
带材收放卷张力控制系统研究
2023-01-18 03:00陈保胜
现代机械 2022年6期
陈保胜,舒 航
(杭州电子科技大学信息工程学院 机械工程学院,浙江 杭州 310000)
0 引言
带材收放卷机构在纺织工业、印刷工业中起到越来越重要的作用。保证带材收放卷机构质量的关键是带材收放卷机构的张力控制。张力控制在我国很多行业(纺织行业、印刷行业、轧钢行业)中都起到很重要的作用[1]。但是带材收放卷在运行过程中随收放卷半径的变化,带材张力会变化,如果张力控制不好的话,就会对产品质量造成影响[2-5]。目前,我们国家的张力控制设备主要通过从国外进口,不仅价格非常高,而且尖端技术被国外市场所垄断。因此我国自主研发收放卷设备显得尤为重要[3]。
因此,为了提高带材产品的质量,本设计使用PID控制算法,设计了带材收放卷张力控制系统,该系统能有效地改善带材收放卷的动静态,只要设定了正确的参数,科学的操作技术,就可以控制恒张力。
1 张力控制系统总体设计
1.1 张力控制系统方案设计
带材收放卷在运行过程中随收放卷半径的变化,带材张力会变化,要正常运行,带材张力需要在一个稳定值。带材收放卷张力控制系统是基于区分材料的材质而设计的,以可编程逻辑控制器为中央处理器,主要实现张力的恒定控制。向PLC发送预设张力信号,PLC将张力传感器实时反馈的实际张力值与预设的张力值进行对比[4],然后运用PID控制算法,再次输出控制直流电机,以此组成闭环回路,得到实际的张力值与预设张力值基本相等。
整个系统由控制器、直流电机驱动器、直流电机、触摸屏和检测模块组成的闭环电路组成,如图1所示。首先,控制器根据触摸屏的预设张力信号向电机驱动器发送驱动信号。其次,直流电机驱动器将控制电流传递到直流电机,直流电机开始转动,进而使带材收放卷机构卷轴旋转,因此,随着时间的推移,带材收放卷半径逐渐增大,张力也跟着变化;最后,通过张力传感器的张力测试,将张力信号通过压力变送器送回控制器。整个系统中,触摸屏可设定带材收放卷机构的预设张力,以及呈现带材收放卷机构的运动形态。

图1 控制系统原理图
1.2 张力控制系统数学模型
带材张力T的表达式为[5]:
(1)
式中,S为带材横截面的面积,E为弹性模量,V1、V2分别是带材放卷和收卷的线速度。
通过对带材张力的分析可知,要想控制带材张力,必须控制带材收放卷张力控制系统放卷和收卷的线速度。当放卷和收卷两端差值达到动态平衡时,放卷和收卷两端线速度差保持不变,即带材张力不变[6]。
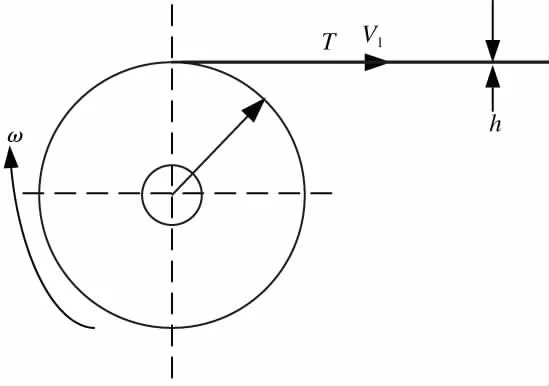
图2 放卷张力分析图
本设计选择放卷轴附近的点,根据放卷轴动态力矩的平衡关系,来分析整个张力恒定控制过程中带材张力的变化。如图2所示。
建立放卷过程动力学模型[6,9-11]:
(2)
式中,T为带材所受张力,R为带材卷半径,R0为带材卷轴半径,b为带材卷的宽度,ω为带材角速度,Bf为阻尼系数,V1为线速度,h为带材厚度。J为带材卷及带材卷轴总的转动惯量,J0为带材辊的转动惯量,TR为带材中张力形成的拖动转矩,M1为带材卷轴形成的制动转矩,J1为带材卷的转动惯量。
2 张力控制系统硬件设计
硬件系统是带材收放卷机构可以准确运行的基础。硬件设计包括器件选型和电气原理图的绘制。
检测部件:1)张力传感器,其作用是将带材的压力信号(非电量)转换成电压或者电流信号(电量)。2)张力变送器,其作用:就是将张力传感器的输出信号转变成标准信号进行输出[6]。
驱动部件:1)直流无刷电机,作用是驱动执行构件完成带材收放卷张力控制系统的要求。2)直流无刷电机驱动器,作用是驱动直流无刷电机,并实现其变速功能。
控制部件:控制部件作为带材收放卷张力控制系统,其性能和控制精度影响系统的特性,为此应选择相应速度快、反应灵敏的控制部件。
上位机:上位机是直接向控制器发送指令的设备,本设计采用触摸屏作为带材收放卷张力控制系统的上位机。
电气原理图:电气原理图是电气控制线路的表示方法之一,为了研究和分析带材收放卷张力控制系统电路的工作原理,现设计电气原理图,如图3所示。
张力传感器分布于收放卷的两侧,压力变送器将两侧张力传感器的信号进行转换和放大,转换成0~10 V的标准电压信号。变送器向PLC中输入标准电压信号[4]。直流无刷电机控制器接收PLC输出的0~10 V的标准电压信号,然后将次信号进行放大输出控制直流无刷电机。PLC接收变送器的0~10 V的标准电压信号,然后向直流无刷电机控制器发送0~10 V的标准电压信号,这样构成一个闭环回路。运用PID的控制算法,从而实现调节收放卷的转速使带材张力到目标值[5]。
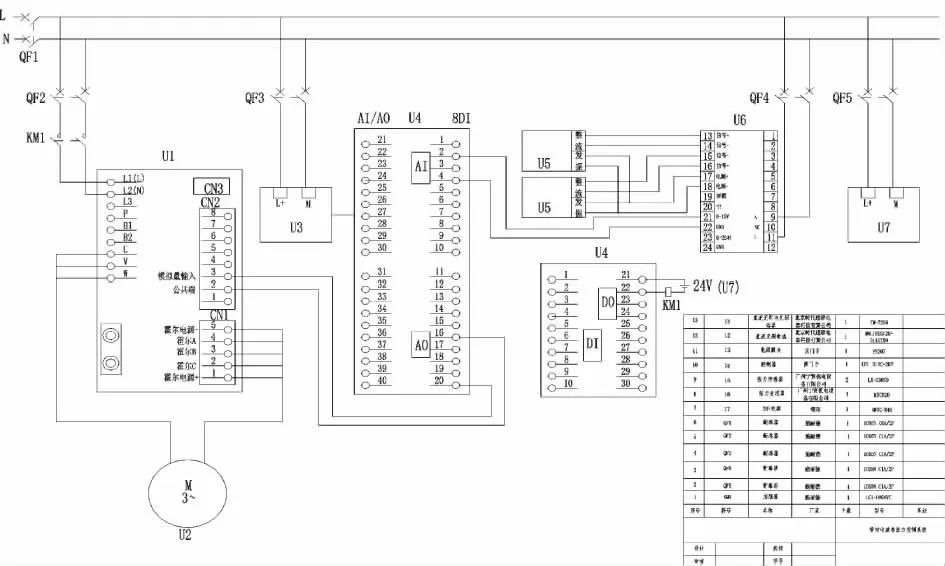
图3 电气原理图
3 张力控制系统软件设计及仿真
3.1 程序设计流程
为保证带材收放卷张力控制系统可以稳定运行,现设计控制系统的软件部分。
由于采用顺序功能图法对带材收放卷张力控制系统进行编程,所以编程前首先确认流程。根据工艺流程图,如图4所示,开机后控制器首先进行自诊断,如果出现故障,控制器立即停止并报警。程序开始后,检查外部设备是否有故障,若有故障立即停止并报警。没有故障时,判断是自动运行还是手动调试。若是手动调试,则进入手动调试模式;若是自动运行模式,则进入自动运行子程序(图5)。最后判断系统是否结束。
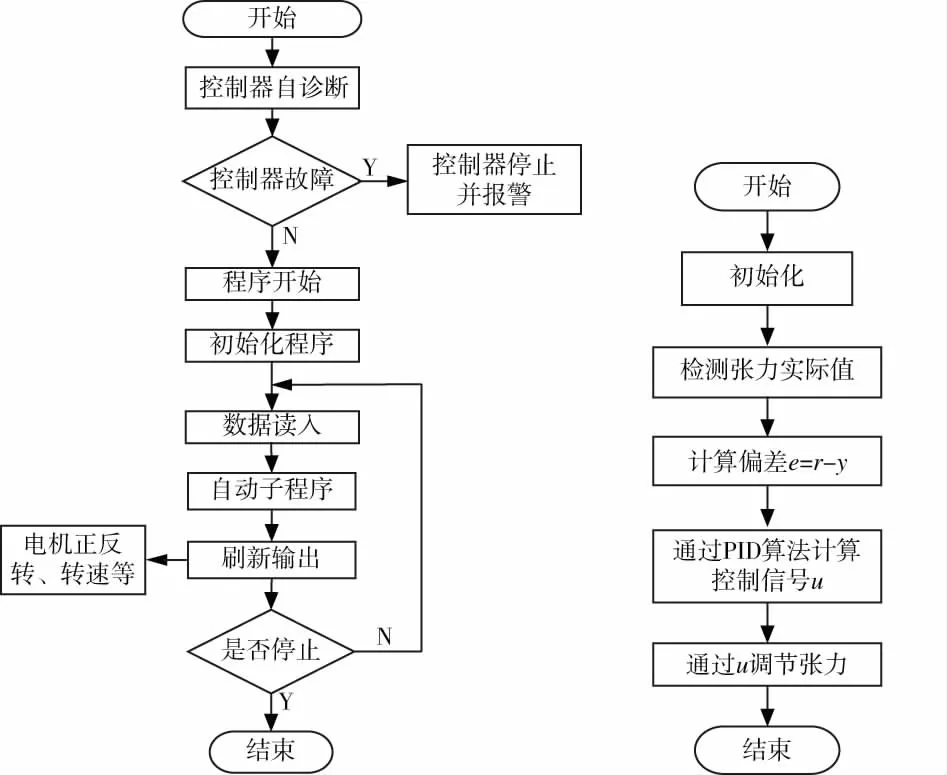
图4 主程序流程图 图5 自动运行子程序流程图
本设计通过PID算法控制输出量,首先输入张力给定初值,张力给定初值与张力传感器实时反馈的张力实际值作对比,得到偏值;根据偏值,运用PID算法得到控制量,然后驱动直流电机,最后得到理想的压力值。调节过程如图6所示。

图6 PID调节过程
3.2 人机界面设计
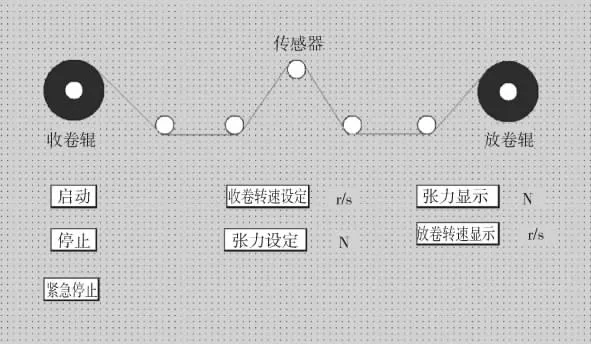
图7 人机界面图
本控制系统使用WINCC Flexible作为组态软件,进行人机界面设计[6-7]。用户不仅可以随时监视运行状态,还可以修改运行参数。人机界面的操作菜单如图 7 所示。
3.3 I/O地址分配
控制器选择的是型号为CPU 314C-2 DP的西门子S7-300的PLC,因此编程软件使用step 7 V5.5。由带材收放卷张力控制系统分析可知,系统需要对张力传感器的压力信号进行采集,同时向直流电机驱动器发送直流电机的转速信号。I/O地址分配如表1所示。
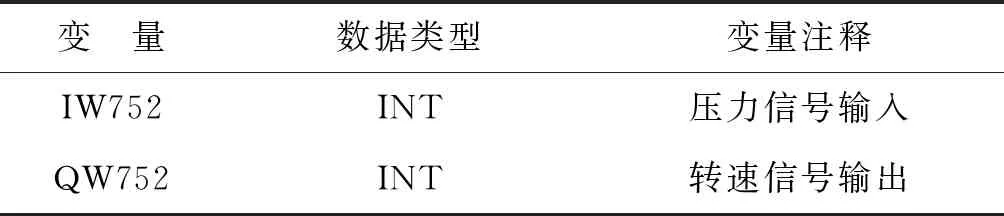
表1 I/O分配表
3.4 系统模拟仿真
本模拟使用的仿真软件为Matlab R2013b。本设计的张力控制系统仿真由:等效制动器模型、张力控制仿真模型、PID控制模型等三部分组成[8-9]。图8为带材张力控制系统仿真模型[6]。图9为带材张力控制系统PID控制模块图。图10为带材张力控制系统等效制动器模型。
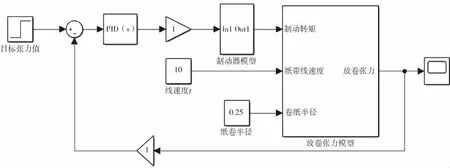
图8 带材张力控制系统仿真模型图

图9 带材张力控制系统PID控制模块图

图10 带等效制动器模型图
在式(2)中,带材卷轴半径(R0)、带材卷的宽度(b)、阻尼系数(Bf)、线速度(V1)、带材厚度(h)、带材卷轴转动惯量(J0)、等参数都是常量,具体数值如表2所示。
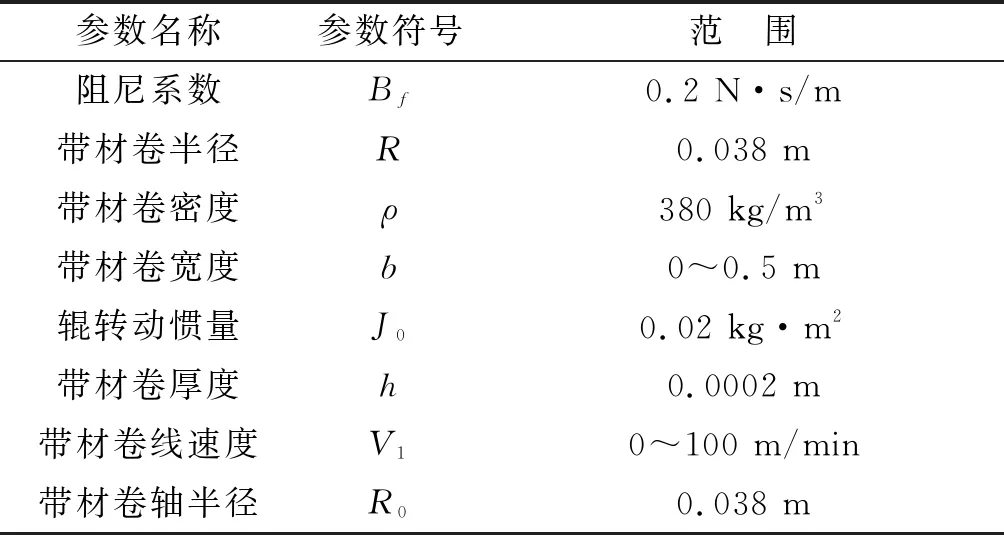
表2 参数表
设线速度为10 m/min,即纸卷半径为0.25 m,张力设定值为80 N。经初步估算得知,当Kp=0.4,Ki=0.3,Kd=0.005,张力曲线相对稳定[6]。
张力模拟曲线,如图11所示。
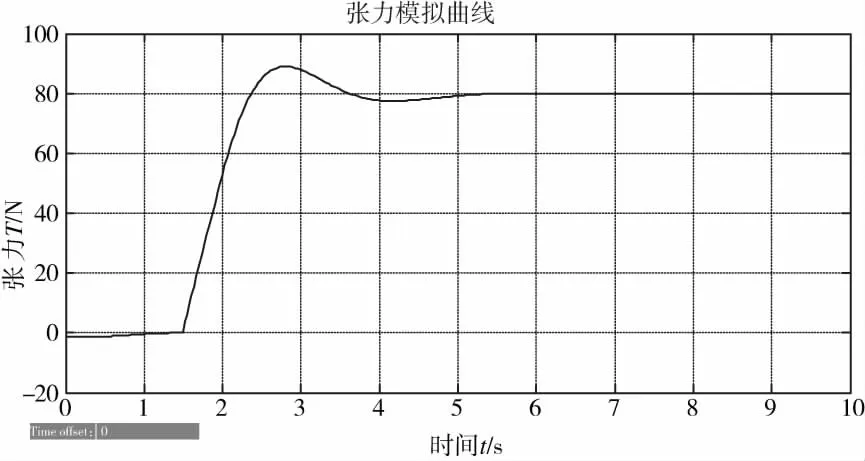
图11 张力模拟曲线图
4 结论
本研究在分析带材收放卷保持张力方法的基础上,开发了一种基于PLC的带材收放卷张力控制系统,可实现对带材收放卷方便准确的恒张力控制。
以PLC为控制核心,采用WINCC Flexible作为组态软件,操作方便快捷。使用PID控制算法,适应性好,可使带材收放卷张力控制系统更加准确、稳定、快速。对张力控制系统进行了数学建模并对其进行了仿真,设计了系统的硬件和软件,提高了系统的自动化程度和可靠性。
猜你喜欢
九江学院学报(自然科学版)(2022年2期)2022-07-02
机电信息(2022年9期)2022-05-07
计算机仿真(2021年11期)2021-12-10
电脑报(2020年16期)2020-06-30
学生天地(2020年19期)2020-06-01
电子制作(2019年10期)2019-06-17
考试周刊(2018年95期)2018-11-14
山东工业技术(2018年5期)2018-03-10
红岩(2017年6期)2017-11-28
科技创新与应用(2016年34期)2016-12-23
