证明3段式胺液旁滤系统过滤后仍有固体颗粒进入胺液系统。

图5 贫液泵进口取样
b.贫液中的油污
从5月开始,贫液中开始出现明显油膜,随着运行时间的延长而越来越多。在胺液旁滤系统检查过程中,从过滤器底部发现类似润滑油的油污,与胺液混合后静置片刻即可分层,见图6。在吸收塔前过滤器底部也发现类似的油状物质,量很小,一个月取得约200 mL。推测该物质有两个可能的来源:一是由井口气带来的高沸点混合烃类,二是再生塔再沸器漏入贫液系统的导热油。通过对井口气取样进行全组分分析,井口气中没有C4以上的烃类,基本排除由井口气带来的高沸点混合烃类导致发泡的可能,故导热油漏入的可能性较大。

图6 胺液旁滤系统过滤器底部油污
③ 井口气带来的污染物
在水套炉分离器取气田水样时发现一些pH值呈酸性的乳白色液体,疑似为压裂液,随即对乳白色液体取样进行2次分析化验,分析表明乳白色液体为压裂液残留物。为查明压裂液残留物是否会导致胺液发泡,对其进行发泡试验。
按新胺液试验标准配置质量分数为40%的胺液,压裂液残留物用脱盐水稀释为体积分数为10%的测试试剂。取新胺液加入发泡管,液面高度h2为100 mm,改变测试试剂加入量分别进行试验。通入空气250 mL/min,保持5 min,待发泡的泡沫稳定后开始计时,观测发泡高度和消泡时间。压裂液残留物发泡试验结果见图7。可以看出,随着测试试剂加入量增加,发泡高度和消泡时间均整体呈升高趋势。
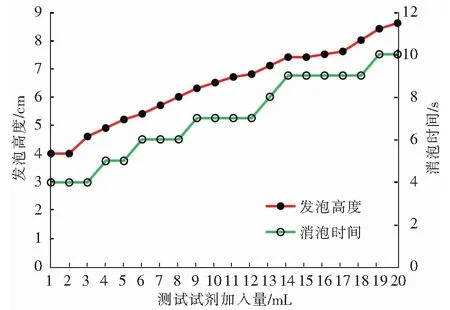
图7 压裂液残留物发泡试验结果
试验结果证明,压裂液残留物可以增加胺液发泡高度。由于压裂液残留物中含有缓蚀剂等表面活性剂成分,这些物质随天然气进入胺液系统,在胺液中积累到一定浓度后导致胺液的表面张力显著下降,不仅容易引起胺液发泡,同时还能使液膜表面带电,从而使泡沫变得更稳定、不易破裂而导致迅速、严重的发泡。这是潼深4井胺液发泡剧烈程度远大于其他井站胺液发泡的主要原因。
5 胺液发泡应对措施
① 在保证净化指标合格的条件下,适度降低再生塔底操作温度,以减少胺液降解。
② 加强贫液过滤器的日常管理,及时更换滤芯,防止过多的固体颗粒杂质进入胺液系统。
③ 根据贫液的污染情况,用新胺液对胺液系统进行部分在线置换。
④ 加强井口油污分离,尽可能分离掉井口气田水中的有机杂质和压裂液残留物。
⑤ 对再沸器进行检查,排除漏点消除隐患。
⑥ 发泡剧烈的时候适度加入消泡剂,以抑制发泡,将发泡控制在可接受的范围以内。
⑦ 在吸收塔压差出现剧烈波动时,降低天然气负荷,以降低气液比,降低发泡强度。
采取上述措施以后,发泡现象得到有效控制,目前装置已经达到满负荷运行。
6 结论与建议
通过对潼深4井胺液的发泡现象进行分析,分别对新胺液、旧胺液(贫液泵进口的贫液)、压裂液残留物进行发泡试验。得出贫液中固体颗粒、贫液中油污、压裂液残留物是造成胺液发泡的原因。为降低胺液中的各种杂质,提出如下建议。
① 在井口水套炉后增加1台旋风三相分离器和1套活性炭过滤器,以强化油、气、水的分离,吸附各种气溶胶类的污染物。
② 增加1套胺液旁滤系统,2套胺液旁滤系统可以对贫液进行在线更换,保证装置安全平稳运行。
③ 在胺液系统增设全流量机械过滤器,对胺液进行全部过滤,而不是部分过滤。目前,已有装置在胺液系统设置全流量机械过滤器,取得了很好的效果[7]。
④ 由于发泡是由气流通过胺液而产生,所以加减负荷时操作幅度过大会影响胺液发泡的强度,在某些特定条件下甚至会起到关键作用。例如在对分子筛再生气进行切塔操作的时候,如果气流波动过大,打破了吸收塔的气液平衡,恰巧此时吸收塔的工况临近液泛点,就很可能成为导致吸收塔液泛的主要原因。因这种情况可以通过优化操作法来进行有效控制,所以在此未展开讨论,但仍然需要高度重视。
猜你喜欢
西部交通科技(2022年2期)2022-04-27 00:34:29
食品安全导刊(2021年21期)2021-08-30 08:21:42
石油炼制与化工(2021年8期)2021-08-17 03:00:30
水泵技术(2021年3期)2021-08-14 02:09:24
石油学报(石油加工)(2020年4期)2020-09-27 09:20:10
化工进展(2020年3期)2020-04-01 10:04:30
石油沥青(2019年6期)2020-01-16 08:57:16
石油化工设备技术(2019年5期)2019-09-05 12:04:12
中国化工贸易·中旬刊(2018年11期)2018-10-21 20:12:20
化工进展(2016年12期)2016-12-10 08:18:32
