
表面处理对TiAlSiN涂层刀具表面完整性及切削性能的影响研究
2023-01-16 03:23:46吴振宇郑光明杨先海赵光喜李学伟
中国机械工程 2023年1期
吴振宇 郑光明 颜 培 杨先海 赵光喜 李学伟
1.山东理工大学机械工程学院,淄博,255000 2.北京理工大学机械与车辆学院,北京,100081
0 引言
表面处理技术能够改善涂层刀具表面完整性,提高涂层刀具耐磨性,从而延长涂层刀具使用寿命,降低加工成本,实现高效和高质量加工[1]。在众多表面处理技术中,微喷砂处理和深冷处理因操作简单、工艺成本低、改善效果显著和绿色环保等优点,受到广泛关注。
微喷砂处理通过压缩空气将喷料颗粒高速喷射到涂层刀具表面,在喷料的冲击作用下刀具表面得到清洁[2],能改善涂层刀具的表面缺陷,提高刀具硬度和耐磨性[3-4]。合适的微喷砂工艺参数能对刀具进行表面清洁、平滑处理和刃口钝化[5],延长刀具使用寿命,提高加工效率,降低加工成本[6-7]。喷砂压强过大或喷砂时间过长会导致涂层厚度减小,使得基体在局部区域外露,破坏涂层的热障功能,对切削过程中的刀具磨损产生显著影响[8]。因此,上述缺点导致微喷砂处理对涂层刀具性能的提升有限。
深冷处理是传统热处理工艺的一种拓展和延伸,是通过液氮等制冷剂将材料在低温下进行处理的一种方法[9]。深冷处理主要作用于材料内部,通过改变刀具材料的微观组织来提高刀具的硬度、耐磨性,从而提高刀具寿命[10-11]。对涂层-基体的复合体系进行深冷处理,能一定程度上改善体系的性能和组织结构。研究表明,深冷处理能使涂层硬质合金在高速切削时拥有良好的散热能力,刀具的切削寿命与切削精度均有所提升[12-13]。也有研究表明,过低温度的深冷处理会降低涂层与基体的结合强度,使涂层出现块状剥落[14]。
钛合金因具有强度高、抗腐蚀性好和耐高温性好等优点,被广泛应用于航空航天、化工和医疗等领域[15-16]。然而钛合金同时具有热导率小、弹性模量低和高温下化学活性大等特性,导致其切削特别是高速干式切削中出现切削温度高、切削力大以及刀具磨损严重等问题[17-18]。目前加工钛合金主要采用以硬质合金为基体的涂层刀具,TiAlN、Al2O3/TiCN、AlTiN/AlCrN等单涂层或多涂层刀具在钛合金低速和湿式切削中均有所应用[19-21]。近年来,随着高速切削和干式切削技术的发展,传统涂层刀具已无法满足更高的加工要求。研究发现,将Si元素加入TiAlN涂层中不仅可以改善涂层的硬度与耐磨性,还能显著提高涂层的抗高温和抗氧化性,因此TiAlSiN涂层刀具在钛合金高速干切削中具有广泛的应用前景[22-23]。对TiAlSiN涂层刀具的表面处理进行研究,对提高钛合金的加工质量和加工效率有重要意义。
目前国内外学者的研究主要集中在单独的微喷砂处理或深冷处理,而针对微喷砂处理和深冷处理组合后对涂层刀具切削性能提升的研究较少。本文采用TiAlSiN涂层硬质合金刀具,分别进行微喷砂处理、深冷处理和深冷+微喷砂处理,通过钛合金高速干车削试验,分析不同处理前后刀具表面完整性与切削性能的变化,探究不同处理方法对刀具磨损与刀具寿命的影响,为涂层刀具表面处理技术与钛合金高效加工提供理论参考。
1 试验设计
1.1 试验刀具和工件材料
刀具选用株洲钻石切削刀具有限公司生产的TiAlSiN涂层硬质合金刀具,牌号YBG105,型号CNMG120408-NM,基体为WC-Co类硬质合金。采用台湾亚肯刀具公司生产的刀杆,刀杆型号为TCLNR2020K12。工件材料为一种α+β型钛合金,国内牌号TC4,其组成为Ti-6Al-4V。工件为直径110 mm、长300 mm的圆柱形棒料,其主要力学性能见表1。

表1 TC4的主要力学性能Tab.1 Main mechanical properties of TC4
1.2 表面处理试验设计
微喷砂处理采用江苏瞬洁科技有限公司生产的微喷砂处理机,型号SJK9070。喷砂机的压强范围为0~0.5 MPa,喷砂角度70°,刀具固定在专用夹具上,在喷砂过程中随夹具旋转。喷砂方式为湿式微喷砂,喷砂颗粒选用多角状Al2O3。根据本课题组前期的研究成果,选用最佳刀具寿命对应的微喷砂参数。具体参数为喷砂时间3 s,喷砂压强0.3 MPa。
深冷处理使用北京中科法威普科技有限公司生产的程序控制深冷箱,型号SLX-6R。制冷剂采用液氮,满足降温环保要求。程序控制深冷箱温度控制范围为180~-190 ℃,降温、升温速率范围均为1~10 ℃/min,低温控温精度±5 ℃。将刀具放入深冷箱降温至深冷温度,经保温时间tp之后随炉缓慢升温至室温将刀具取出。根据本课题组前期的研究成果,选用最佳刀具寿命对应的深冷处理参数,具体参数为深冷温度-190 ℃,保温时间tp=18 h,降温速率5 ℃/min。
在此基础上,对涂层刀具进行深冷+微喷砂处理试验。具体试验参数为深冷处理温度-190 ℃,保温时间tp=18 h,微喷砂处理喷砂时间3 s,喷砂压强0.3 MPa。
1.3 涂层刀具表面完整性检测
刀具表面处理后,使用酒精溶液进行10min的超声波清洗,去除表面杂质。采用白光干涉表面轮廓仪(型号Veeco NT9300,美国维易科精密仪器有限公司)检测刀具表面粗糙度,每个刀具检测5次取平均值。采用Quanta250扫描电子显微镜观察刀具表面形貌。采用X射线衍射仪(型号D8-Advance,德国布鲁克公司)分析刀具物相结构,靶材为铜靶,衍射角测量范围30°~90°,扫描速度8° /min。采用显微维氏硬度计(型号HVS-1000A,莱州华煜众信试验仪器有限公司)测量刀具表面的显微硬度,每个刀具测量5次取平均值。采用X射线残余应力测试仪(型号X-stress 3000,芬兰应力技术有限公司)测试刀具表面残余应力,每个刀具测量3次取平均值。
1.4 钛合金高速干切削试验
采用表面处理后的刀具进行切削试验,切削试验在大连机床厂CDK6136i数控车床(主轴最大转速为3000 r/min)上进行,切削方式为连续外圆干车削,切削速度v=120 m/min,进给量f=0.2 mm /r,背吃刀量ap=0.3 mm。切削试验现场如图1所示。
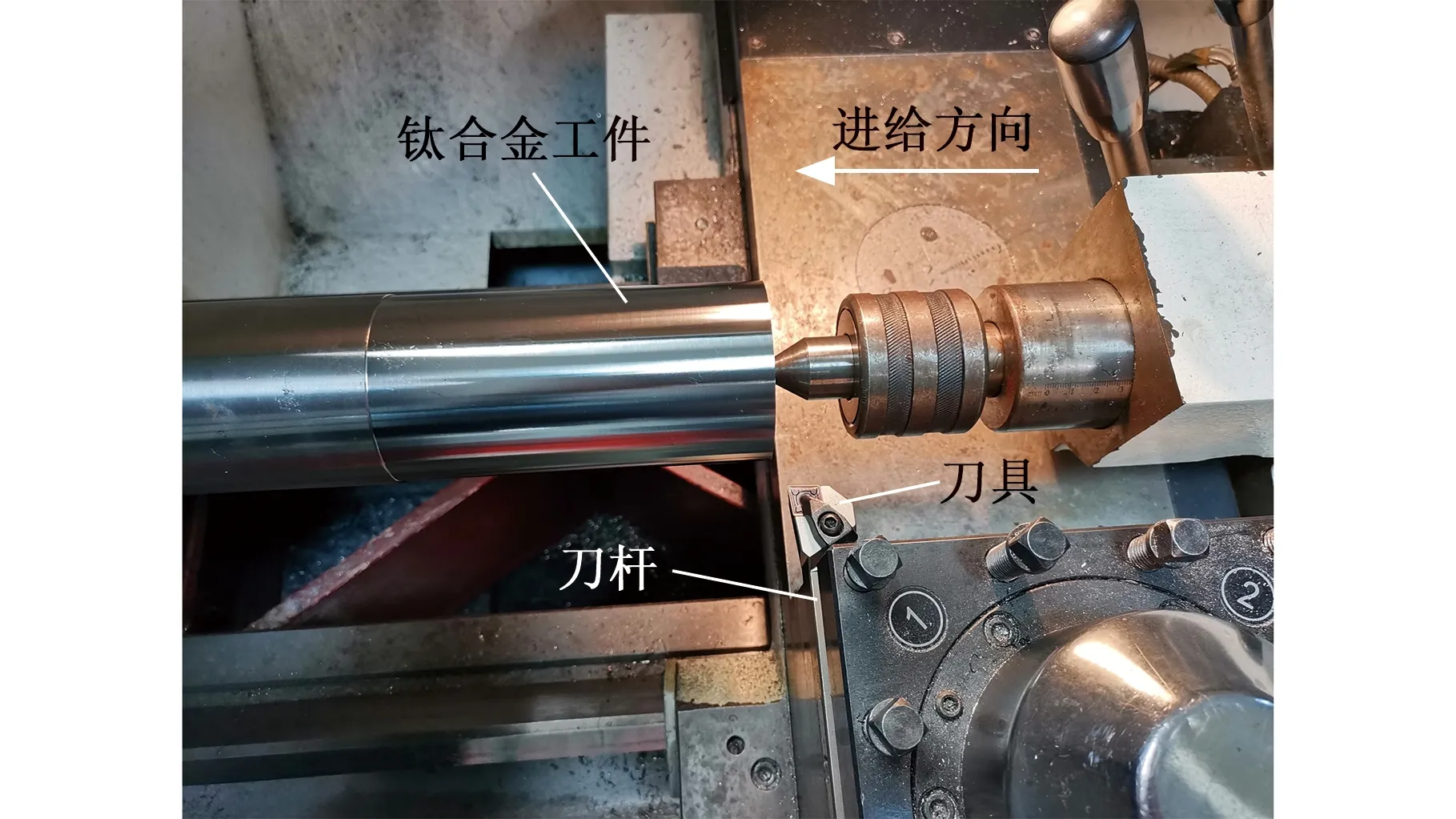
图1 切削试验设计Fig.1 Cutting test design
高速干切削试验使用USB200便携式数字显微镜观察后刀面磨损量,测量5次取平均值,以后刀面磨损量VB=0.3 mm为刀具失效标准,记录刀具磨损与刀具寿命。采用瑞士Kistler9257B三向测力仪进行切削力的检测。采用FLIRA615红外线热像仪记录刀具不同磨损阶段的瞬时切削温度。切削试验结束后,采用Quanta250扫描电子显微镜观察刀具前后刀面磨损。
2 结果与讨论
2.1 涂层刀具表面完整性
2.1.1表面形貌和表面粗糙度
刀具的表面形貌和表面粗糙度对刀具的切削性能有重大影响,刀具表面形貌越好,表面粗糙度就越小,切削时产生的摩擦力就越小,切削效果越好。图2所示是不同处理方法下刀具的表面粗糙度Ra。从图2中可以看出,深冷处理刀具和微喷砂处理刀具表面粗糙度Ra均有所减小,深冷+微喷砂处理后刀具表面粗糙度Ra最小,与未处理刀具表面粗糙度Ra相比降低17%。
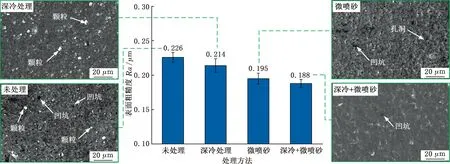
图2 表面处理方法对刀具表面形貌和表面粗糙度Ra的影响Fig.2 Influence of surface treatment method on the surface morphology and surface roughness Ra of cutting tools
图2还展示了不同处理方法下刀具的表面形貌,可以看出,未处理涂层刀具表面不平坦,存在大量尺寸不均匀的球形大颗粒和圆形凹坑、孔洞等表面缺陷,这些是利用多弧离子镀所制备涂层的典型特征。深冷处理后涂层刀具表面凹坑、孔洞等缺陷减少,但仍然存在大量球形颗粒。深冷处理主要影响刀具内部组织,引起涂层体积收缩,使晶粒之间的缺陷弥合[12],从而提高涂层的致密度,减少凹坑等表面缺陷。微喷砂处理后刀具表面大颗粒减少,但仍存在部分凹坑、孔洞等缺陷。微喷砂处理对涂层表面有去除作用,具有尖锐棱角的Al2O3喷料在较大喷砂压强的作用下能有效去除表面杂质和大颗粒等缺陷,表面变得平缓,表面形貌得到改善,但微喷砂处理对涂层表面去除效果过强,导致已经平整的表面在颗粒的冲击下会出现裂纹、凹坑和破损等缺陷。深冷+微喷砂处理后,涂层刀具表面大颗粒、凹坑等缺陷均显著减少,涂层更加致密,表面更加平坦,表面形貌最好。涂层刀具先经过深冷处理消除了部分缺陷,涂层表面质量得到强化,之后再进行微喷砂处理,强化后的涂层表面能有效缓和喷砂颗粒的去除作用,抵制裂纹、凹坑等缺陷的再次出现,所以深冷+微喷砂处理得到的刀具表面形貌最好。
2.1.2表面物相分析
图3所示为不同表面处理后刀具的XRD衍射图谱。从图中可以看出,不同处理后刀具的物相结构基本没有变化,均为WC、(Ti,Al)N相和TiN相。其中WC衍射峰来源于硬质合金基体,涂层中主要相结构为(Ti,Al)N固溶相和TiN相,在(111)和(200)晶面出现衍射峰。没有出现AlN相的原因可能是由于Ti/Al比值较高,Al元素很可能以Ti3AlN化合物的形式存在,形成NaCl型晶体结构[22]。由于涂层中Si元素以非晶态存在,所以在XRD图谱中未出现Si3N4或Si单质的衍射峰。
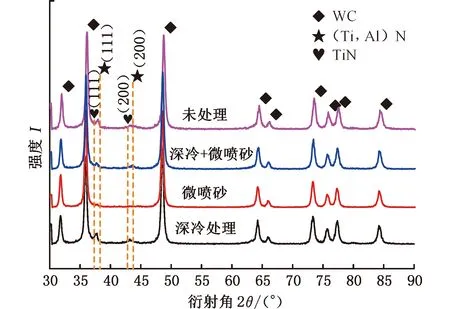
图3 表面处理方法对刀具表面物相的影响Fig.3 Influence of surface treatment methods on the surface phases of cutting tools
微喷砂处理后刀具表面部分涂层被去除导致涂层元素含量降低,因此微喷砂处理刀具与其他刀具相比,在(111)和(200)晶面衍射峰强度较低。深冷处理刀具的XRD图谱与未处理刀具相比没有明显变化。深冷+微喷砂处理刀具在(111)和(200)晶面衍射峰强度高于微喷砂处理刀具,说明深冷+微喷砂处理能一定程度上抵抗微喷砂对刀具表面的去除作用。与未处理刀具相比,深冷+微喷砂处理刀具在(111)晶面的衍射峰出现偏移,原因是宏观残余应力引起晶格畸变导致晶面间距发生变化,说明经深冷+微喷砂处理的刀具涂层组织内部出现残余应力[24]。综上所述,不同处理方法对刀具相结构没有影响,主要是影响涂层物相的含量和内部组织的晶格畸变。
2.1.3表面残余应力和显微硬度
图4所示为不同处理方法涂层刀具的表面残余应力,可以看出,与未处理刀具相比,深冷处理刀具、微喷砂处理刀具和深冷+微喷砂处理刀具表面残余压应力均有提高,其中微喷砂处理后刀具表面残余压应力提高幅度最大。表面残余压应力的增大有利于抑制刀具表面微裂纹的产生,可减缓刀具在切削过程中涂层脱落的情况发生。深冷处理能使硬质合金基体表层产生一定的残余压应力,这能缓和或部分抵消涂层与基体结合处由于涂层沉积而产生的残余拉应力,使得涂层表面残余压应力增大。微喷砂使涂层表面在Al2O3颗粒的冲击作用下产生塑性变形,发生加工硬化并产生残余压应力,然而新产生的凹坑、孔洞等缺陷导致局部应力集中,从而使表面应力进一步增大,所以微喷砂处理后刀具表面残余压应力提升最大。深冷+微喷砂处理同时拥有深冷处理对基体的强化和微喷砂处理对涂层表面的强化,同时减少了微喷砂处理引入的凹坑等缺陷,因此处理后刀具表面残余压应力提升适中。
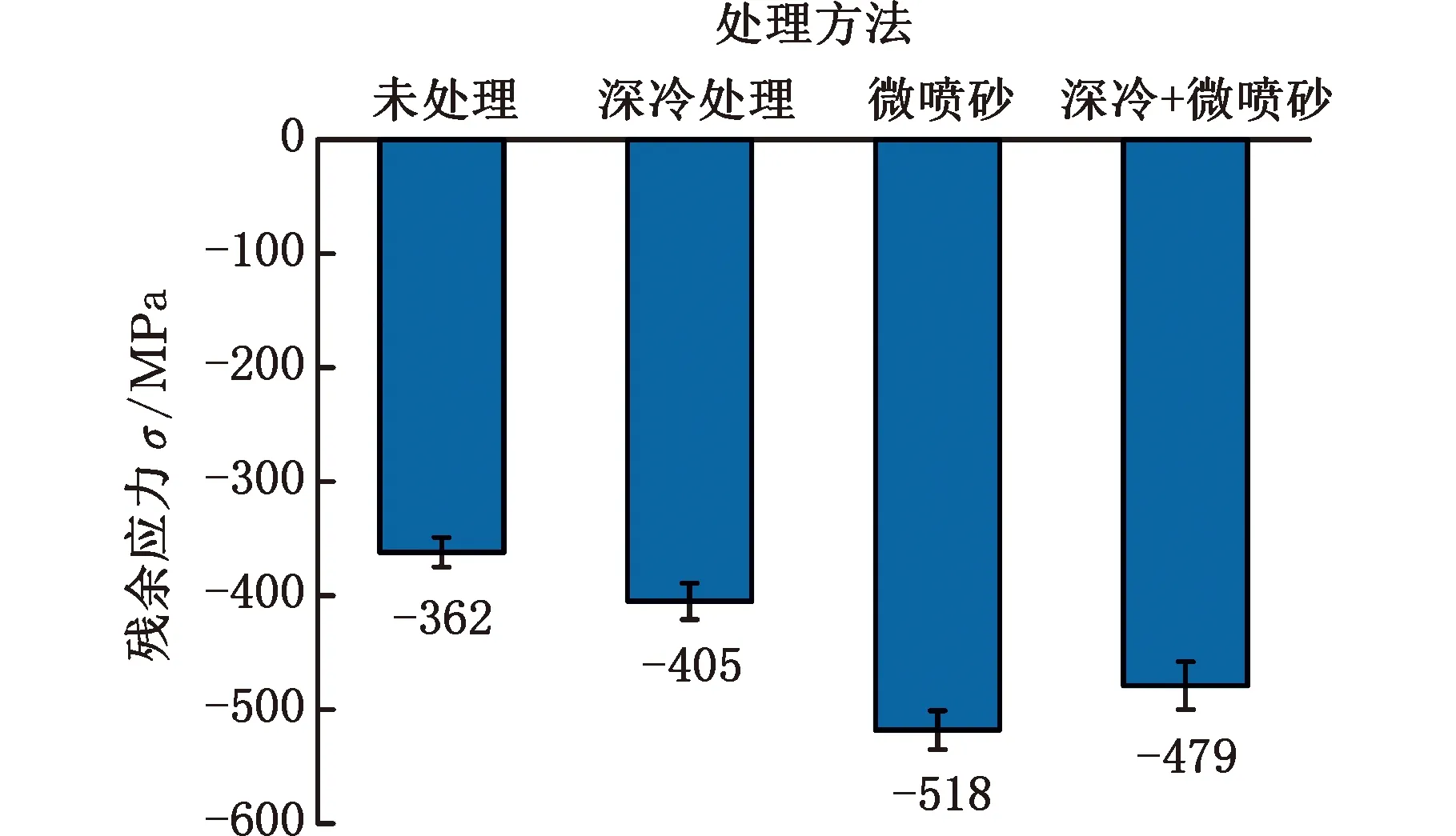
图4 表面处理方法对刀具表面残余应力的影响Fig.4 Influence of surface treatment methods on surface residual stress of cutting tools
图5所示为不同处理方法下涂层刀具的显微硬度。深冷处理刀具硬度的变化受到基体硬度的提高以及涂层硬度提高两方面的影响。宏观残余应力的增大使得涂层内部组织发生晶格畸变和位错,涂层硬度上升。深冷条件下体积的收缩还能使晶体内缺陷(如微孔、凹坑和微裂纹等)弥合,提高涂层致密度,从而提高涂层硬度[12]。微喷砂处理使涂层表面产生塑性变形,涂层内部产生大量孪晶和位错,涂层表面发生加工硬化,显微硬度得到提高,然而喷砂颗粒的冲击导致涂层材料的去除,使刀具表面部分涂层厚度减小并产生新的凹坑等表面缺陷,缺陷区域易出现裂纹,导致测量时压痕的面积增大,所以微喷砂处理刀具的显微硬度低于深冷处理刀具的显微硬度。深冷+微喷砂处理刀具既拥有深冷处理对刀具内部的强化和微喷砂处理对刀具表面硬度的强化,又一定程度上削弱了微喷砂对涂层材料的去除,减少了凹坑等缺陷的产生,因此显微硬度最高。
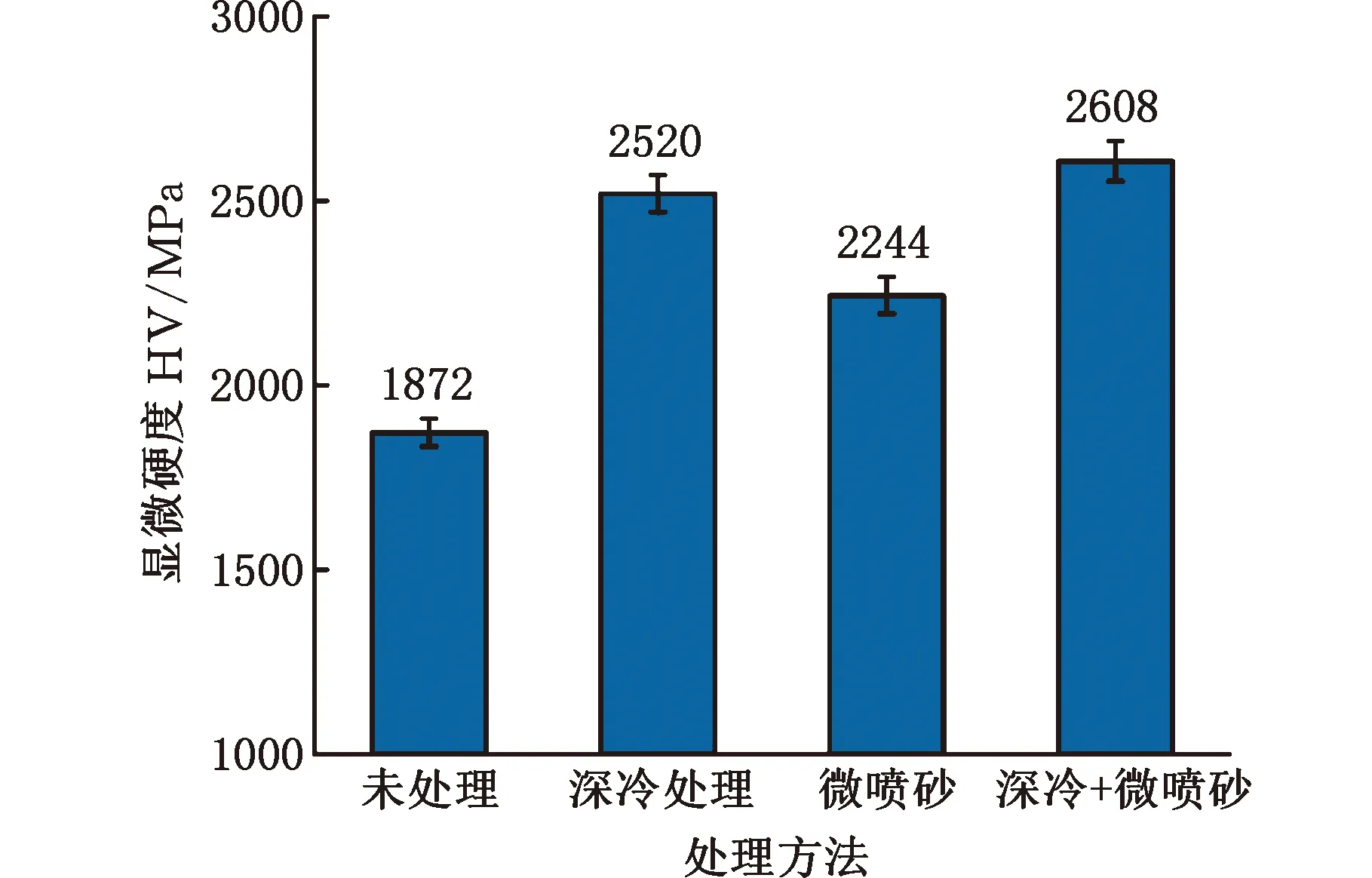
图5 表面处理方法对刀具显微硬度的影响Fig.5 Influence of surface treatment methods on the microhardness of cutting tools
2.2 涂层刀具切削性能
2.2.1切削力
图6所示为不同表面处理刀具在不同磨损阶段的切削力变化曲线。从图中看出,在初始磨损阶段至稳定磨损阶段的前期,各刀具的切削力相差不大,其中深冷处理刀具因其较高的硬度带来了较高耐磨性,有效降低了刀具磨损,保持较小的切削力。微喷砂处理刀具因其较低的表面粗糙度和较好的初始表面形貌,在初始磨损阶段切削时摩擦因数较小,所以切削力较小且平稳。深冷+微喷砂处理刀具表面粗糙度Ra最小,初始表面形貌最好,同时其硬度也较高,所以其切削力也比较小且整体变化平稳。
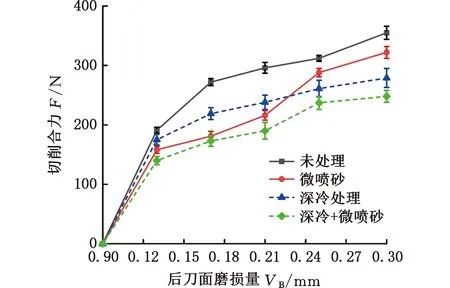
图6 不同表面处理的涂层刀具切削力曲线Fig.6 Cutting force curves of coated tools with different surface treatments
稳定磨损阶段至急剧磨损阶段时,深冷处理刀具仍保持较高的表面硬度和表面残余应力,抑制了内部裂纹的产生,使刀具切削时切削状态更稳定,所以切削力变化幅度稳定。微喷砂处理主要是强化涂层表面,而随着切削的进行,刀具与工件接触处的初始表面基本被磨去,较低表面粗糙度与较好表面形貌带来的优势已逐渐消失,其整体切削力变化趋势已接近未处理刀具,所以微喷砂处理刀具的切削力出现了明显上升。深冷+微喷砂处理刀具也存在相同问题,但因同时具有深冷处理带来的刀具内部良好的硬度和残余应力,使得其在失去表面质量优势后仍能保持较稳定的切削状态,切削力在四种刀具中保持在最小水平。
2.2.2切削温度
图7所示为不同表面处理刀具在不同磨损阶段的切削温度变化曲线。切削温度为每次测量过程中的最高温度,是刀屑接触区域的最高温度。切削温度测量位置一致。切削热是不断累积的,刀具初始表面粗糙度Ra与表面形貌越好,切削时产生的摩擦热越少,整个切削过程中切削温度就越低。从图7中看出,深冷处理刀具虽然能减小表面粗糙度Ra,但整体上对刀具表面的影响较小,因此其各阶段切削温度均低于未处理刀具但总体变化趋势相似。微喷砂处理刀具表面粗糙度Ra与表面形貌比未处理刀具和深冷处理刀具更好,因此在初始磨损阶段切削温度更低且上升更慢,在刀具磨损后期,即使初始表面质量较好的涂层已被磨去,因其前期积累的切削热较少,所以整个切削过程的切削温度仍然较低。深冷+微喷砂处理刀具拥有最佳表面粗糙度Ra和表面形貌,但其切削时间更长,切削热积聚时间更长,所以深冷+微喷砂处理刀具在切削后期积累了大量的切削热,一定程度上导致深冷+微喷砂处理刀具在磨损前中期的切削温度最低,而在磨损后期出现较高的切削温度。
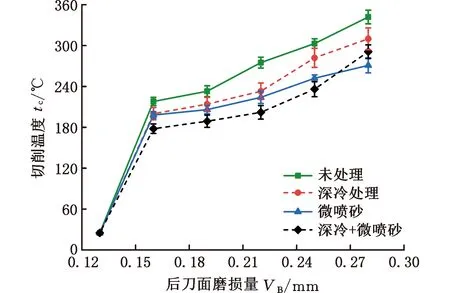
图7 不同表面处理的涂层刀具切削温度曲线Fig.7 Cutting temperature curves of coated tools with different surface treatments
2.2.3刀具寿命
图8所示为不同表面处理涂层刀具的切削寿命变化曲线。未处理刀具的切削寿命为18 min。经表面处理后,刀具的切削寿命均有所延长。深冷处理刀具切削寿命为20.3 min,微喷砂处理刀具切削寿命为21.6 min。深冷+微喷砂处理刀具表现出良好的切削性能,切削寿命达到25.4 min,比深冷处理刀具和微喷砂处理刀具分别提高25%和18%,相比未处理刀具提高41%。
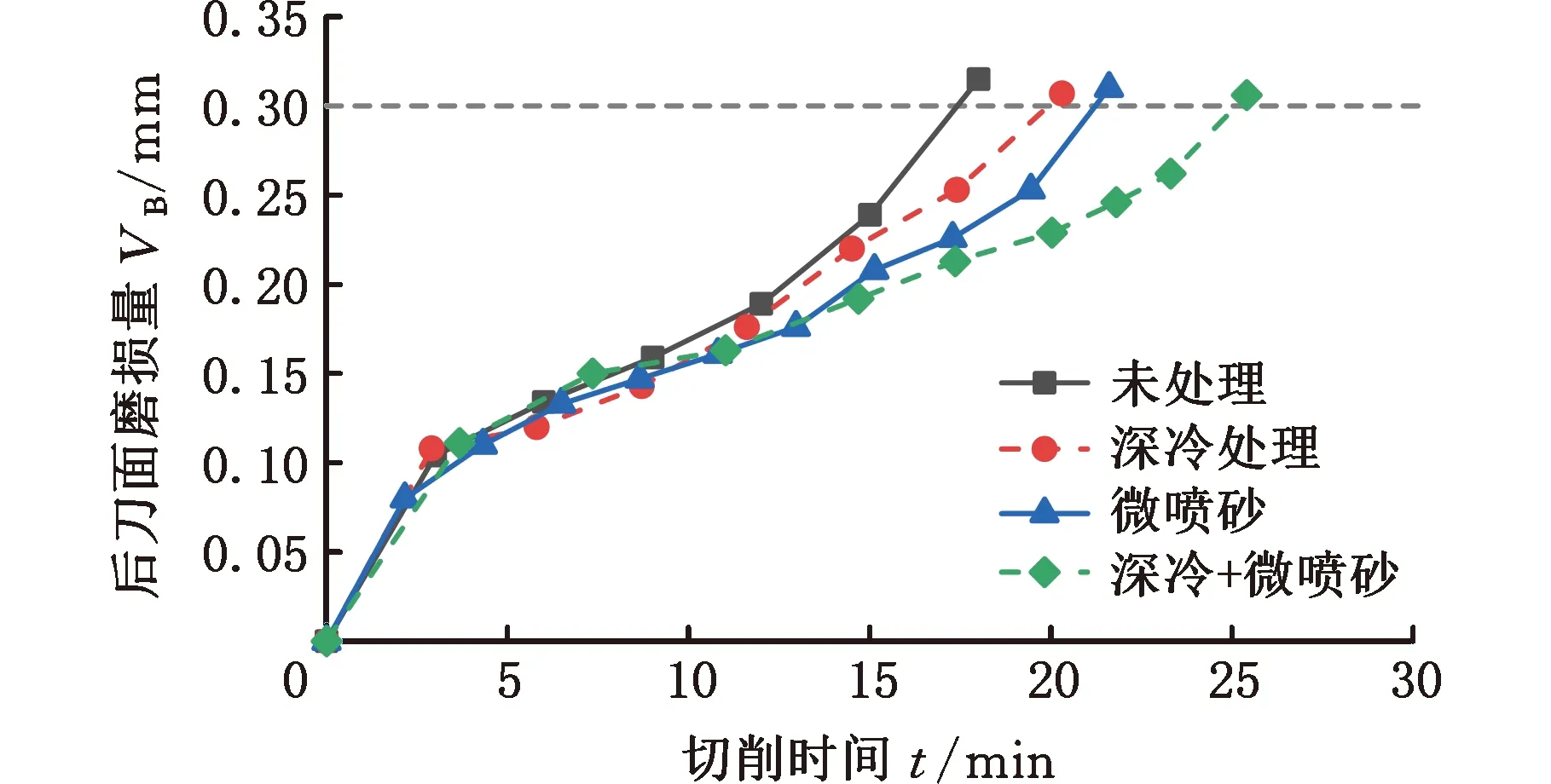
图8 不同表面处理的涂层刀具切削寿命曲线Fig.8 Cutting life curves of coated tools with different surface treatments
从寿命曲线可以看出,不同表面处理的刀具在12 min前的磨损量大致相同。未处理刀具在12 min左右进入急剧磨损阶段,深冷处理刀具和微喷砂处理刀具分别在15 min和17 min左右进入急剧磨损阶段,而深冷+微喷砂处理刀具的稳定磨损阶段时间延长,没有明显的急剧磨损阶段,整个切削过程中磨损较为均匀和稳定。深冷处理虽然能减小刀具表面粗糙度并使刀具获得较高显微硬度,但对硬质合金基体以及涂层与基体的结合部位同样有影响且不一定是有利影响,整体作用机理较复杂,因此刀具抗磨损性提高有限。微喷砂处理对刀具表面的强化作用更直观,能改善刀具表面形貌,但处理后部分涂层材料被去除导致对显微硬度的提升减弱,所以微喷砂处理对刀具性能的强化作用仍有待提高。深冷+微喷砂处理既对刀具内部进行强化,又对刀具表面进行强化,使两种处理方法的优势互补,因此整体上刀具的切削寿命明显提高。
2.2.4磨损机理
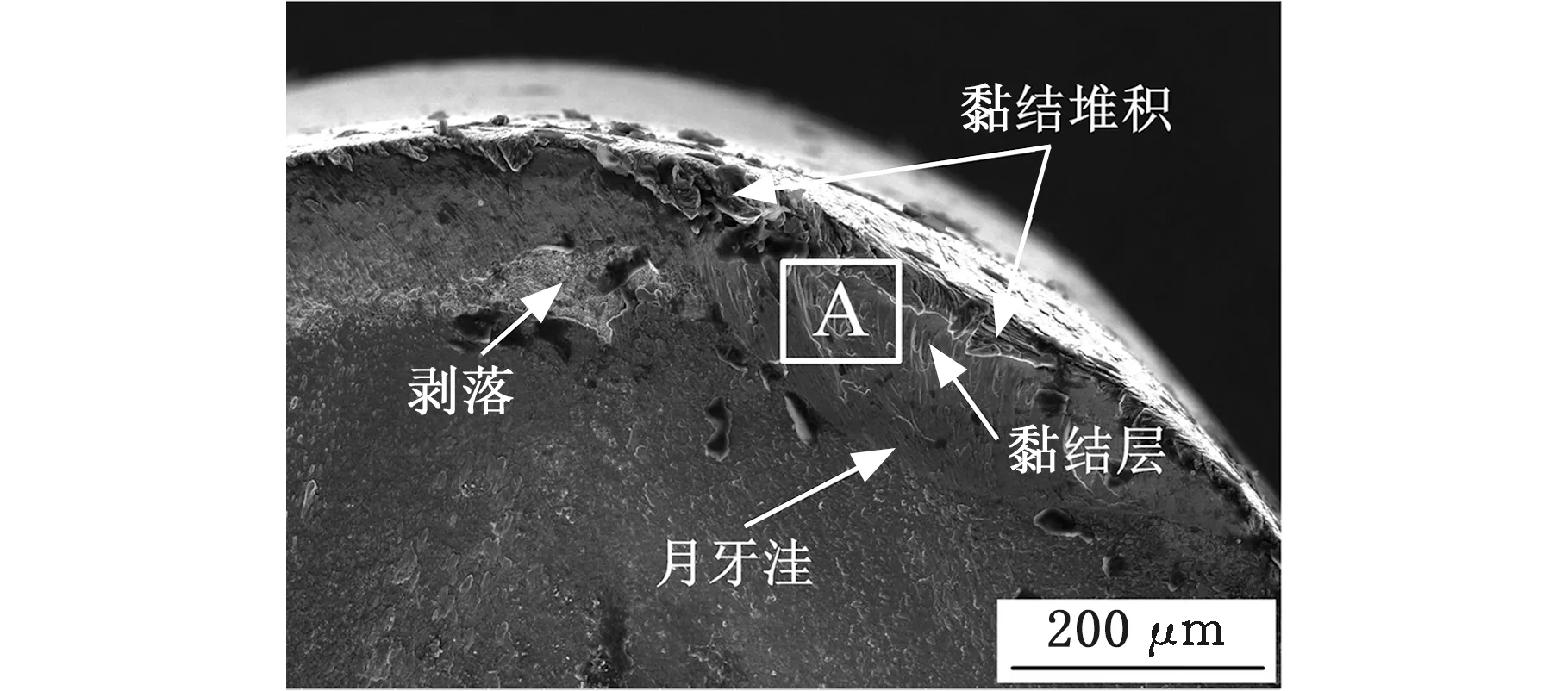
图9所示为不同表面处理刀具的磨损量达到0.3 mm时前刀面的磨损形貌。从图9a中可以看出,未处理刀具前刀面上出现月牙洼磨损,表面被大量黏结层覆盖,在切削刃处还出现黏结层堆积。月牙洼出现的主要原因是钛合金的低导热性和高化学活性导致高速切削过程中刀具前刀面与切屑接触后,在高温高压的环境下接触区域发生热软化和化学扩散等作用,刀具材料与切屑黏结并随着切屑一起流出,从而导致月牙洼磨损的出现。月牙洼产生的范围与切屑流过表面时产生的高温和高压有关。图10所示为图9a中磨损区域A的EDS图谱,可以发现区域A出现属于工件材料的V元素,表明刀具发生了黏结磨损。此外,还检测到了O元素,证明前刀面出现TiO2、SiO2等氧化物,疏松的氧化物在高速下易被切屑带走导致刀具发生氧化磨损。C、W和Co等元素的出现说明部分硬质合金基体出现裸露,刀具涂层发生剥落。未处理刀具表层组织中存在凹坑、裂纹等缺陷,高速切削过程中产生的冷热冲击和机械冲击使刀具表面承受交变接触应力,从而导致未处理刀具前刀面涂层剥落的发生。
(a)未处理刀具
(b)深冷处理刀具
(c)微喷砂处理刀具
(d)深冷+微喷砂处理刀具图9 不同表面处理刀具的前刀面磨损形貌Fig.9 Wear morphology of the rake face of cutting tools with different surface treatments
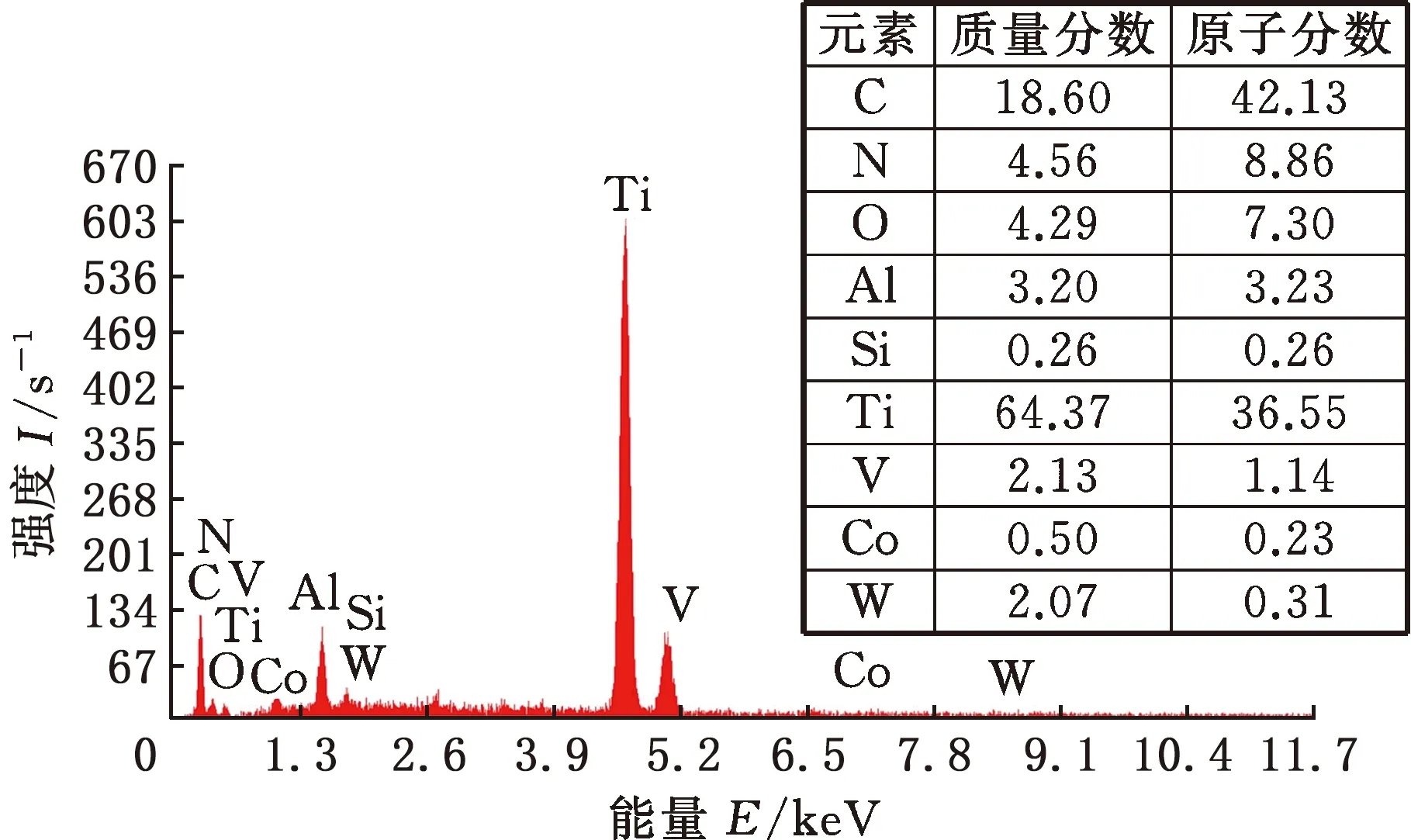
图10 图9a中磨损区域A的EDS图谱Fig.10 EDS spectrum of worn surface of area A in fig. 9a
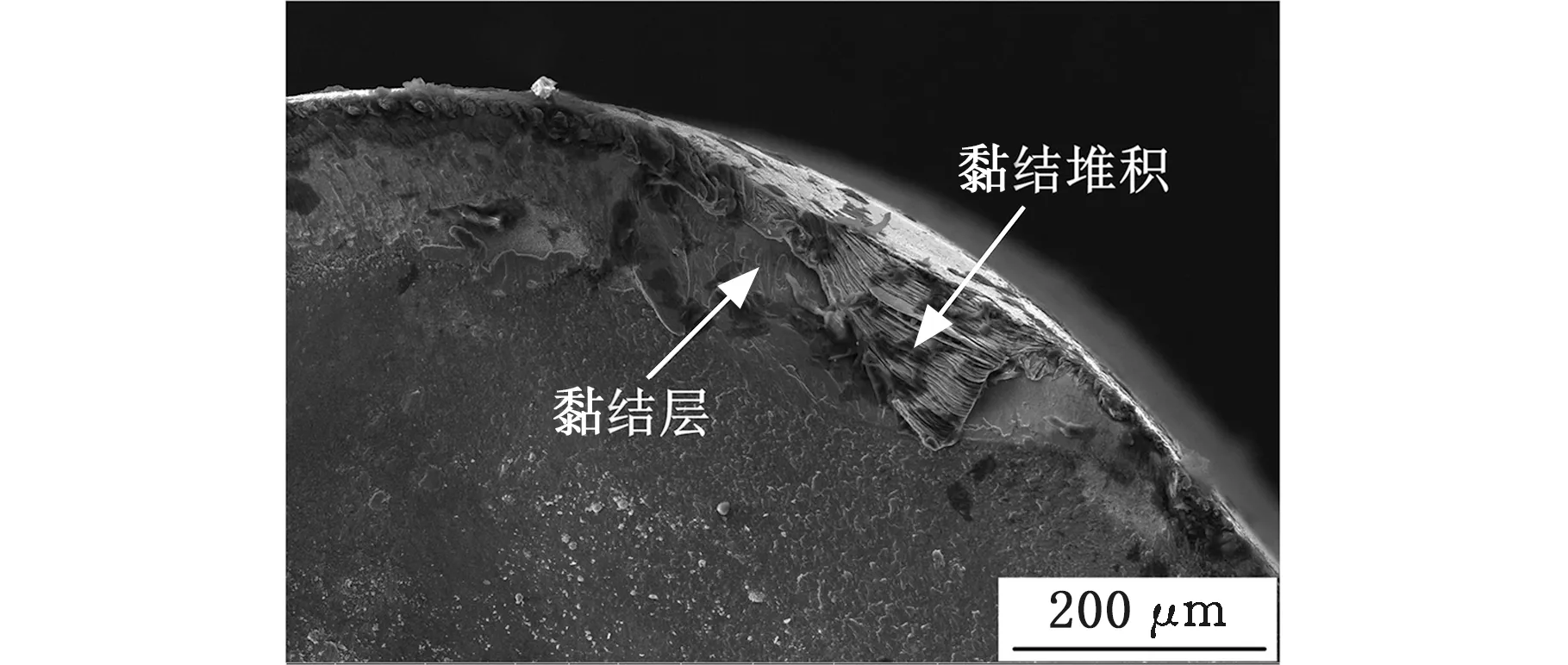
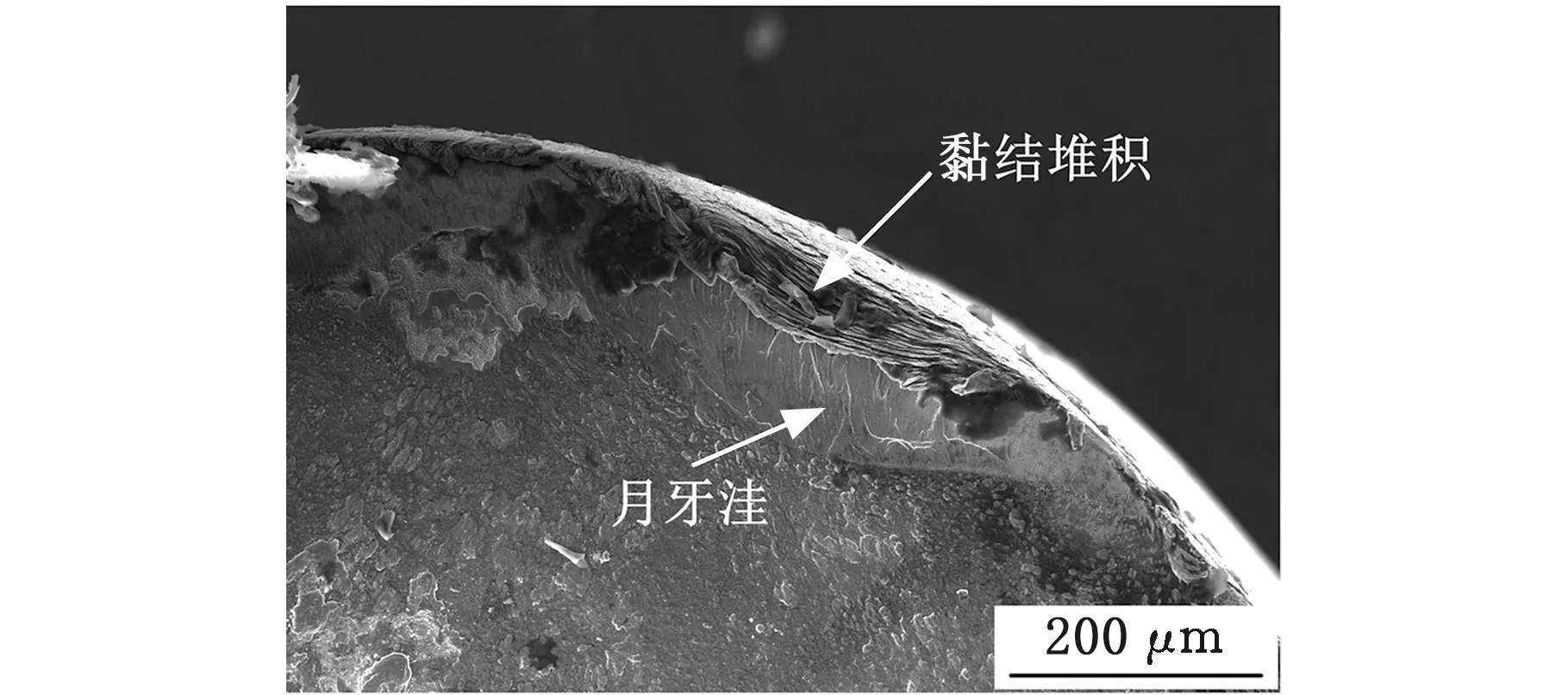
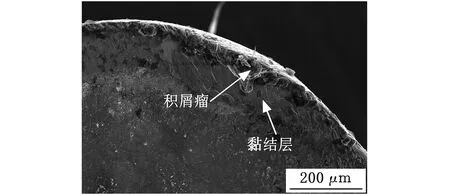
与未处理刀具相比,深冷处理刀具的月牙洼范围不明显(图9b),但表面出现了大片的黏结堆积,这是刀具磨损后期切削温度高的体现。微喷砂处理刀具前刀面磨损形貌与未处理刀具近似,出现的牙洼和黏结堆积(图9c),原因是刀具磨损后期的切削区域处,微喷砂处理得到的较好刀具初始表面已被基本磨去,所以此时刀具的磨损情况与未处理刀具近似。深冷+微喷砂表面处理刀具硬度较高,耐磨性较好,且表面残余应力较高,有效抑制了刀具表面微裂纹的产生,提高刀具的抗磨损性能,所以与未处理刀具和两种单一处理刀具相比,深冷+微喷砂表面处理刀具的前刀面月牙洼范围减小且边界不明显(图9d),切削刃完好,表面黏结层少且集中。深冷+微喷砂处理刀具的前刀面还出现积屑瘤。切削过程中,在一定的压力(图6)和高温(图7)条件下,切屑不能完全随着切削排出,而是黏结在前刀面切削刃处导致“冷焊”现象,从而形成积屑瘤。
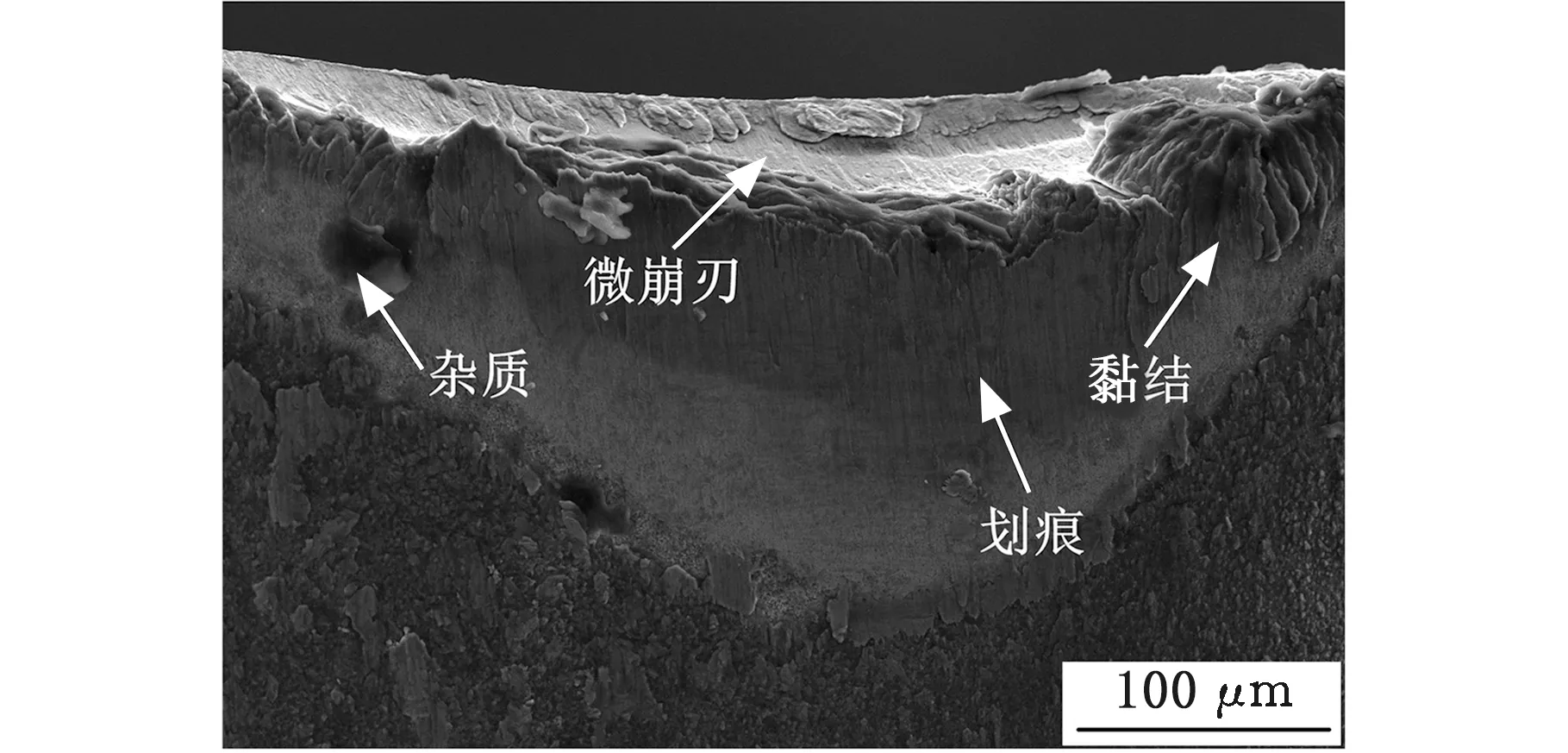
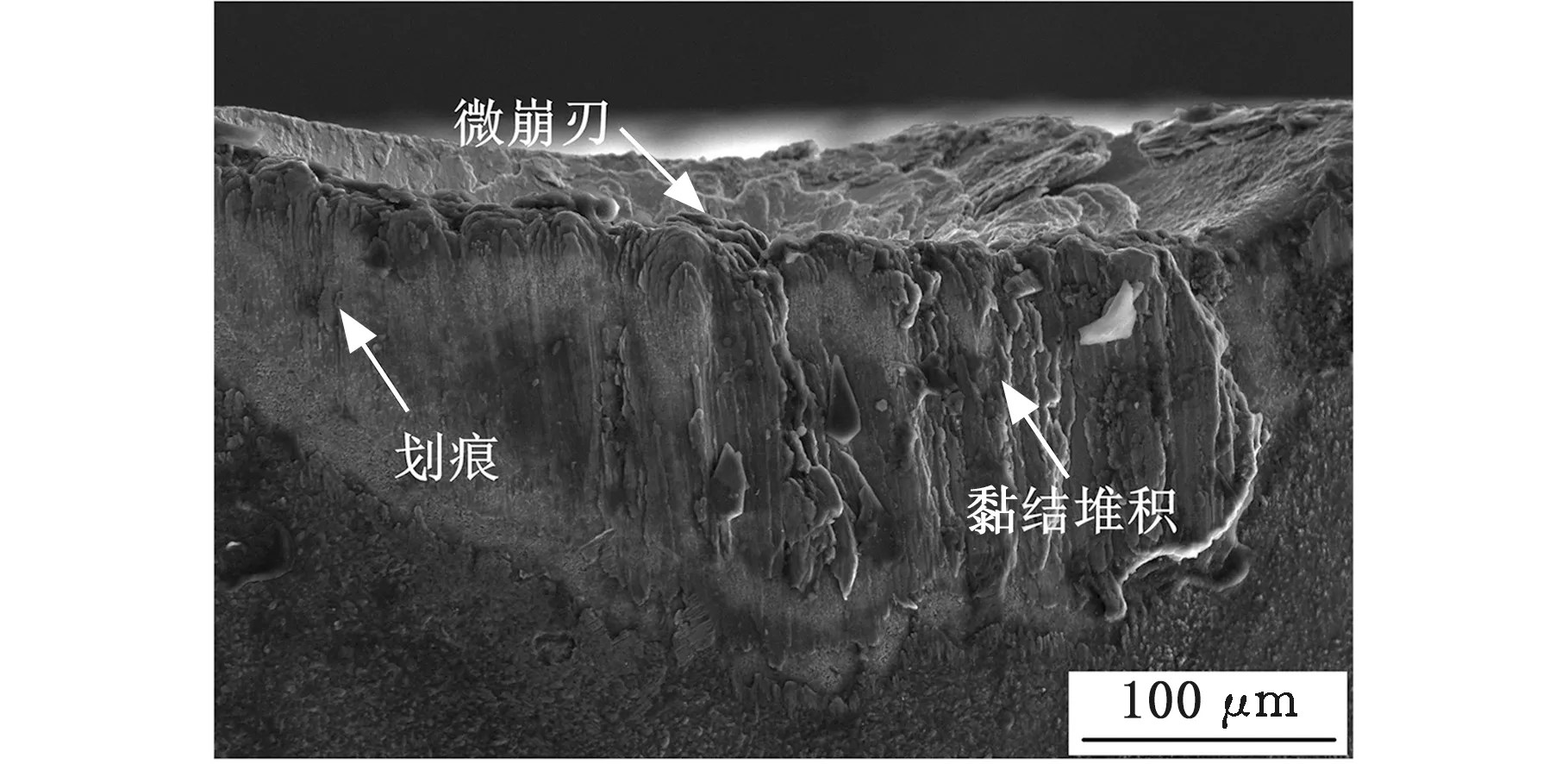
图11所示为不同表面处理刀具的磨损量达到0.3mm时后刀面的磨损形貌。从图11a中可以看出,未处理刀具在切削刃处出现了微崩刃,在高速切削过程中,切削刃持续受到切削力的冲击,切削过程不稳定,TiAlSiN涂层刀具硬度高、脆性大,易出现微崩刃现象。图12所示为图11a中磨损区域B的EDS图谱,其中V元素的出现表明后刀面出现黏结磨损。C、Co和大量W元素的出现则证明后刀面涂层磨损与剥落严重,硬质合金基体出现大面积裸露。未检测到O元素的原因可能是刀具后刀面与工件结合较为紧密,使得氧气无法进入。工件材料中的氧化物、碳化物和氮化物等硬质点和已加工表面上的硬化层与黏附的积屑瘤残片等,对刀具表面摩擦和刻划作用致使刀具表面出现许多接近平行的划痕和沟痕,造成磨粒磨损。
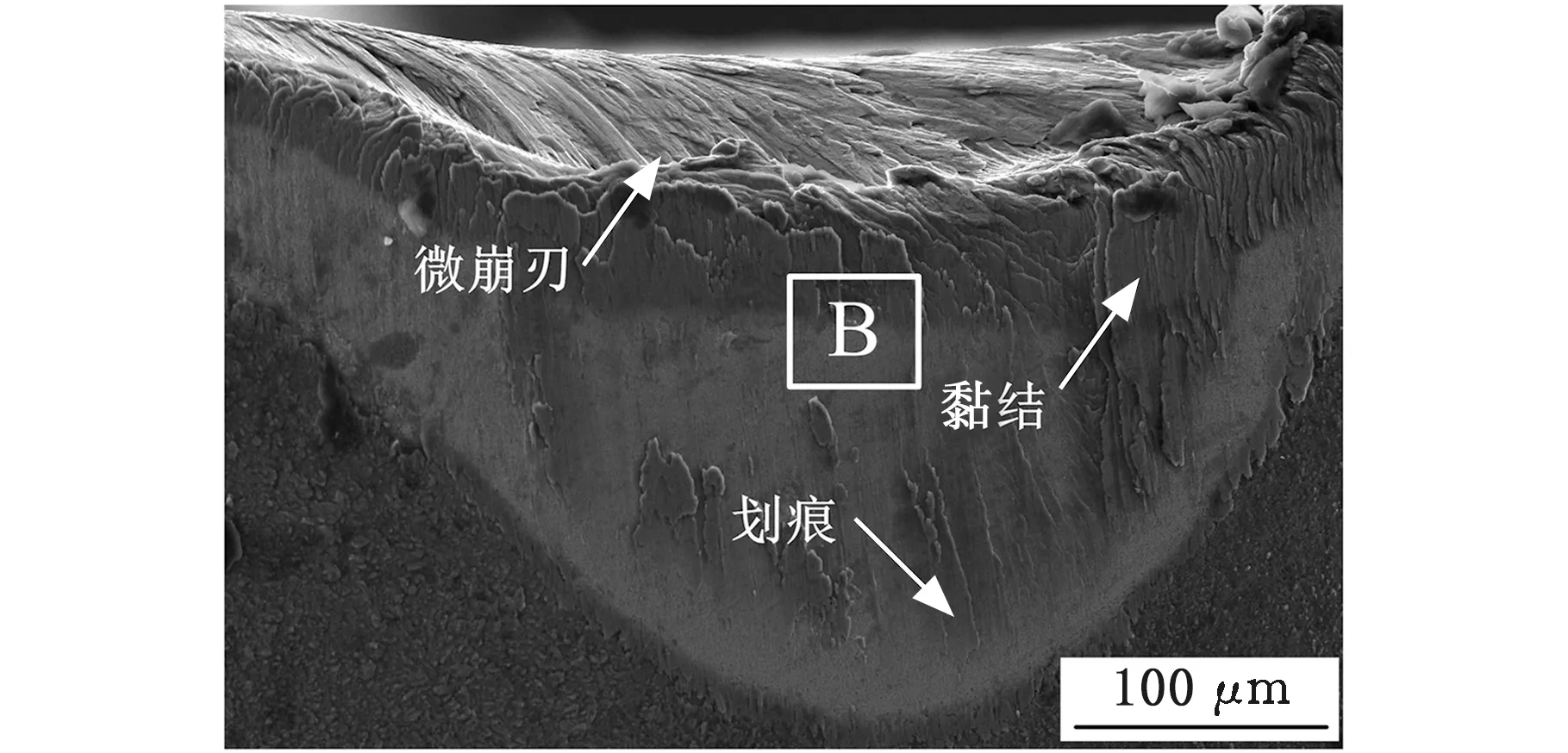
(a)未处理刀具

(b)深冷处理刀具
(c)微喷砂处理刀具
(d)深冷+微喷砂处理刀具图11 不同表面处理刀具的后刀面磨损形貌Fig.11 Wear morphology of the flank face of cutting tools with different surface treatments
与未处理刀具相比,深冷处理后刀具微崩刃范围变大(图11b),划痕面积减小,磨粒磨损减弱,主要出现大范围黏结。深冷处理后刀具硬度显著上升,同时脆性也增大,更易出现微崩刃,但硬度上升的同时也有利于抵抗工件材料中硬质点或硬质残片对刀具表面的刻划作用,减少磨粒磨损。微喷砂处理刀具的后刀面黏结堆积减少(图11c),靠近切削刃处仍有黏结,硬质合金基体裸露面积增大,出现微崩刃和大范围划痕。原因可能是微喷砂处理时刀具后刀面的喷砂角度较小,磨料颗粒对后刀面主要起微切削作用,造成部分涂层厚度减小,导致基体裸露面积增大,破坏涂层的热障功能。深冷+微喷砂处理刀具的后刀面出现黏结堆积(图11d),微崩刃现象减少,磨粒磨损范围减小,硬质合金基体裸露面积减少。深冷+微喷砂处理后刀具显微硬度和表面残余应力增大,提高了刀具抗刻划和抗崩刃能力,同时先进行深冷处理,刀具后刀面表面质量增强,一定程度上提高了抵抗喷砂颗粒微切削的能力,减少基体的裸露,保护了涂层的热障能力。
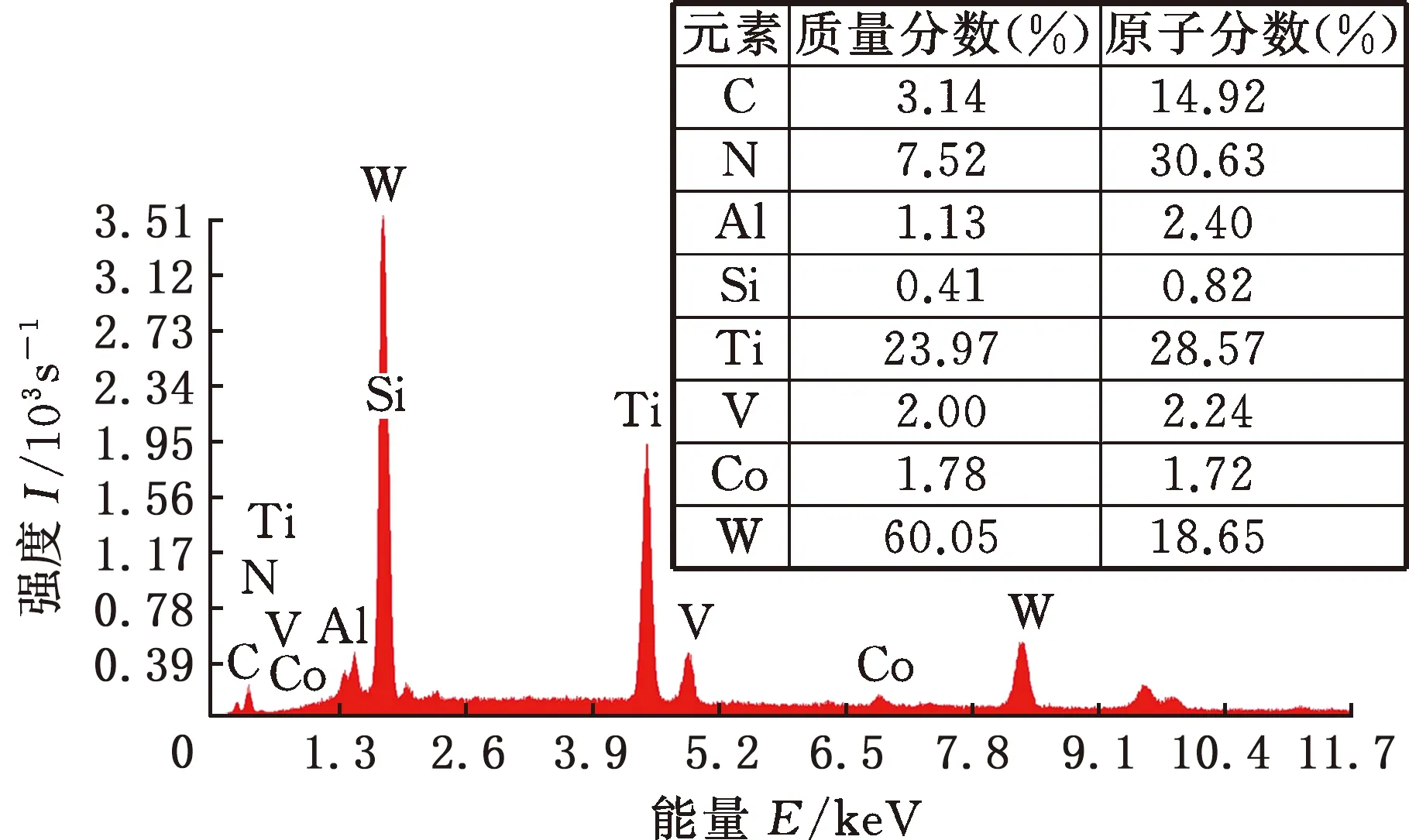
图12 图11a中磨损区域B的EDS图谱Fig.12 EDS spectrum of worn surface of area B in fig. 11a
3 结论
对TiAlSiN涂层硬质合金刀具分别进行深冷处理、微喷砂处理和深冷+微喷砂处理,之后进行钛合金高速干车削试验,分析了不同表面处理方法对刀具表面完整性和切削性能的影响,结果表明:
(1)深冷处理主要作用于涂层刀具内部,微喷砂处理主要作用于涂层刀具表面,深冷+微喷砂处理对涂层刀具整体都有强化作用,因此深冷+微喷砂处理后刀具的表面粗糙度Ra最小,初始表面形貌最好,显微硬度和表面残余应力相比未处理刀具有显著改善。不同表面处理后涂层刀具的物相结构没有明显改变。
(2)深冷+微喷砂处理能有效减小切削过程中的切削力、降低切削温度。经不同方法处理后的TiAlSiN涂层刀具切削寿命均有提升,其中深冷+微喷砂处理刀具提升最大,其寿命比未处理刀具提高41%,比深冷处理刀具和微喷砂处理刀具分别提高25%和18%。深冷+微喷砂处理刀具表现出最好的切削性能。
(3)深冷+微喷砂处理能更加有效地提高涂层刀具的耐磨性,减少前刀面的月牙洼磨损与后刀面的崩刃和磨粒磨损。
猜你喜欢
有色金属加工(2023年6期)2023-12-18 01:30:12
工具技术(2023年9期)2023-10-24 02:21:54
中国机械工程(2022年16期)2022-09-03 01:47:16
上海理工大学学报(2020年2期)2020-05-30 03:20:22
伴侣(2017年6期)2017-06-07 08:55:22
化工管理(2017年12期)2017-05-12 08:38:37
上海金属(2016年3期)2016-11-23 05:19:44
证券市场周刊(2016年35期)2016-09-19 18:15:23
焊接(2015年4期)2015-07-18 11:02:46
上海金属(2014年5期)2014-12-20 07:58:34
