
高速激光熔覆Inconel 625/Y2O3复合涂层高温耐磨性能研究
2023-01-14 07:25桂万元毕文亚钟诚付凯丁宇航吴韬聂宝贤王晓明
材料研究与应用 2022年6期
桂万元,毕文亚,钟诚,付凯,丁宇航,吴韬,聂宝贤,王晓明
(北京科技大学国家材料服役安全科学中心,北京 100083)
锅炉受热面在运行过程中长时间经受高温烟气及飞灰颗粒的冲刷、磨损,易导致锅炉发生爆破泄漏的安全事故[1-2]。因此,采用表面改性技术提高锅炉受热面的高温磨损性能具有重要的研究价值。目前,主要采用堆焊技术在锅炉受热面制备耐磨涂层,然而堆焊技术具有较高的热输入,极易造成基体材料变形。此外,高的热输入也导致了大量铁元素进入到涂层中,所制备的涂层稀释率大、耐腐蚀性显著下降[3-4]。与堆焊技术相比,高速激光熔覆技术具有稀释率低、结合性能好及效率高的特点,因而被广泛应用于工程器件表面防护领域中,用于提高工程器件的表面耐磨和耐蚀性能[5-6]。
Inconel 625是一种依靠Mo、Nb等元素固溶在Ni-Cr基体中来获得高强度的固溶强化镍基高温合金,其具有典型的面心立方晶体结构,在从低温加热到高温的过程中不会发生结构的转变,表现出良好的热稳定性、优异的耐蚀性和高温抗氧化性的特点,被广泛地用作热端部件的涂层材料[7-8]。然而,激光熔覆Inconel 625合金涂层依然存在硬度值偏低和耐磨性能不足的问题。针对该问题,当前主要采用添加合金元素和陶瓷颗粒两种方式来提高其硬度与耐磨性能。金顶等[9]通过对激光熔覆Inconel 625涂层进行不同热处理后的组织耐磨性研究发现,涂层中的组织越细小,其摩擦系数就越小,耐磨性能就越好。司武东等[10]在20号碳钢表面激光熔覆了一层Inconel 625合金,该合金涂层产生的固溶强化使其硬度比基体高2.4倍、耐磨性提高了2倍。路程等[11]证明了向镍基合金中添加Cr、Mo和Nb难熔元素会对熔覆层起到固溶强化作用,同时难熔元素还可以作为硬质相弥散分布在涂层中,从而提高涂层的硬度和耐磨性。褚清坤等[12]证明了在Inconel 625合金中添加不同含量的TiC陶瓷颗粒可形成多种金属间化合物,进而提高涂层的硬度和耐磨性。王亚敏等[13]通过在镍基合金中添加TiC陶瓷颗粒,也获得了耐磨性比较好的TiC增强镍基复合涂层。Xu等[14]在激光熔覆Inconel 625合金粉末的过程中,通过向Inconel 625合金粉末中添加一定量的TiC陶瓷颗粒而获得了腐蚀电位更高、电流密度更低的耐蚀性涂层。王书文[15]、胡伯林[16]等在激光熔覆镍基合金粉末的过程中,向其中添加WC陶瓷颗粒,同样也获得了硬度高、耐磨性能好的涂层。
与添加碳化物陶瓷颗粒来提高Inconel 625合金激光熔覆层硬度及耐磨性的原理不同,在激光熔覆过程中加入稀土元素可以起到细化晶粒、减少裂纹、提高涂层耐磨性能等作用[17]。Shu等[18]在钛合金中添加稀土CeO2陶瓷颗粒,熔覆层中的析出相均被显著细化,并且随着CeO2含量的增多树枝晶会向细小颗粒状转变且弥散分布于熔覆层中,当添加量(质量分数)达到3%时熔覆层中的析出相均被显著细化。刘佳等[19]在40Cr10Si2Mo钢表面制备含有稀土Y2O3的镍基WC涂层后发现:在激光熔覆过程中添加适量的Y2O3陶瓷颗粒可以提高熔池的流动性,降低多道搭接熔覆层的首道高度,优化熔覆层中的组织,净化熔覆层,以及提升熔覆层的硬度和耐磨性;当添加质量分数1.5%的Y2O3陶瓷颗粒时,涂层的显微硬度提升了18.4%、磨损量下降了12.7%[19]。然而,该研究是通过添加稀土氧化物来改变氧化物在熔覆涂层中的含量,进而改善涂层的硬度和耐磨性,但稀土氧化物陶瓷颗粒在激光熔覆过程中对涂层的微观组织相貌、硬度及耐磨性的深层次作用机理仍未得到明确揭示。
本文采用高速激光熔覆技术,在20G碳钢表面成功地制备了Inconel 625涂层和质量分数为4%的Inconel 625/Y2O3复合涂层。同时,通过系统研究及对比分析涂层的物相组成、显微组织、显微硬度,以及高温摩擦磨损性能变化的规律,揭示了Y2O3陶瓷颗粒改善Inconel 625/Y2O3复合涂层硬度及耐磨性的作用机理,为工业化应用提供了一定的研究基础。
1 实验部分
1.1 实验原料
实验研究中所使用的Inconel 625合金粉末,采购于瑞典Höganäs公司。Inconel 625合金粉末的形貌及粒径如图1所示。从图1可见,Inconel 625合金粉末的形貌为球形,其粒径范围为25—110 μm,成分列于表1。实验使用的Y2O3纳米颗粒,采购于德科岛金有限公司,其粒径范围为30—50 nm。
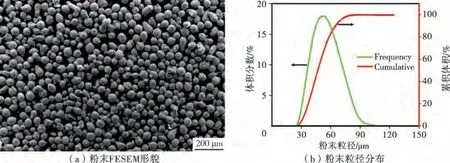
图1 Inconel 625合金粉末Figure 1 Inconel 625 powder

表1 Inconel 625合金粉末中各元素含量Table 1 Chemical composition of Inconel 625 powder
1.2 实验方法
将Inconel 625粉末和质量分数为4%的Y2O3纳米陶瓷颗粒置于球磨机中进行球磨混粉,磨机转速为120 r·min―1,混粉时间为1 h。在激光熔覆前先将粉末在100℃的干燥箱中保温2 h,然后随炉自然冷却以消除粉末中的水分,使其具有良好的流动性,以及减少气孔缺陷。实验设备为中科中美4000 W高速激光熔覆设备,激光为连续激光,波长1064 nm,光斑直径为2 mm,有效工作焦距是15—17 mm,高纯氩气作为保护气、送粉气。采用优化后的工艺参数(见表2),制备Inconel 625涂层和Inconel 625/Y2O3复合涂层。

表2 高速激光熔覆优化工艺参数Table 2 Optimization process parameters of high speed laser cladding
1.3 样品测试
采用线切割法,截取出带有基体和熔覆层的金相样品,样品尺寸为5 mm×5 mm×3 mm。用碳化硅砂纸打磨并进行机械抛光,然后在含10%的草酸溶液中3 V直流电压下电解10 s。用场发射扫描电子显微镜(FESEM,ZEISS SUPRA55),观察样品的微观组织形貌。采用振动抛光技术去除样品表面残余应力,然后利用电子背散射衍射(EBSD)技术对熔覆层的晶体结构进行表征,收集的EBSD数据用Channel 5分析软件进行处理。采用X射线衍射仪对20G钢基体、Inconel 625涂层和Inconel 625/Y2O3复合涂层的物相组成进行分析,其中靶材为铜靶、扫描角度为30—100 °、扫描步长为20 °·min-1。利用维氏显微硬度计对熔覆层到20G钢基体的截面硬度进行测量,每一水平测量5次取平均值,选定的测试载荷为500 g,设置的饱载时间为15 s。
采用高温摩擦磨损试验仪(THT-1000,Anton Paar)对试样进行滑动摩擦试验。在测试摩擦磨损性能之前,将基体和样品加工成30 mm×10 mm的圆柱形,并将需要测试的表面进行打磨抛光,同时选择直径为6 mm的氮化硅球作为对磨球,并在进行测试之前用乙醇清洗。以20℃·min-1的加热速度将实验温度加热到600℃,让样品保温10 min后开始磨损实验,试验载荷为5 N、转速为580 r·min-1、磨损时间为20 min。在滑动摩损试验过程中,由机器自动记录摩擦系数(COF)随时间变化的曲线,用扫描电镜观察和分析磨损试样的表面。
2 结果与讨论
2.1 微观组织演变规律
图2为激光熔覆Inconel 625/Y2O3复合涂层的微观组织扫描电镜照片。熔覆层与基体结合良好,根据熔覆层与20G基体的远近程度依次将其分为顶部、中部和底部组织(见图2(a))。熔覆层的组织主要由温度梯度和凝固速率共同决定[5,20-21]。在熔覆层底部,热量可以通过基体快速传递出去,因此在熔覆层底部就形成了与基体成一定夹角向外生长的细小晶粒(见图2(b));在熔覆层中部,热量主要通过基体向下传递和通过熔覆层顶部向外散热,而在其他方向温度梯度较小,散热较慢,因此就形成了柱状晶为主的组织(见图2(c));在熔覆层顶部,热量既可以向外直接散热,也可以通过熔覆层向下传热,因此就形成了比较发达的树枝晶组织(见图2(d))。
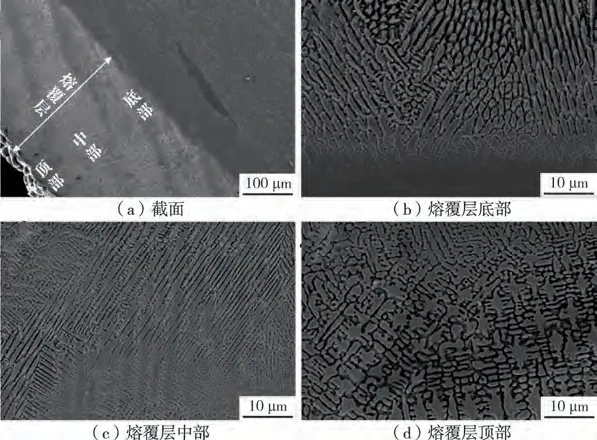
图2 Inconel 625/Y2O3复合涂层的扫描电镜照片Figure 2 FESEM images of Inconel 625/Y2O3 composite coating
进一步用EBSD对Inconel 625涂层和Inconel 625/Y2O3复合涂层的晶粒形貌、晶界和晶粒取向进行表征,结果如图3所示。从图3可见:在Z轴方向(垂直基体的方向)上Inconel 625涂层的<001>取向比Inconel 625/Y2O3复合涂层强,Inconel 625/Y2O3复合涂层晶粒取向更加随机,添加质量分数为4%的Y2O3后使复合涂层中细小晶粒所占的比例增多,这说明Y2O3在凝固过程中作为形核剂来细化晶粒;从Inconel 625涂层和Inconel 625/Y2O3复合涂层的大小角度晶界分布图中发现,红色代表的是取向差在2—10 °之间的小角度晶界、黑色为取向差大于10 °的大角度晶界,Inconel 625涂 层和Inconel 625/Y2O3复合涂层组织都以大角度晶界分布为主。

图3 复合涂层的EBSD表征Figure 3 EBSD analysis of coatings
对20G基体、Inconel 625涂 层和Inconel 625/Y2O3复合涂层进行XRD实验分析,结果如图4所示。从图4可以看出:基体20G钢基体的相组成均为铁的衍射峰,Inconel 625涂层的相组成均为镍的衍射峰;由于质量分数4%的Y2O3纳米陶瓷颗粒的添加,在Inconel 625/Y2O3复合涂层中出现了大量Y2O3的衍射峰。

图4 20G、Inconel 625涂 层和Inconel 625/Y2O3复合涂层的XRD图谱Figure 4 X-ray diffraction patterns of 20G steel substrate,Inconel 625 coating and Inconel 625/Y2O3 composite coating,respectively
2.2 硬度分布规律
图5为Inconel 625涂 层 和Inconel 625/Y2O3复合涂层的显微硬度分布图。从图5可见,涂层/基体界面附近硬度最高。这是由于在激光熔覆过程中激光热作用导致基体表面与熔覆粉末共同熔融,涂层界面附近基体元素与涂层中元素形成一定量的金属间化合物,从而使其硬度得到了一定程度的提高[22]。从图5还可见,Inconel 625涂 层 和Inconel 625/Y2O3复合涂层的显微硬度与基体相比均得到了显著提升,Inconel 625涂层的硬度相较于基体提高了1倍,而Inconel 625/Y2O3复合涂层硬度最高达到240 HV0.5。这是因为部分Y2O3颗粒作为形核剂细化了晶粒,还有部分Y2O3颗粒没有完全溶解而是弥散地分布在熔覆层,起到了弥散强化的作用,从而提高了熔覆层的显微硬度。

图5 Inconel 625涂层和Inconel 625/Y2O3复合涂层截面硬度分布图Figure 5 Cross-sectional hardness of Inconel 625 coating and Inconel 625/Y2O3 composite coating on 20G steel,respectively
2.3 高温摩擦磨损性能
图6为20G基 体、Inconel 625涂 层 和Inconel 625/Y2O3复合涂层在600℃下摩擦磨损系数随时间的变化。从图6可见:与20G基体相比,Inconel 625涂层和Inconel 625/Y2O3复合涂层的摩擦系数均有所降低,磨痕宽度也有所减小,并且Inconel 625/Y2O3复合涂层表现出最低的摩擦系数和最窄的磨痕宽度。在磨损实验开始5 min内,摩擦系数波动比较大,在5—15 min间基本保持稳定,这是样品表面原有的粗糙度造成的;在经历磨损的平稳阶段之后,摩擦系数增加,这是由于表面划痕和氧化物黏着物的增加,使表面粗糙度增大导致的。
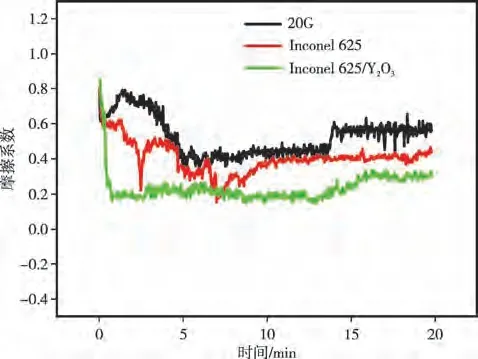
图6 20G基体、Inconel 625涂层和Inconel 625/Y2O3复合涂层摩擦磨损系数随时间的变化Figure 6 Friction coefficient curves of 20G steel,Inconel 625 coating and Inconel 625/Y2O3 composite coating on 20G steel,respectively
图7为试样600℃下高温摩擦磨损后微观组织扫描电镜照片。从图7可见:20G基体磨损表面沿滑动方向有划痕并呈沟槽状形貌,说明表面发生了磨粒磨损[23],在高温磨损实验中表面粗糙度越大,粗糙峰越尖锐,更容易形成沟槽,磨粒磨损更严重;Inconel 625熔覆层的磨损表面有大量被压实的氧化层和明显的凹坑,这是粘着磨损的典型特征[24-25],在磨损过程中产生的磨屑在高温下被压成光滑的扁平状附着在熔覆层表面,对熔覆层能够起到一定的保护作用;4%的Y2O3纳米陶瓷颗粒的加入,使得Inconel 625/Y2O3复合涂层内存在大量硬质颗粒,因此在磨损表面也会有大量细密的犁沟和微小的凹坑。

图7 试样高温摩擦磨损后微观组织扫描电镜照片Figure 7 FESEM images of worn surfaces of specimens after 600℃/20 min friction and wear tests
结合摩擦系数分析结果可以发现:20G基体的摩擦系数最高,这因为20G钢材的硬度低,材料表面塑性较高,导致摩擦系数较高;Inconel 625/Y2O3复合涂层的摩擦系数最小,表面硬度的增加使得试样的表面塑性降低,提高了试样的抗粘着能力,同时Y2O3纳米陶瓷颗粒可以作为有效形核剂增加了形核速度而获得更加细小的组织,细化的组织在摩擦过程中受到的阻力更小,摩擦系数更小,摩擦学性能更好,耐磨性更好。
3 结论
通过系统对比Inconel 625涂层与Inconel 625/Y2O3复合涂层的微观组织形貌、晶粒形貌、晶界和晶粒取向、相组成、硬度及耐磨性,研究了Y2O3的加入对高速激光熔覆Inconel 625涂层的微观组织及高温耐磨性的影响,揭示了Y2O3陶瓷氧化物改善硬度与耐磨性的作用机制。
(1)Inconel 625/Y2O3复合涂层的显微组织以柱状晶为主,由于Y2O3的加入使熔覆过程中熔池内形核点位增加,导致复合涂层中晶粒取向更加随机。同时,复合涂层中细小晶粒的占比明显增多。
(2)与Inconel 625涂层相比,Inconel 625/Y2O3复合涂层的硬度有一定程度的提高,大约是20G基体的2倍,达到240 HV0.5。
(3)Inconel 625/Y2O3复合涂层具有更低的高温摩擦系数,这是由于Y2O3的添加具有一定细化晶粒的作用,细化的组织使得在摩擦过程中受到的阻力更小,从而使摩擦系数更小,表现出更好的摩擦学性能和耐磨性能。
猜你喜欢
汽车实用技术(2022年13期)2022-07-19
石材(2022年3期)2022-06-01
中外公路(2022年1期)2022-05-14
矿冶工程(2021年6期)2022-01-06
陶瓷学报(2021年4期)2021-10-14
石材(2020年11期)2021-01-08
中学生数理化·八年级物理人教版(2020年3期)2020-10-29
热喷涂技术(2019年3期)2019-11-14
炭素(2019年2期)2019-07-22
模具制造(2019年3期)2019-06-06
