
基于ADAMS的铜始极片预剥离装置动力学仿真分析
2022-12-28 07:52浦玲江董为民张于强
农业装备与车辆工程 2022年12期
浦玲江,董为民,张于强
(650500 云南省 昆明市 昆明理工大学 机电工程学院)
0 引言
铜是我国非常重要的有色金属[1],是国民经济建设中是相当重要的金属原材料之一[2]。阴极铜剥片机组是目前艾萨法铜电解项目专用设备,用来剥离不锈钢阴极母板两侧的阴极铜[3]。国外公司在20 世纪70 年代已经研发阴极剥片机组,并重点在“水平剥离技术”[4]和“竖直剥离技术”[5]2 种基本剥片技术上申请专利保护。1980 年EPCM 公司与加拿大鹰桥公司合作推广KIDD 技术;在电解铜的生产制作装备上,EPCM 生产加工不锈钢阴极板及阴极剥片机组;2008 年,该公司制造的第一套机器人剥片机组首次运行使用[6]。国内,丁慧等[7]研发了一种剥离装备,福建某铜厂于2012 年 7 月第一次应用该剥片机组装备;2013 年,吴鹏云等[8]借助三维建模软件SolidEdge 及二维平面设计软件CAXA 研究振打开口试验设备;2014 年,王希靖等[9]分析设计出铜电解始极片剥片机设备;2017 年,陈德华等[10]对大极板智能剥锌机预剥离特性的试验进行了细致研究;同年,肖益民等[11]研发出阴极沉积金属片预剥离装置。上述研究中,大多数都是设计研发剥离装置,而针对传统电解中铜始极片预剥离装置中拍打机构和旋打机构的研究较少。
本文设计了一种铜始极片的预剥离装置,研究铜始极片预剥离过程中拍打机构和旋打机构工作过程的动力学特性,并在不同拍打时间与不同旋转时间情况下,针对固定气缸受到的作用力和旋转架受到的作用力、角加速度、加速度进行综合分析,确定合理的拍打时间和旋转时间。
1 铜始极片预剥离装置设计
1.1 预剥离装置的建模
利用SolidEdge 强大的零件建模功能,对安装用板、检测齿盘、检测开关架、减速器座、接线盒、门架、拍板部件、上横梁、上夹板部件和弯曲顶板进行设计,并进行零件的装配,最终组装成铜始极片预剥离装置,如图1 所示。
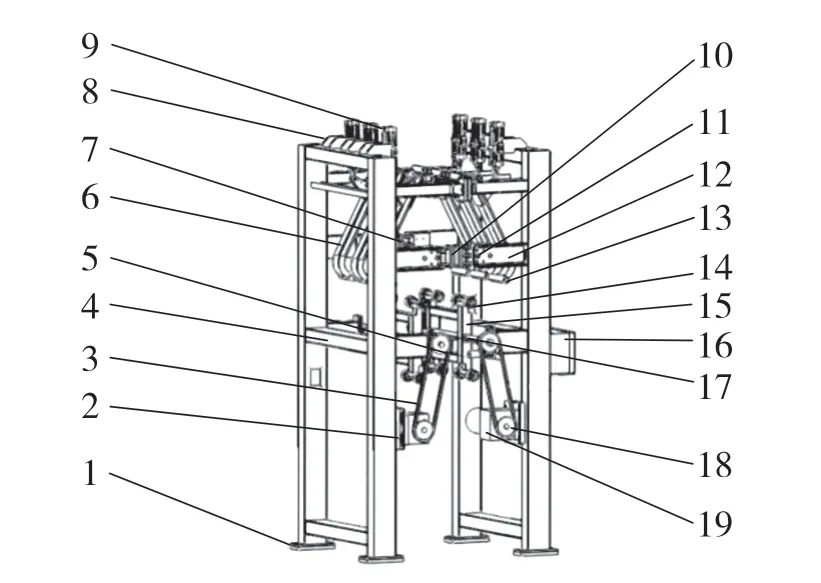
图1 铜始极片预剥离装置整体结构示意图Fig.1 Schematic diagram of overall structure of copper primer prestripping device
1.2 预剥离装置的工作原理
该装置包括横梁、减速机、拍打机构和旋打机构。旋打机构与减速机安装在一起,减速机固定在横梁的两侧,拍打机构与气缸相连接安装在横梁上。使用时,首先将沉积有铜始极片的钛阴极从电解槽取出,并运用传送带送至预剥离设备上,通过气缸推动活塞使尼龙垫板夹紧铜始极片,由减速机提供动力,经由电机链轮带动链条将动力传递到旋转轴,以实现旋转架的360°转动。再由两侧的滚轮不停旋转将动力传递到工作部分。8 个滚轮经过不停旋转转动,使其不断地朝着铜始极片的方向运动;同时,8 个滚轮与始极片作相同方向的旋转运动(两侧的转动方向相对于固定在中间的始极片方向相反)。工作时,2 个减速机同时运转,经由链条的传动,从而使滚轮可以实现连续不断的运转。与此同时,无缝管与锤头相连接,通过气缸的运动可以推动无缝管的摆动,进而带动锤头实现对铜始极片的拍打。3 个锤头(相当于拍板)拍打到铜始极片的水线附近,进而实现铜始极片的开口。在运动过程中,滚轮旋转并与始极片接触,始极片被挤压,出现应力集中,导致在其变形的位置产生开口,从而形成工作部分安装的旋打机构对铜始极片的预剥离,为下一步的完全剥离做好准备。铜始极片被放置到预剥离设备后,因为两侧有锤头和滚轮关于机架呈对称分布,所以当铜始极片进入预剥离设备时铜始极片可以受力均匀。因为拍打机构和旋打机构同时运动,可以明显提高铜始极片预剥离的效率,实现连续不断地批量预剥离铜始极片。
2 预剥离装置运动过程分析
研究过程中把气缸对无缝管及锤头的推动简化为弹性杆,忽略活塞在下落过程中和缸体的摩擦力,因活塞受气压压力和自身重力的共同作用[12-13],根据动能原理可得:

式中:h——无缝管及锤头被提升的高度;m——活塞质量;τ——气压压力的系数;v——没有产生撞击时活塞的下落速度。
在下落过程中

将活塞下端和碰撞时局部细微弹性变形简化为刚度为k 的弹簧,两端的作用力表达式为

式中:α——无量纲冲击系数,其对于不同冲击系统波动方程的解起着重要作用。
查阅相关资料得出,弹性体的碰撞是一个极其复杂的非线性力学现象。当2 个撞击的物体撞击接触面为球体时,可利用线性当量弹簧模拟局部碰撞时的非线性力学过程[14],具体方程如下:

上述分析采用的是碰撞面近似为球体时所应用的等效处理,但在实际运动过程中,无缝管及锤头和被拍板的工作介质处不是理想的球体,因而碰撞时的局部变形就极其复杂,但无缝管及锤头和被拍板的工作介质处的碰撞变形通过非线性力学过程可以等效为弹簧进行模拟。
为便于理论分析研究,对拍板机构做如下假设:
(1)因为在气缸的推动下无缝管及锤头碰撞,被拍板工作介质处会产生相应的冲击应力波即入射波,该波在传递到另一个端面处后会被反射即反射波,所以假设在此过程中碰撞所产生入射波的冲击波不会和自身所碰撞的交界面所产生的反射波而进行叠加[15],即入射波传递到两者结合交界处的波形仍会保持其原有的状态;
(2)当无缝管及锤头进行拍板的运动过程后,被拍板的工作介质会有一定范围内的回弹,气缸的推动对无缝管及垂头的冲击只有一部分作用于拍板的工作介质。上述情形主要在α>0.25 时产生。以锤头和被拍板的工作介质的接触面为研究分析的对象,相对于粘弹性的工作介质Fp=0,当α>0.25 时,可得1 阶线性微分方程为

当K=0,α>0.25 被拍板的工作介质为粘塑性时,同理可得:

由式(11)、式(12)可知,在拍打过程中,被拍板的工作介质沉降量也即速度v(t)、位移 u(t)的非线性变化。
3 预剥离装置的动力学仿真
3.1 预剥离过程中拍打机构对横梁的受力研究
当拍打时间为t=2.5~5 s(翻转时间2.5 s)、2.5~5.5 s(翻转时间3 s)、3.0~6.5 s(翻转时间3.5 s),在其拍打的过程中,固定气缸受到X 轴方向与Y轴方向的作用力,因此Z 轴方向作用力忽略不计,其受力分别如图2—图4 所示。

图2 上气缸固定在横梁X 轴、Y 轴方向作用力Fig.2 Acting force of upper cylinder fixed on the beam in X-axis and Y-axis

图3 下气缸固定在横梁X 轴、Y 轴方向作用力Fig.3 Acting force of lower cylinder fixed on the beam in X-axis and Y-axis

图4 提升摆臂固定在横梁X 轴、Y 轴方向受到的力Fig.4 Acting force of lifting arm fixed on the beam in X-axis and Y-axis
由图2—图4 可得,当拍打时间为t=2.5~5.0 s(翻转时间2.5 s),t=2.5~5.5 s(翻转时间3 s),t=3.0~6.5 s(翻转时间3.5 s)时,上下气缸、提升摆臂固定在横梁作用力的大小分别如表1—表3 所示。
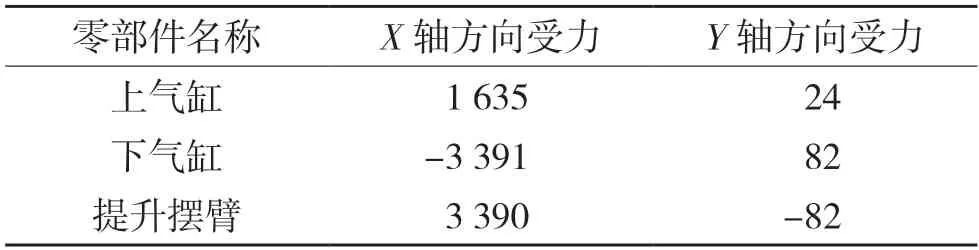
表1 拍打时间在t=2.5~5.0 s 时横梁受到的力Tab.1 Force on the beam when the flapping time is t=2.5~5.0 s
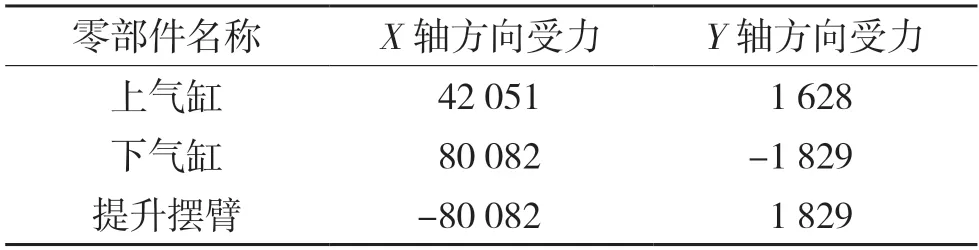
表2 拍打时间在=2.5~5.5 s 时横梁受到的力Tab.2 Force on the beam when the flapping time is t=2.5~5.5 s
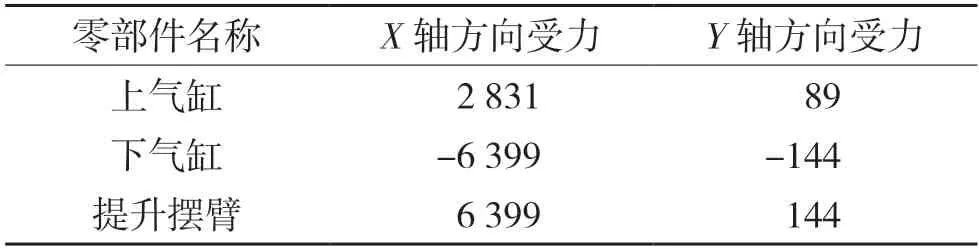
表3 拍打时间在t=3.0~6.5s 时横梁受到的力Tab.3 Force on the beam when the flapping time is t=3.0~6.5 s
由表1—表3 可得,当t=2.5~5.0 s 时,上气缸固定在横梁作用力比t=2.5~5.5 s 时在X 轴方向小96%,在Y 轴方向小98.5%。上气缸固定在横梁作用力比t=3.0~6.5 s 时在X 轴方向小 42%,在Y 轴方向小73.03%;当t=2.5~5.0 s 时,下气缸固定在横梁作用力比t=2.5~5.5s 时在X 轴方向小95.8%,在Y 轴方向小95.5%。下气缸固定在横梁作用力比t=3.0~6.5 s 时在X 轴方向小 47%,在Y轴方向小43%。当t=2.5~5.0 s 时,提升摆臂固定在横梁作用力比t=2.5~5.5 s 时在X 轴方向小95.8%,在Y 轴方向小95.5%。提升摆臂固定在横梁作用力比t=3.0~6.5 s 时在X 轴方向小47%,在Y 轴方向小43%。由以上分析可知,在达到企业生产率,而且确保剥片机的使用寿命的前提下,合理的拍打时间为t=2.5~5.0 s,并且完全剥离时间是6 s。
3.2 预剥离过程中旋打机构对横梁的受力研究
当旋转时间为t=2.5~5.0 s(翻转时间2.5 s),以及t=2.5~5.5 s(翻转时间3 s)时,完全剥离铜始极片的时间为6 s。因为在旋打过程中,固定旋转架只受X 轴方向与Y 轴方向的作用力,因此Z轴方向作用力忽略不计,受力情况分别如图5—图8 所示。
图5 旋转架所受到的力Fig.5 The force applied to the rotating frame


图6 旋转架的角加速度Fig.6 Angular acceleration of rotating frame

图7 旋转架X 轴方向的加速度Fig.7 Acceleration of rotating frame along X-axis

图8 旋转架Y 轴方向的加速度Fig.8 Acceleration of rotating frame in Y-axis direction
当旋转时间为t=3.0~6.5 s(翻转时间3.5 s)时,完全剥离铜始极片的时间是7 s。因为在旋打过程中,固定旋转架只受X轴方向与Y轴方向的作用力,因此Z 轴方向作用力忽略不计,受力情况分别如图9—图12 所示。

图9 旋转架所受到的力Fig.9 Force applied to rotating frame

图10 旋转架的角加速度Fig.10 Angular acceleration of rotating frame
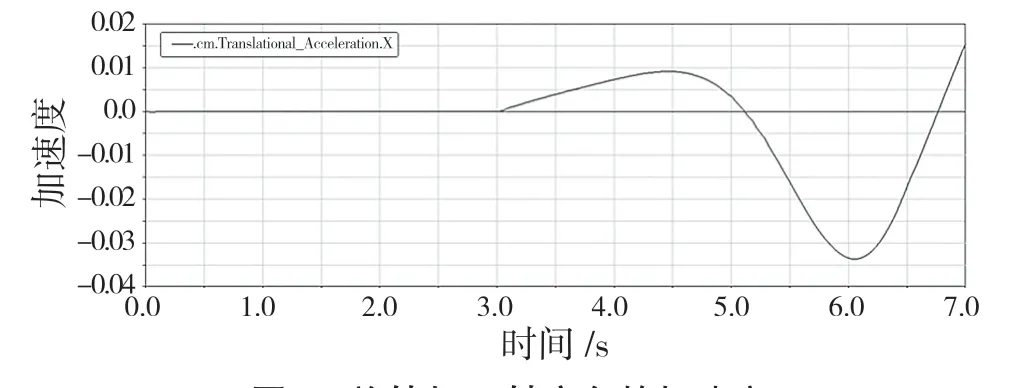
图11 旋转架X 轴方向的加速度Fig.11 Acceleration of rotating frame along X-axis direction

图12 旋转架Y 轴方向的加速度Fig.12 Acceleration of rotating frame in Y-axis direction
由图9—图12 可得,当旋转时间为t=2.5~5.0 s(翻转时间2.5 s)、t=2.5~5.5s(翻转时间3 s)、t=3.0~6.5 s(翻转时间3.5 s)时,旋转架所受的力、角加速度、X 轴和Y 轴方向加速度,如表4 所示。

表4 不同旋转时间受到的力、角加速度和加速度Tab.4 Force,angular acceleration and acceleration received at different rotation time
由表4 可知,在不同的旋转时间,旋转架所受到的力相同,翻转时间越长,角加速度和X 轴、Y轴方向的加速度变小。当旋转的时间为t=3.0~6.5 s 时,角加速度比t=2.5~5.0 s 时小49%,比t=2.5~5.5 s 时小22.5%;X 方向加速度比t=2.5~5.0 s 时小53%,比t=2.5~5.5s 时小26%;Y 方向加速度比t=2.5~5.0 s时小49%,比t=2.5~5.5s 时小27.5%。在旋打过程中,由于存在惯性力,因此会对横梁产生影响,导致横梁容易断裂。经过对旋转架旋打过程的综合分析,根据不同翻转时间对旋转架所受到的力、加速度与角加速度进行分析,并且结合企业的生产效率,确定合理旋转时间为3.0~6.5 s。
4 结论
本文通过三维软件SolidEdge 建立铜始极片预剥离装置的模型,并把模型导入动力学分析软件ADAMS 中,对预剥离装置进行了动力学仿真分析,研究了铜始极片预剥离装置中拍打机构和旋打机构工作过程的动力学特性,为预剥离装置的控制提供依据,提高了铜始极片剥离生产效率。
(1)在预剥离过程中拍打机构对横梁的受力研究中,在不同拍打时间情况下,对上下气缸、提升摆臂固定在横梁作用力的综合分析,确定了合理的拍打时间为2.5~5.0 s,且完全剥离时间为6.0 s。
(2)在预剥离过程中旋打机构对横梁的受力研究中,在不同旋转时间情况下,对旋转架所受到的力、角加速度和加速度进行综合分析,确定了合理的旋打时间为3.0~6.5 s。
猜你喜欢
作文小学中年级(2021年6期)2021-12-26
作文小学高年级(2021年9期)2021-12-25
作文·小学低年级(2021年6期)2021-11-02
天涯(2021年4期)2021-09-14
丝绸之路(2019年2期)2019-10-15
支部建设(2017年5期)2017-11-24
——辽拍板探微
北方音乐(2017年14期)2017-08-31
中学生数理化·高三版(2016年2期)2016-09-10
中学生数理化·高二版(2016年6期)2016-05-14
科学中国人(2016年35期)2016-01-28
