天然气半贫液脱碳工艺三元胺液配方优选
2020-04-01 10:04:30陈杰张媛媛花亦怀唐建峰郭昊田汝峰曾庆军
化工进展 2020年3期
陈杰,张媛媛,花亦怀,唐建峰,郭昊,田汝峰,曾庆军
(1中海石油气电集团有限责任公司技术研发中心,北京100027;2中国石油大学(华东)储运与建筑工程学院,山东青岛266580;3中海石油(中国)有限公司湛江分公司,广东湛江524057)
近年来,随着我国天然气开发进程的推进,越来越多的高含碳天然气气田被探明,该类气田原料气中CO2含量通常在20%以上[1-2],CO2的存在会对天然气热值产生影响,并造成设备腐蚀,故必须对其进行处理以保证后续使用过程的安全高效[3-5]。胺液配方作为化学吸收法脱碳的基础,在工艺中起着至关重要的作用,不同种类的胺液配方与CO2反应原理不同,吸收及再生效果不同,通过不同胺液配方的复配,可明显改善CO2的吸收效果,达到提升净化效果的目的。对于高含CO2天然气的净化处理,若采用传统一段吸收、一段再生的全贫液工艺[6],无法对中低位余热进行利用,必须采用增加吸收剂循环量的手段以确保装置净化效果,脱碳系统能耗将显著提高,进而导致实际工艺操作费用显著增加。因此高吸收性能、低再生能耗的脱碳溶液以及采用高效节能的脱碳处理流程是高含碳天然气处理技术节能的关键。近年来,两段吸收、两段再生的半贫液脱碳工艺的提出成为解决这一问题的重要手段[7-9]。对于半贫液工艺而言,由于富液再生过程利用汽提蒸汽余热[10],再生温度较低,故其胺液筛选过程关注的重点与常规工艺有一定区别,除了胺液的吸收解吸性能以外,也应结合胺液的热力学性能对其进行分析筛选,因此,在吸收剂选择时,应综合考虑吸收能力、解吸率、再生能耗等参数,在保证CO2净化效果的同时,有效降低能耗和成本[11]。
本研究基于某工厂PZ 活化MDEA 半贫液工艺[12],在现有设备能力下进一步提升胺液性能,从降本增效的角度考虑,尽量减少胺液置换,故考虑在现有胺液配方的基础上进行三元胺液的配制,寻求现有胺液的替代吸收剂。以此为目标本文开展半贫液工艺下单一胺液的实验研究,确定合适的主体胺液及添加剂,并通过实验探究三元复配胺液的吸收及再生性能,旨在寻找吸收容量大、吸收速率快、解吸率高、循环溶解度高、再生能耗低综合性能优的胺液配方,达到节能降耗的目的。
1 半贫液工艺流程
半贫液工艺流程由传统工艺改进而来,其最早应用于挪威北海气田在20 世纪90 年代后期投产的Sleipner 天然气净化厂,该工艺主要适用于高含碳天然气的CO2脱除过程,图1 所示为海南东方终端天然气处理厂的工艺流程图[13]。吸收塔中设有主吸段和精吸段,再生塔中设有常解段与汽提段,吸收塔出塔富液经闪蒸后在再生塔上段进行初步解吸,其沿再生塔向下与来自汽提段的水蒸气逆流接触,使富液中的CO2部分解吸出来成为半贫液,初步再生后的大部分半贫液进入吸收塔下段进行天然气粗脱,少部分半贫液与贫液换热后进入再生塔下段经重沸器进行加热再生,在高温条件下使CO2进一步解吸,使溶液进行完全再生,再生后得到的贫液经冷却后进入吸收塔上段进行天然气精脱。该流程可使再沸器加热的富液流量减少,从而达到节能降耗的目的。
2 实验部分
2.1 实验装置
所采用的吸收实验、再生实验及酸解实验装置参见文献[14]。
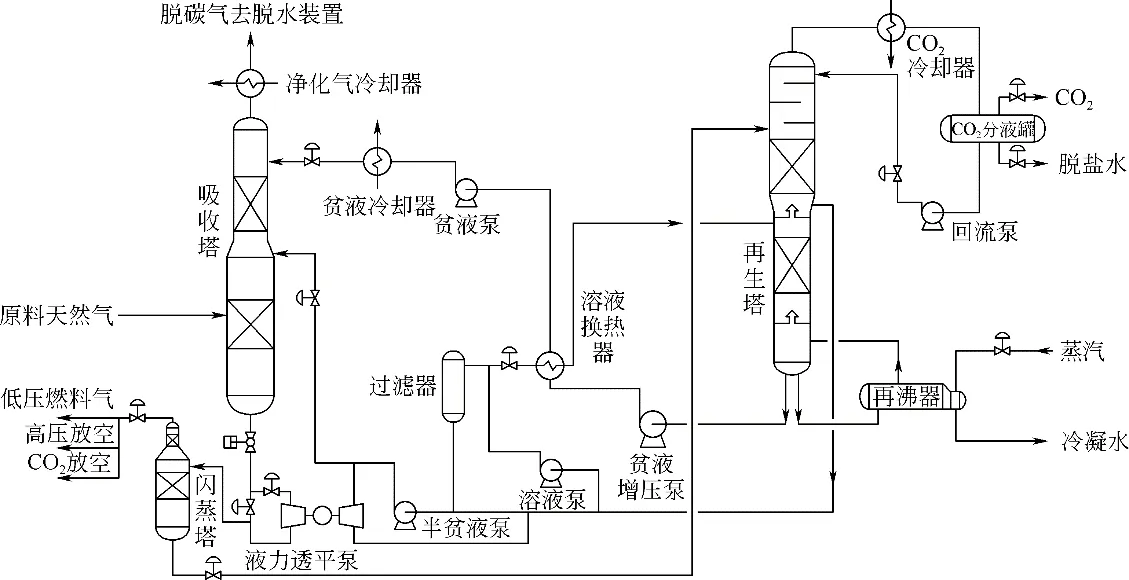
图1 半贫液工艺流程图
2.2 实验方法
与传统全贫液胺法脱碳工艺相比,半贫液工艺采用分段吸收,故整个脱碳系统包含胺液的三种状态,即贫液、半贫液、富液,且包含两个循环过程,即贫液与富液、半贫液与富液。除关注贫液富液的吸收及解吸性能外,半贫液的吸收及解吸性能不容忽视。
(1) 半贫液配制实验方法
在本文半贫液工艺中,半贫液为吸收了一定量CO2的胺液,其含碳量为富液饱和含碳量的50%~70%。半贫液由再生塔中部输出后未经冷却直接输入吸收塔中部,在较高温度(不低于60℃)下吸收,其吸收性能不明,其吸收过程结束形成的富液在再生塔上段进行初步解吸,解吸所需热量由再生塔下段产生的汽提蒸汽提供,故解吸温度较低(不高于100℃),其解吸速率、解吸率、解吸能耗、循环溶解度尚未有研究提及。因此,贴合现场实际的半贫液制备是研究半贫液的关键。
由于脱碳系统吸收塔内胺液配方与原料气接触时间一定,故本文以吸收时间来确定半贫液模拟配制方法。取某工厂PZ 活化MDEA 半贫液工艺系统的贫液样品100mL,通入初始压力为3.13MPa的纯CO2,在搅拌速率220r/min、吸收温度50℃下进行反应釜吸收实验。经实验探索可知,当吸收过程进行75min后,将得到的半贫液取出,通过酸解实验测得其CO2含量与工厂的半贫液吻合。故确定半贫液配制方法如下。
配制贫液状态下的胺液100mL,在搅拌速度220r/min、吸收温度50℃、初始通气压力为3.13MPa的纯CO2的条件下进行吸收实验,实验进行75min后将胺液取出,得到不同种类及配比的胺液半贫液,用于后续半贫液吸收性能的研究。
(2) CO2相对再生能耗实验方法
研究贫液或者半贫液的再生性能均需要CO2相对再生能耗指标。通过对本文作者课题组原有再生实验装置[13]进行改进,油浴恒温槽周围及上方包裹多层B1 级橡塑板,进行绝热保温,整个解吸过程电能消耗由高精度(±0.001kW·h)电能表记录。其具体实验步骤如下。
打开油浴,设定解吸温度,待硅油温度升至所需解吸温度,放入吸收实验得到的富液,同时记录此时高精度电能表初始读数E1,温度检测仪实时记录三口烧瓶内胺液温度,待气体流量计读数在3min 内无变化时,终止解吸。取出解吸得到的贫液,同时记录最终电能表读数E2。
(3) 半贫液循环实验方法
为了研究半贫液的循环性能,利用现有吸收、再生、酸解装置,模拟现场工艺中半贫液-富液循环过程,进行半贫液-富液循环实验,全面剖析半贫液在此工艺中的性能。其具体实验步骤如下。
首先配制半贫液,将配制完成的100mL 半贫液吸入反应釜中,向其中通入初始压力为3.13MPa的65%N2+35%CO2混合气,在吸收温度70℃、搅拌速率220r/min条件下进行半贫液吸收实验,1h后将胺液从反应釜中取出,通过酸解实验得到吸收后的富液酸气含量。之后将富液放入再生实验装置中,设定再生温度为70℃使其进行再生,1h 后将胺液取出,通过酸解实验得到再生后的半贫液酸气含量。为保证实验准确性,将以上吸收及再生实验过程循环三次,记录稳定后的富液与半贫液酸气含量差值为胺液循环溶解度。
2.3 实验指标
本文吸收及再生实验所采用的实验指标如下。
(1)吸收负荷L、吸收速率c及解吸率η的定义及计算公式参见文献[14]。
(2)循环溶解度Cd为单位体积富液所含CO2的量与单位体积富液再生所得半贫液所含CO2的量之差,用来表征胺液循环吸收能力,单位为mL。半贫液循环溶解度越大,表明其吸收及再生综合性能较优。
(3)CO2相对再生能耗Ed为单位时间解吸能量输入与单位时间解吸出的CO2的质量的比。再生能耗是表征胺液再生性能的重要指标。

式中,Eelectricity为单位时间电能消耗,kJ/h;MCO2为CO2摩尔质量,44kg/kmol;nCO2为单位时间解吸出的CO2的量,mol/h;VCO2为胺液所含CO2体积,mL;T为室内温度,℃。
3 结果与讨论
3.1 主体胺液及添加剂筛选
在胺液吸收性能筛选实验中,采用N2+CO2混合气代替天然气,通过各胺液间的实验对比筛选得到吸收性能相对较优的胺液。选取6种常用单一胺液MDEA、TEA、DEEA、AMP、DETA、PZ分别进行半贫液工艺下的吸收及再生实验,从贫液、半贫液吸收性能、富液再生性能及再生能耗角度筛选出性能较优的主体胺液及添加剂,为后续三元胺液的复配提供依据。
3.1.1 单一胺液贫液吸收性能
在气质条件为35%CO2+65%N2混合气、初始通气压力3.13MPa、搅拌速率220r/min、吸收温度为50℃的实验条件下,配制3mol/L 的MDEA、TEA、DEEA、AMP、DETA、PZ 分别进行吸收实验,结果如图2、图3及表1所示。

图2 单一胺液贫液吸收速率对比图

图3 单一胺液贫液吸收负荷对比图

表1 各单一胺液饱和容量
由图2 及图3 可知,各单一胺液的吸收速率均随时间的增加逐渐下降,吸收负荷随时间的增加逐渐增大,最终均达到平衡。其中PZ 及DETA 在前20min 吸收速率较大,吸收负荷也高于其他4 种胺液,从胺液分子结构角度进行分析可知,PZ 中含有两个仲氨基,烯胺分子中含有多个伯胺、仲胺基,故其吸收CO2速率较快;而AMP 为空间位阻胺,其含有一个伯氨基和一个叔氨基,相同气质条件下,其吸收能力不如PZ 和DETA。DEEA、MDEA、TEA均为叔胺,在混合胺液中常作为主体胺液成分,由表1 中数据可知,DEEA 的饱和容量远大于MDEA、TEA,且初始吸收速率在叔胺中最高。PZ、AMP、DETA常作为添加剂使用,三者的饱和吸收容量均较高。从CO2吸收过程进行考虑,应选择吸收性能优的胺液,增加贫液吸收容量和吸收速率,进而减少贫液循环量,降低能耗。因此,AMP、PZ、DETA均为较适宜的添加剂。
3.1.2 单一胺液半贫液吸收性能
控制吸收实验温度为70℃,对3mol/L 的各单一胺液(MDEA、TEA、DEEA、AMP、DETA、PZ)配制成的半贫液进行吸收实验,结果如图4、图5所示。
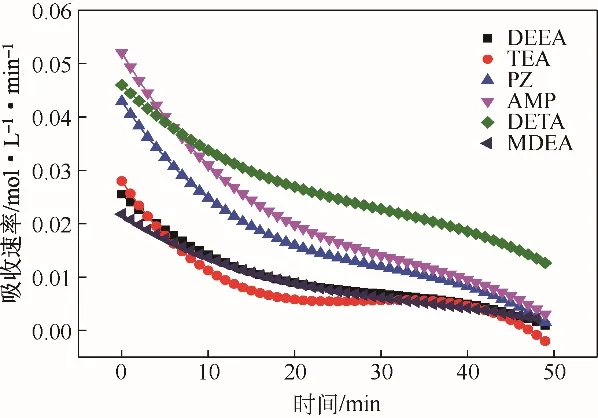
图4 单一胺液半贫液吸收速率对比图

图5 单一胺液半贫液吸收负荷对比图
由图4、图5 可得,当各单一胺液为半贫液状态时,其中AMP 的初始吸收速率最快,但其吸收负荷低于DETA,且DETA 在整个吸收过程中一直维持较高的吸收速率,吸收负荷在6种单一胺液中为最高;PZ 吸收速率及吸收负荷适中,整体在AMP和DETA之下。对于三种叔胺而言,其吸收速率和吸收负荷曲线较为一致,重合度较高。由于整个工艺中半贫液循环量占总胺液循环量的5/6,各胺液在半贫液状态下的吸收性能也应作为重要的部分进行考虑,综合分析可知,在半贫液状态下AMP及DETA均呈现较好的吸收性能,三种叔胺吸收性能差别不大。
3.1.3 单一胺液富液再生性能
(1)单一胺液解吸率 再生温度为70℃时,分别对3mol/L的MDEA、TEA、DEEA、AMP、DETA、PZ 在富液酸气含量为118mL/3mL 胺液时进行各单一胺液的富液再生实验,控制实验时间为1h,结果如图6、图7所示。
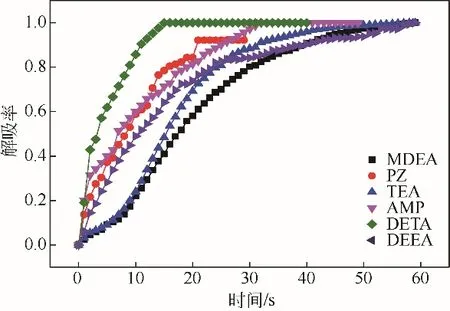
图6 单一胺液解吸曲线对比图

图7 单一胺液解吸率对比图
由图6、图7 可得,各单一胺液在工厂富液状态(即酸气含量相同,解吸温度相同)下解吸时,DETA解吸速率最快,最快达到解吸平衡,但最终解吸率最低。PZ、AMP在30min左右解吸完毕,解吸最快,但最终解吸率AMP 大于PZ。而对于三种叔胺,其解吸速率为DEEA>TEA>MDEA,但最终解吸率为TEA>MDEA>DEEA。从解吸的角度来看,为增加半贫液循环溶解度,提高半贫液对胺液整体吸收量的贡献度,添加叔胺类胺液是必要的选择,其可改善混合胺液的再生效果,提高混合胺液的解吸率。
(2)单一胺液CO2相对再生能耗 利用电能表,对3.1.3节各单一胺液富液再生实验过程中的CO2相对再生能耗进行测算,实验结果如图8所示。
由图8 可以看出,单一胺液的CO2相对再生能耗 顺 序 为 DETA>PZ>AMP>DEEA>MDEA>TEA,且DETA 的能耗约为PZ 的两倍,AMP 能耗约为PZ的1/2,三种叔胺能耗整体较低。通过热力学分析可知,单一胺液的CO2相对再生能耗同各胺液再生热有着一定对应关系。一般来说,吸收速率越快,吸收热越高,解吸所需热量也越多。因此烯胺DETA、环状有机胺PZ、空间位阻胺AMP 能耗较高,叔胺MDEA、TEA、DEEA 较少,其中由实验结果可知,TEA 再生能耗最低。从再生角度看,由于再生上塔所需热量为下塔所提供的蒸汽余热,为节能降耗,在保证解吸率的同时,应选择能耗低的胺液,故认为叔胺是较为适宜的主体胺液。
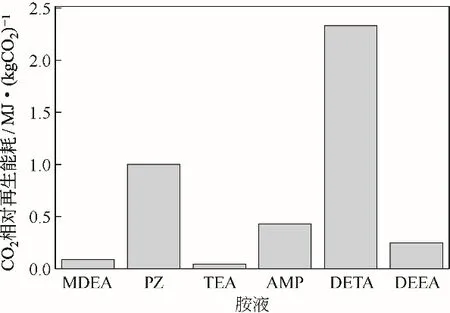
图8 不同单一胺液CO2相对再生能耗对比图
由于半贫液工艺的特殊性,在进行主体胺液及添加剂筛选时,需同时对贫液及半贫液状态下的胺液吸收特性进行考虑,并结合其解吸率及再生能耗进行综合分析,由以上实验结果总结可知,叔胺在吸收速率、解吸率方面各有优缺点,合理的组合利于发挥其共同优势,因此选择DEEA、MDEA、TEA作为主体胺液。但DETA解吸率较低且再生能耗较高,而富液再生过程较差将直接导致半贫液循环量减小,故不考虑DETA,在后续研究中选取吸收性能较好、再生性能较为适中的AMP和PZ作为添加剂。
3.2 三元复配胺液筛选
在该半贫液工艺条件下,前期研究表明PZ 活化MDEA 二元胺液配方的最优总胺质量分数为40%,故以此作为三元复配胺液优选最优总胺浓度,选择MDEA与DEEA或TEA作为双主体胺液进行复配,选择PZ或AMP作为添加剂,进行半贫液工艺下双主体三元复配胺液实验研究,其具体配方如表2所示。
3.2.1 三元复配胺液贫液吸收性能
在气质条件为35%CO2+65%N2混合气、初始压力3.13MPa、搅拌速率220r/min、吸收温度为50℃的条件下进行吸收实验,分别配制如表2 所示的4种混合胺液进行实验,实验结果如图9、图10所示。

表2 双主体三元胺液配方

图9 三元复配贫液吸收负荷对比图
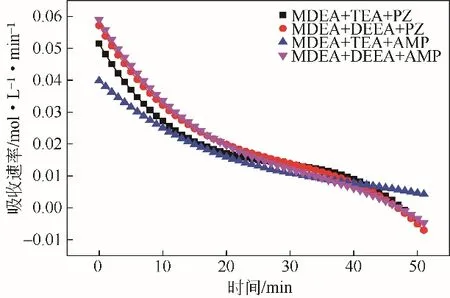
图10 三元复配贫液吸收速率对比图
由图9及图10可知,当MDEA/DEEA为主体胺液时,两种胺液配方贫液状态下的吸收速率和吸收负荷均较高且曲线基本重合。当MDEA/TEA 为主体胺液时,添加剂为PZ 时,对胺液整体吸收负荷和吸收速率的提升程度大于AMP。由于叔胺结构中氮原子没有与氢原子直接相连,所以在与CO2反应过程中无法直接形成两性离子,通常认为叔胺在反应过程中起到了类似催化剂的作用,即游离胺与水之间形成的氢键增强了水与CO2反应的活性,从而促进了CO2的水化。但三元复配胺液与二元混合胺液相比,其反应机理和交互作用更复杂,其机理研究尚未有明确结论。因此,从提高吸收速率降低贫液循环量角度而言,应选择MDEA/DEEA作为主体胺液进行三元胺液复配。
3.2.2 三元复配胺液半贫液吸收性能
在气质条件为35%CO2+65%N2混合气、初始压力3.13MPa、搅拌速率220r/min、吸收温度为70℃的条件下进行吸收实验,实验结果如图11、图12所示。

图11 三元复配半贫液吸收负荷对比图

图12 三元复配半贫液吸收速率对比图
由图11及图12可知,当胺液为吸收了一定量CO2的半贫液时,最大吸收速率为0.03973mol/(L·min),与图10 中最低贫液吸收速率0.03983mol/(L·min)相当,可见半贫液的吸收速率明显低于贫液的吸收速率。此时,三元胺液配方MDEA+DEEA+AMP 及MDEA+TEA+PZ的吸收负荷较高,且其初始吸收速率也高于其他两种配方。AMP 为空间位阻胺,其氮原子上连接一个巨大的官能基,会阻碍醇胺与CO2的键结,因而降低氨基甲酸根的稳定性,使得氨基甲酸根极易水解还原成醇胺及碳酸氢根离子,故可在一定程度上提高混合溶液的吸收速率。从提高半贫液吸收速率的角度而言,认为MDEA+DEEA+AMP、MDEA+TEA+PZ是较为适宜的三元复配胺液配方。
3.2.3 三元复配胺液富液再生性能
(1)三元复配胺液解吸率 将3.2.2 节半贫液吸收完成得到的富液,在胺液温度为70℃下进行再生实验,结果如图13、图14所示。

图13 三元复配富液解吸曲线对比图

图14 三元复配富液解吸率对比
由图13、图14 可得MDEA+DEEA+AMP 胺液解吸速率最快,明显优于其他胺液,但其最终解吸率最低;其他三种配方在解吸前20min解吸速率基本一致,曲线重合度较高;MDEA+TEA+PZ胺液解吸率在4种胺液配方中最高。从整体上看,MDEA/TEA双主体胺液的最终解吸率高于MDEA/DEEA双主体胺液,TEA 的加入显著提高了胺液的解吸率。因此,为利于富液解吸,提高半贫液循环溶解度,应选择加入TEA提高解吸率,加入PZ或AMP提高吸收速率。
(2)CO2相对再生能耗 利用电能表,对3.2.3节中(1)各三元复配富液再生实验过程中的CO2相对再生能耗进行测算,结果如图15所示。

图15 富液CO2相对再生能耗
对图15 进行分析可知,从整体上看,三元复配胺液MDEA+DEEA+AMP的CO2相对再生能耗在4种胺液配方中最高,且明显高于其他三种胺液。主体胺液为MDEA/TEA时的CO2相对再生能耗均低于主体胺液为MDEA/DEEA的胺液配方,考虑到再生能耗与再生效果的内在联系,建议选取MDEA/TEA作为主体胺液。
结合上述实验结果,选取在贫液、半贫液状态下吸收性能均较优的三元复配胺液作为较优胺液配方备选,同时对富液再生性能及能耗进行综合分析,选取解吸率较高及再生能耗较低的三元复配胺液,同时考虑到该半贫液工艺目前所使用的胺液配方为MDEA+PZ,为降本增效,应尽量减少大规模胺液置换。故综合分析,选取MDEA+TEA+PZ 作为最优三元复配胺液配方。
3.3 胺液配方循环溶解度对比
为进一步探究三元高效胺液配方的综合性能,针对其半贫液进行循环实验,并与半贫液工厂原有PZ 活化MDEA 配方进行对比,得到两种胺液的循环溶解度对比数据如表3所示。由表3可知,筛选所得的三元胺液配方MDEA+TEA+PZ 的半贫液循环溶解度大于原PZ 活化MDEA 配方,同时此配方吸收及再生性能较优,胺液能耗较低,因此,是潜在的替代原PZ 活化MDEA 胺液的三元混合吸收剂。

表3 较优胺液配方循环溶解度
4 结论
针对单一胺液及三元复配胺液开展半贫液工艺条件下的吸收及再生实验,以吸收速率、吸收负荷、解吸率、CO2相对再生能耗等为评价指标,确定合适的主体胺液及添加剂,并探究三元复配胺液的吸收及再生性能,得到结论如下。
(1)对于单一胺液而言,贫液吸收条件下DETA具有较高的吸收速率及饱和容量;半贫液吸收条件下,AMP、DETA及PZ吸收性能较优;TEA再生能耗最低,解吸率最高。对于半贫液脱碳工艺而言,为利于富液解吸,提高半贫液循环溶解度,可选择加入TEA提高解吸率,降低再生能耗。
(2)综合各单一胺液其贫液、半贫液、富液在半贫液工艺下的吸收、再生、CO2相对再生能耗性能,选择DEEA、MDEA、TEA作为主体胺液,PZ、AMP 作为添加剂,进行双主体三元复配胺液的研究。
(3)对于三元复配胺液而言,当MDEA/DEEA为主体胺液时,两种胺液配方贫液状态下的吸收速率和吸收负荷均较高。MDEA/TEA双主体胺液的最终解吸率高于MDEA/DEEA双主体胺液,TEA的加入显著提高了胺液的解吸率。
(4)筛选所得的三元胺液配方18%MDEA+18%TEA+4%PZ 的半贫液循环溶解度高于原PZ 活化MDEA 配方,再生能耗较低,可代替PZ 活化MDEA胺液应用于天然气半贫液脱碳工艺。
猜你喜欢
山西化工(2022年4期)2022-09-23 02:56:44
动力工程学报(2022年3期)2022-04-01 12:38:50
石油炼制与化工(2021年8期)2021-08-17 03:00:30
水泵技术(2021年3期)2021-08-14 02:09:24
石油学报(石油加工)(2020年4期)2020-09-27 09:20:10
云南化工(2020年8期)2020-08-25 09:13:44
石油化工设备技术(2019年5期)2019-09-05 12:04:12
中国化工贸易·中旬刊(2018年11期)2018-10-21 20:12:20
化工进展(2016年12期)2016-12-10 08:18:32
天然气化工—C1化学与化工(2015年5期)2015-03-28 08:48:55