一次车门铰链电泳异物问题的排查与解决
2023-01-13 05:24:56秦正勇
电镀与精饰 2023年1期
龚 超,秦正勇
(上汽乘用车福建分公司,福建 宁德 352100)
近年来,随着汽车工业的快速发展,人们开始越来越重视汽车的质量,对汽车的要求也越来越高,尤其是汽车的防腐性能[1-3]。汽车的防腐性能主要由涂装工艺来实现,其中电泳工序不仅能为后续的面漆工序提供合格底材,更是在后续的防腐中起最主要作用[4-6]。因此,电泳漆膜的品质好坏将直接影响到汽车的使用寿命。
但在电泳过程中,漆膜难免会产生各种缺陷,如颗粒、粗糙、缩孔、针孔、重溶、流挂、异物附着等[7-8]。这些缺陷需根据不同的情况进行处理,缺陷严重时还需将电泳涂层打磨掉才能返修,这对车身的防腐性能有很大影响[9]。本文介绍了一个实际生产过程中出现的车门铰链电泳异物问题,分享该问题的排查过程及解决对策,希望能为汽车涂装过程中电泳问题的防治与解决提供新思路及借鉴案例。
1 现状
1.1 问题背景
某涂装线在日常监控车身电泳质量时发现车门铰链上批量出现异物(如图1 所示),该异物具有两个特点:一是与铰链粘附紧密且硬度较高,需用刮刀或打磨机进行清理;二是异物内部为蜂窝状结构,存在较多空隙。该异物处理过程较为繁杂,平均处理每台车需费时40 min 以上,严重影响到打磨班组的生产节拍进而影响到预期产量的达成。
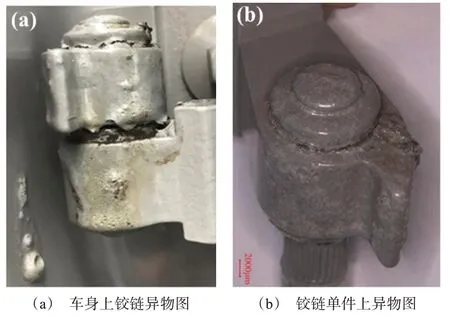
图1 车门铰链电泳异物Fig.1 Electrophoretic foreign matter in door hinge
1.2 电泳工艺流程
某涂装车间前处理电泳使用摆杆运输设备,电泳烘房为桥式烘房。前处理电泳工艺主要流程如下:白车身→手工预清洁→洪流→预脱脂→脱脂→水洗1→水洗2→水洗3→硅烷→水洗4→水洗5→水洗6→电泳→超滤1→超滤2→超滤3→纯水的喷淋→纯水浸洗→电泳烘干。
2 原因排查
2.1 分段排查
通过观察该铰链电泳异物,发现其与平时所见的电泳流痕不同,铰链周围不仅没有能产生流痕的间隙,且异物形态与流痕也不相同。为了锁定异物产生的原因,笔者首先对铰链在各工艺段的状态进行了大量的跟踪与排查。
如图2、图3所示,通过分段排查的方法,最终在电泳出口工位发现铰链上有絮凝物产生(该物质可完全溶解于电泳溶剂),且该絮凝物经烘房烘烤后形成了与铰链异物相同的缺陷,所以将铰链电泳异物的产生原因锁定在电泳工艺段。
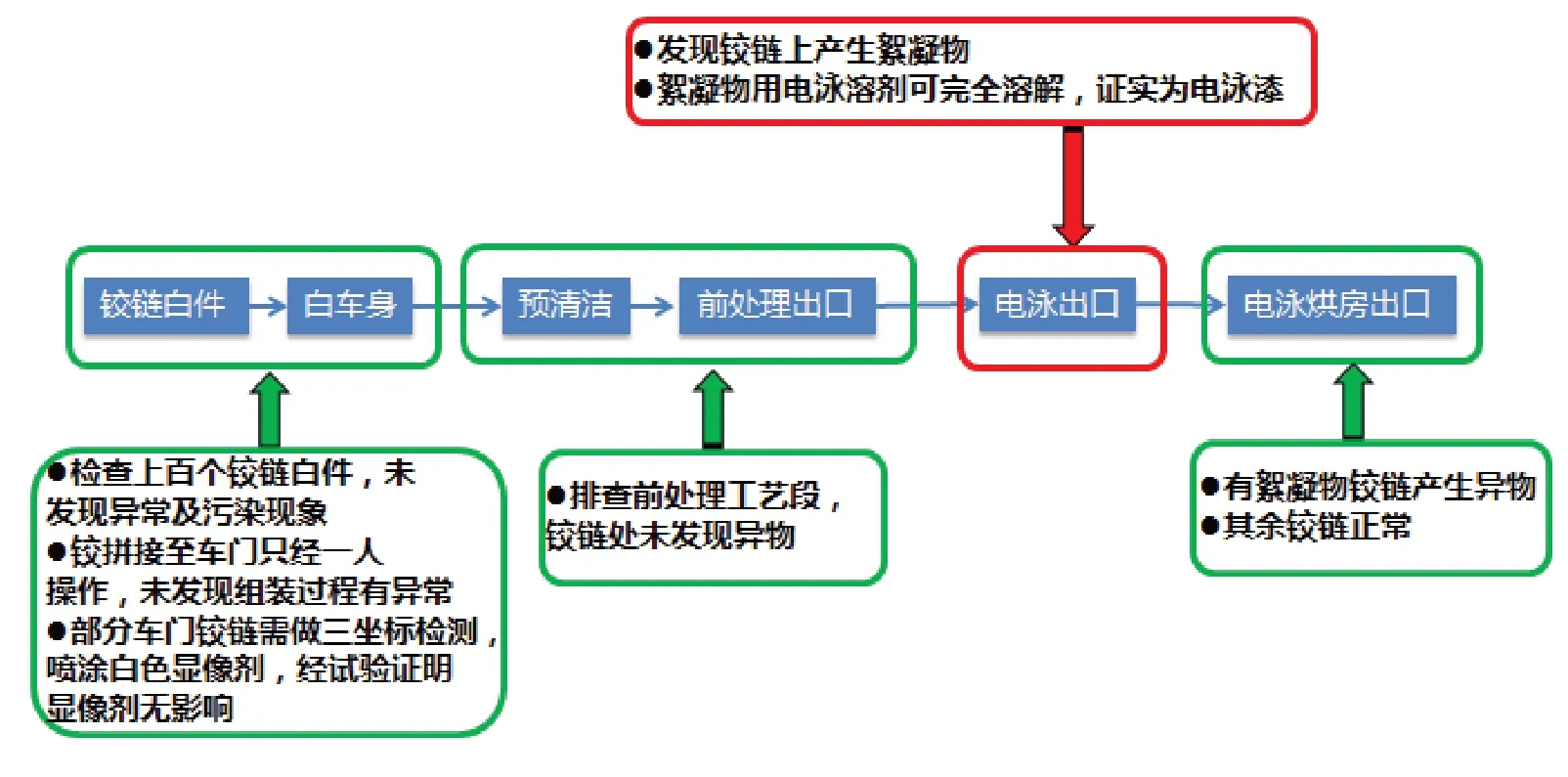
图2 车门铰链异物问题分段排查Fig.2 Sectional troubleshooting of foreign matters on door hinge
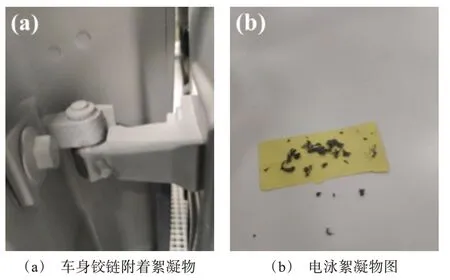
图3 车门铰链电泳絮凝物Fig.3 Electrophoretic floc of door hinge
2.2 电泳参数
通过分段排查锁定了铰链电泳异物是在电泳过程中产生的,笔者先对电泳槽液参数进行了排查。如表1 电泳槽液参数检测结果所示,各参数均在控制计划的参数范围内,未发现明显异常。

表1 电泳槽液参数检测结果Tab.1 Test results of electrophoresis bath parameters
笔者接着又对电泳电压设置值进行了对比。如表2 所示,通过对比各基地电泳施工电压的最高设定值可以看出,本基地的最高电压值要高于基地2和基地3而小于基地4,属于正常水平,无明显偏高。
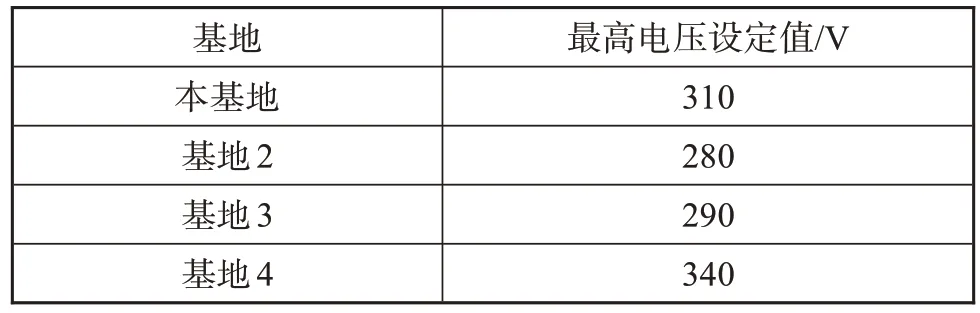
表2 各基地电泳最高电压设定值对比Tab.2 Comparison of the maximum voltage setting value of electrophoresis at each base
通过对电泳槽液参数及电泳最高电压设定值进行对比和验证,排除了电泳参数对铰链异物产生的影响。
2.3 铰链单件
除了排查电泳参数外,还委托维修工程师对整流电源设备进行了详细检查,也未发现异常情况。考虑到铰链电泳异物是固定出现在四门的铰链上,笔者推测可能是铰链单件方面存在问题。
2.3.1 铰链间隙过大
由于铰链电泳异物出现的位置是固定的,且异物在烘干前为絮凝物,该物质能完全溶解于电泳溶剂中,因此初步推断该物质为电泳漆析出产生的沉淀物。电泳漆析出的一种可能性是遇到了前处理的脱脂碱液,因此笔者着手排查了铰链间隙聚集大量脱脂碱液的可能性。首先对铰链单件的间隙进行了测试,如图4 所示,铰链与销轴间是由衬套填充,经测试发现铰链与衬套、衬套与销轴间密封性良好无明显间隙,仅在衬套翻边过程中会产生一个小缺口,缺口的体积为4.19 mm2×0.48 mm,即0.002 mL。但要形成如图1 中的电泳异物至少需要0.5 mL 的积液,因此排除了铰链间隙导致电泳异物的可能性。
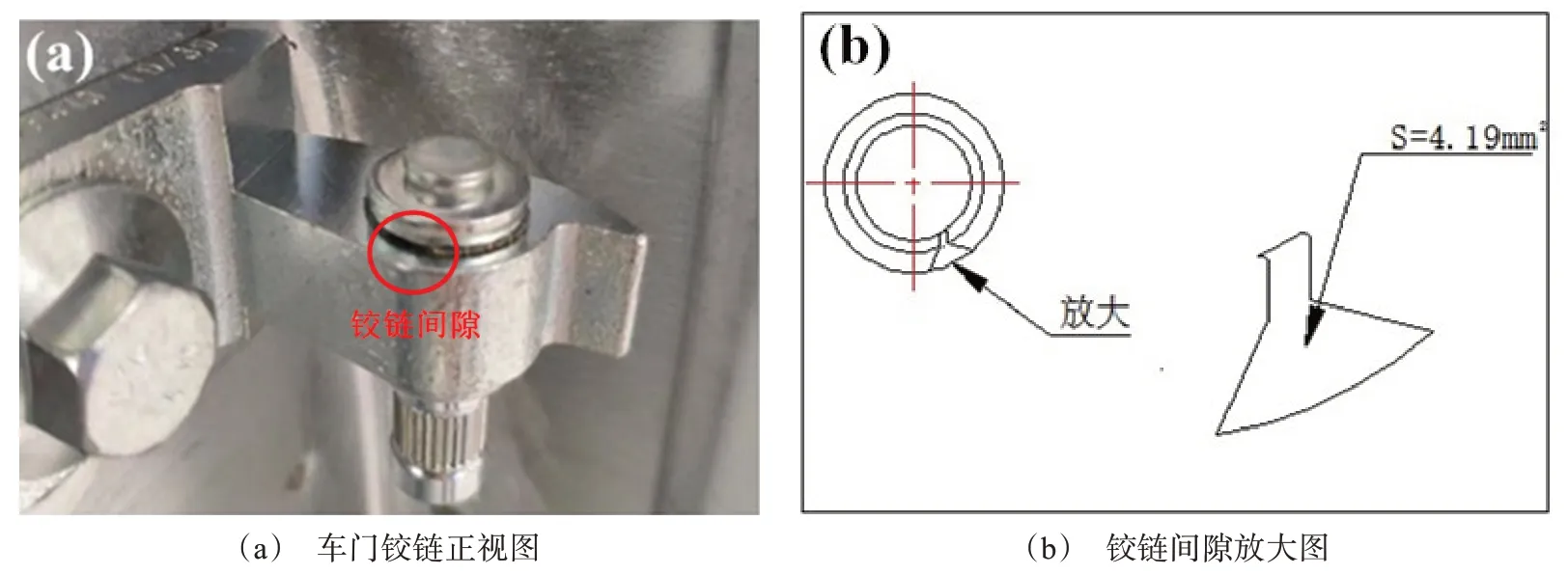
图4 车门铰链单件示意图Fig.4 Schematic diagram of door hinge
2.3.2 铰链材质
为了进一步研究铰链电泳异物问题,对问题铰链进行了解剖分析。如图5(a)所示,剖开后的铰链内部有明显烧焦痕迹,其中铰链衬套(图5(b))已被部分烧毁,而铰链销轴(图5(c))上熔融着了一片黑色和黄色的物质。
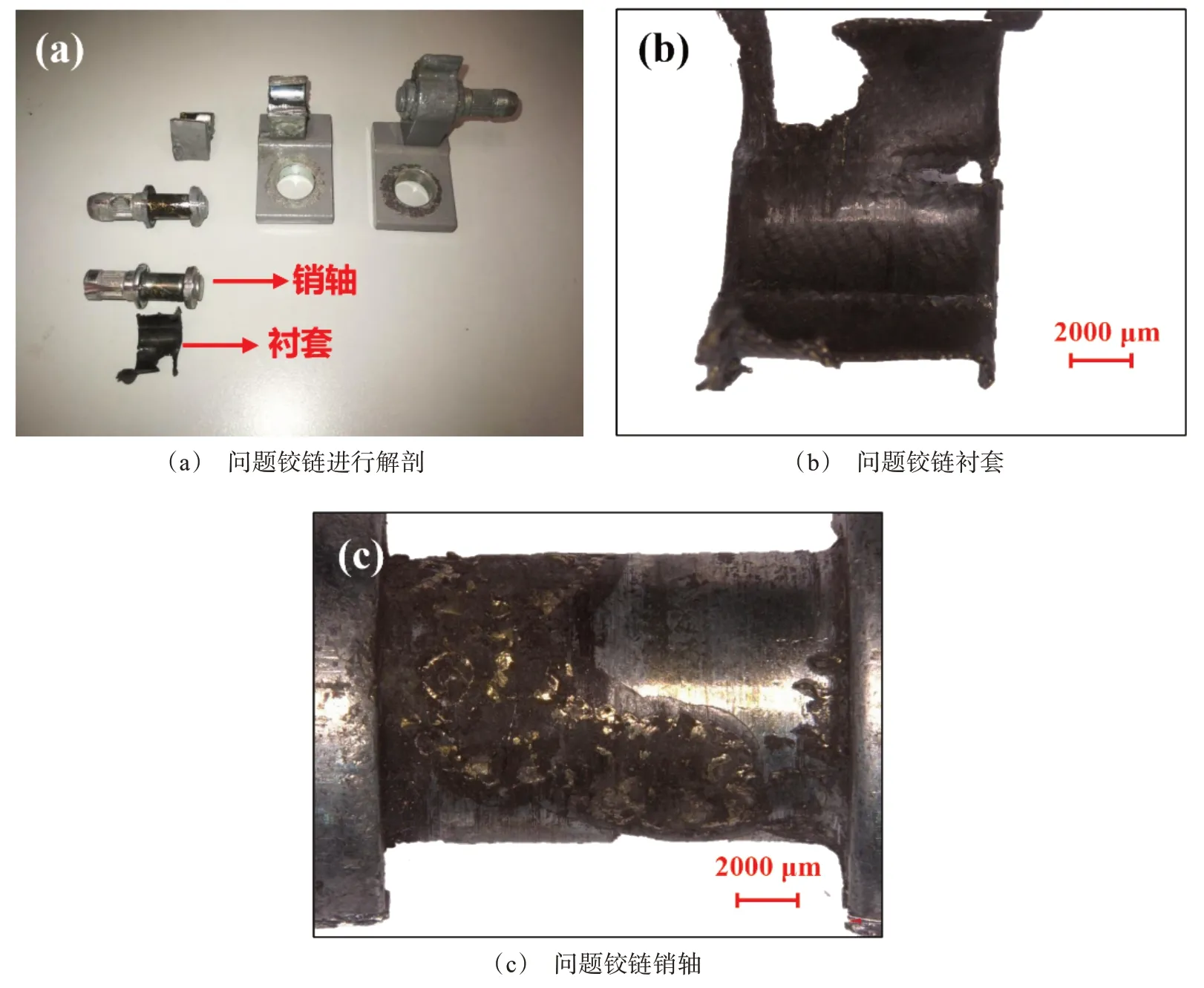
图5 问题铰链内部解剖图Fig.5 Internal anatomy picture of abnormal hinge
由于车间条件有限,决定将问题铰链送往质保中心实验室进行深度分析。实验室对衬套销轴的熔融区域进行了金相检验,发现销轴表面熔融的铜已经渗透到基体内,同时销轴基体组织铁素体+珠光体已经发生马氏体转变。上述现象说明销轴和衬套间发生了高温反应(温度高于铜的熔点1083 ℃)[10],高温导致衬套的铜网(黄色物质)熔化和聚四氟乙烯(黑色物质)碳化以及销轴材质组织转变。质保中心实验室给出的推论是问题铰链上发生了瞬间的大电流放电而导致的高温反应。
如图6 所示,铰链的衬套为铜网四氟衬套,主要由铜网和聚四氟乙烯复合而成。其中,铜为导体,可顺利通过电流,而聚四氟乙烯是绝缘材料,具备一定的耐压值。聚四氟乙烯的理论介电强度为17~24 kⅤ/mm,衬套厚度为0.48±0.02 mm,理论耐压值大于7820 Ⅴ(远高于电泳施工电压:310 Ⅴ左右),具有优异的电绝缘性。衬套中的铜网主要起导电作用,而聚四氟乙烯能增强衬套的韧性和耐磨性。
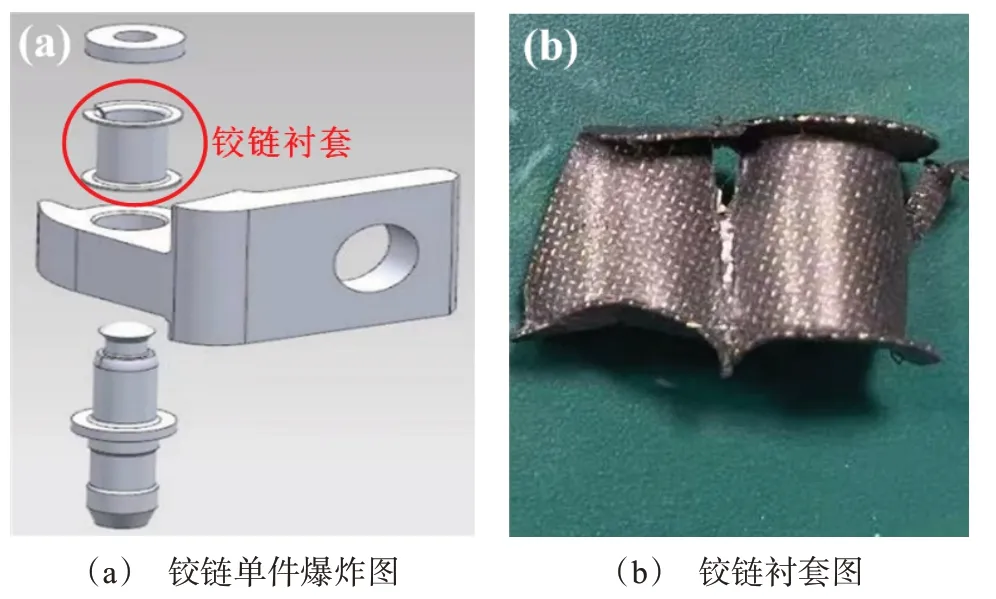
图6 铰链衬套示意图Fig.6 Schematic diagram of hinge bushing
2.3.3 根因确认
为了排查铰链电泳产生异物的根本原因,特地委托外购件质保工程师对整个铰链制造过程进行了重点检查,在检查中发现衬套中的聚四氟乙烯存在混料现象。聚四氟乙烯本为绝缘材料,具备较高的耐压值,但混料后的聚四氟乙烯耐压能力大大降低,在电泳过程中容易发生电击穿现象。
电泳过程中车身作为阴极(被涂物)发生如化学方程式(1)和(2)所列反应[11]。首先,分布在车身周围的水分子发生电解产生OH-离子;其次,OH-与阳离子水溶性涂料反应生成不溶性涂膜沉积在车身上。正常情况下,随着电泳过程中电流缓慢通过车身,涂料慢慢沉积在车身上形成均匀的电泳湿膜。但由于铰链在电泳过程中发生了电击穿现象,伴随着瞬间电流急剧增大,使得水分子的电解和涂料的沉积反应加剧,导致铰链周围的水溶性涂料快速析出并沉积至铰链外表面形成电泳絮凝物,经过电泳烘房烘烤后,最终成为电泳异物。

3 制定措施
针对此次铰链电泳异物问题,并结合异物产生的原因以及生产的实际需求,主要制定了以下措施:
(1)制作铰链的电泳备件,该措施虽然无法彻底解决异物问题,但能大大缩短生产的返修工时;
(2)对混料批次的铰链进行全部隔离,不允许上线,同时让供应商加急生产新批次铰链;
(3)后续铰链衬套混料检查成为外购件质保对供应商检查的一个重点项目。
通过采取以上措施,将混料批次的铰链全部清除并上线新批次铰链,电泳异物问题得到了彻底解决,未再复发。
4 结论
本文简述了一次车门铰链电泳异物问题的排查和解决过程,首先,通过分段排查的方法将问题的根因锁定在电泳段;其次,对电泳参数、铰链间隙、铰链材质逐一进行深入排查,最终确定导致此次车门铰链电泳异物的根本原因是铰链衬套混料。经过此次电泳异物问题的解决,得到以下几点启示:
(1)对于生产实践中遇到的一些复杂问题,需要制定科学、合理的排查计划,并按照计划逐一排查、验证,这样才能快速找到问题的症结所在,以便对症下药,高效解决问题;而对于零配件上出现的问题,不能仅停留在零件表面上,有时需要剥丝抽茧,研究零件的内部构造;
(2)作为涂装车间的工艺工程师不能仅局限于本领域专业知识的学习和应用,还需要拓展到相关领域,比如多学习焊装、总装等领域的专业知识,以便后续多方位、多角度地排查、解决问题;
(3)工厂作为生产基地,其分析检测资源常常是有限的,工程师在解决某些问题时,不能囿于工厂现有条件及固有思维,要拓展思路,积极寻求外部专业资源的帮助。
猜你喜欢
机械管理开发(2023年11期)2024-01-04 11:53:28
装备制造技术(2021年4期)2021-08-05 07:39:40
橡塑技术与装备(2021年11期)2021-06-16 05:43:14
煤矿机电(2020年5期)2020-11-02 10:04:44
有机氟工业(2019年4期)2019-03-16 07:15:30
电线电缆(2017年2期)2017-07-25 09:13:35
电子制作(2016年21期)2016-05-17 03:52:46
化纤与纺织技术(2015年1期)2015-12-26 03:33:39
广州大学学报(自然科学版)(2015年4期)2015-12-23 11:50:08
中国塑料(2015年2期)2015-10-14 05:34:15