62 000 t纸浆船建造技术创新与智能化应用
2022-12-21 01:38饶洪华
船舶标准化工程师 2022年6期
饶洪华
(大连中远海运重工有限公司,辽宁大连 116113)
0 引言
目前,工业发展正从“工业3.0时代”向“工业4.0时代”迈进,在新一轮的科技革命和产业变革中,我国“中国制造2025”计划提出要促进新制造技术与信息技术融合。创新技术和智能化时代要求对每一个设计、生产环节进行技术再创造和生产信息化,通过不断地改进和创新,实现量变到质变的过程。
我国民船制造业规模巨大但利润甚微,其主要原因是生产效率和技术含量较低。民用船舶工业是我国走向深蓝的支柱产业。因此,船舶工业技术创新和智能制造是持续高速发展的动力,是能否实现弯道超车的关键[1]。
1 技术创新研究与智能化建造的关系
“工业3.0时代”主要通过提高生产效率来促进发展,而“工业4.0时代”主要通过智能化、信息化对生产进行大变革。我国船舶制造企业尚处于“工业3.0时代”,要实现向“工业4.0时代”迈进的目标,首先要通过技术创新研究生产效率,巩固夯实“工业3.0时代”的基础,进而在此之上发展造船业的智能化、信息化,实现“工业4.0时代”的发展要求[2]。
2 技术创新与智能化应用
本文基于某62 000 t纸浆船,对船舶建造中应用的新工艺、新技术进行阐述,探讨提高建造效率、实现智能制造、降低建造成本的方法。
2.1 机械化倒墩补涂技术创新
船舶建造过程中,船舶分段需要使用大型平板车进行运输,运输过程中通常使用木墩和托架进行垫平和支撑,这就造成无法对木墩支撑区域进行喷漆,进而导致大多数船舶合龙时会在外板、底部和横舱壁等部位留下“补丁”,即无法喷漆的块状木墩支撑位置。横舱壁和舱内补焊区域需要搭载脚手架进行补漆,外板需要使用高架车进行补漆。船台人工补漆作业不仅会消耗大量人力和高架车资源,还会直接影响船舶的下水周期。
为缩短船舶建造周期,减少吊车使用负荷,加快总组段油漆补涂进度。提出利用船舶特种平板运输车对总段支撑托架进行移位的创新技术。新方案主要采用平板车移动托架,多次串倒钢制托架,逐排将托架向相邻对接结构处转移。在转移过程中,每次只能移动1个托架,要保证重心始终在托架跨度内,否则会造成分段滑移和侧翻。对于适用2付托架的总段,由于其无法形成有效的端点支撑力,故无法使用本创新技术。总段经托架倒墩后,原来无法喷涂的木墩位置会完全暴露,进而可将总段送进涂装厂房进行机械补漆作业。实践证明,机械化倒墩补涂技术可将生产效率提高3~4倍,作业难度和作业工时大幅降低。机械化倒墩补涂技术实施效果见图1。

图1 机械化倒墩补涂技术实施效果
2.2 吊码孔全船货舱区技术创新
吊码孔设计要以减少船台油漆补涂量为目的,将吊码孔与船体结构进行复合设计,尽量避免减少吊耳切割破坏油漆,减少后行船台的补漆量。
通常情况下,船厂会在船台搭载阶段进行吊码孔设计以便减少搭载吊耳的使用。62 000 t纸浆船率先将吊码孔设计融入到分段中组立阶段,可大大减少先行阶段吊耳的使用量,尤其是中组阶段大量C型吊耳的使用,有效解决了C型吊耳切割困难、容易伤害母材等问题。据统计,在使用吊码孔全船货舱区创新技术后,共设计吊码孔147个,转化为常规吊耳后相当于节省C型吊耳88个,大幅减少了吊耳使用量、吊耳切割造成的结构修补和油漆补涂。全船吊码孔转化率达到10.3%,吊耳的制作成本减少了16.8%。62 000 t纸浆船全船吊码孔分布设计图见图2。

图2 62 000 t纸浆船全船吊码孔分布设计图
针对部分双层舱壁肋板板材较薄的问题,对强度较低的区域进行优化补强,增加高强眼板和加强肘板结合设计,将吊装孔和吊码眼板设置在分段的横纵壁等强结构位置,并通过肘板与比邻结构框架连成一体。实践表明:应用该方法后,双层舱壁肋板强度更好,吊装过程中壁板的变形量小。
垂向载荷200 kN,水平载荷12 kN条件下吊码孔应力云图见图 3,吊码孔强度满足分段中组和大组装配吊装使用的要求。货舱区域的吊码孔属于永久保留结构,在设计时既可以参照流水孔也可参照通气孔。需要注意的是,吊码孔的吊装位置不得影响中阻立的翻身效率,避免由于切割吊耳带来的工效损失。
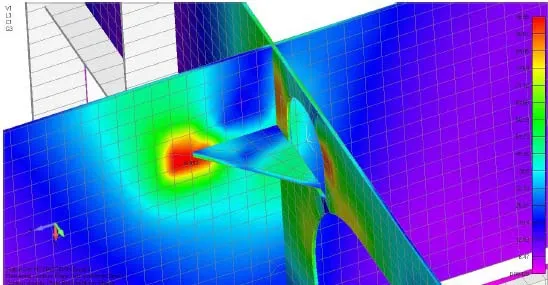
图3 吊码孔应力云图
2.3 框架拉入法建造技术创新优化
拉入法是指在外力作用下将带有穿越孔的板材沿着各个孔进行穿越拉入的一种装配方式。拉入法取消了传统补板结构,减少了板材使用、焊接施工和打磨污染。
为降低补板板材使用数量和焊接打磨量,62 000 t纸浆船项目对拉入法进行了优化。对使用拉入法的肋板进行严格控制,尽量控制开孔数量。若某肋板穿越孔数量较多,其在拉入时会与纵骨产生较多摩擦干涉。因此,根据肋板大小,将控制肋板穿越孔的数量控制在4~8个为宜[3]。
对于少数较大的肋板框架,采用增加辅助点受力和增加补偿量的方式来控制拉入难度和拉入精度。由于大肋板框架由多个小片组成,小片之间的焊封收缩率在很大程度上影响了穿越孔之间距离。对于埋弧焊拼接的区域,要在原焊接补充量的基础上增加0.5 mm~1 mm的补偿。
适当增加开孔与纵骨材的间隙g。当间隙g≤4 mm时,不改变焊脚尺寸;当4 mm<g≤7 mm时,焊脚尺寸增加2 mm;当7 mm<g≤ 12mm时,开单面30°坡口,增加陶瓷衬垫;当g>12 mm时,增加补板贴装。其他装配参数需要满足的公差要求见表1。

表1 装配工艺基准
对于大框架肋板,在拉入时要注意遵循“上方多吊点,下方多牵引点”的原则。框架上方使用吊排或多点板卡子进行吊装固定以减少肋板弯曲变形。在大肋板的下部采用2~3台卷扬机进行辅助拉入,整个过程需要注意卷扬机与吊车始终保持同步,保证整个肋板的上下口处于同一个铅垂面上,避免不同步导致的板材塑性变形。
3 智能化建造
3.1 高效智能机器人焊接
船舶制造中的有色金属管道焊接工作具有批量小、规格多、工序复杂等特点,而传统机器人主要适用于重复性的焊接工作,不适合用于有色金属管道施工。智能机器人在传统工业机器人的基础上增加了视觉系统、处理系统、预测系统等功能,对于焊接船舶金属管道具有较好的使用效果。
针对62 000 t纸浆船项目中尿素舱及不锈钢结构等焊件,利用智能焊缝自动跟踪系统和视觉系统,结合智能钨极氩弧焊进行不锈钢组件的焊接工作。该技术可在国标要求的参数指标内兼容各种焊件壁厚、误差和线型度。此外,智能机器人的视觉系统和控制系统可对焊件的坡口差别、间隙大小进行自动调节。在焊接过程中,智能机器人焊接具备钨极惰性气(Tungsten Inert Gas,TIG)焊接的弧长跟踪功能,弧长跟踪焊接过程可视,焊接件误差兼容度为±3 mm[4]。
智能机器人可实时监控焊接过程中的电流、电压等参数,监控精度可达±0.1 A和±0.1 V,频率达100 Hz以上。焊接组件抽样质量检测数据见表2。

表2 抽样质量检测数据
由表2可知,智能焊接各项数据均符合技术指标,说明智能焊接可满足人工施焊的要求。不锈钢弧焊机械机器人智能化焊接技术可为今后指导生产提供宝贵经验。
4 结论
船舶新工艺技术是船舶企业发展的支点,船舶智能制造是企业转型的抓手。本文以某62 000 t纸浆船为例,阐述了船舶建造中应用的新工艺和新技术,探讨了提高建造效率、实现智能制造、降低建造成本的方法。研究表明:本文提出的新工艺技术能起到良好的降本增效作用;高效智能机器人焊接技术可广泛应用于其他船舶建造中,智能焊接各项数据均符合技术指标,可满足人工施焊的要求。希望本文的研究成果可为船舶智能制造的进一步推广提供一定参考。
猜你喜欢
中国特种设备安全(2022年5期)2022-08-26
航天制造技术(2022年3期)2022-07-15
冶金设备(2020年2期)2020-12-28
水电与新能源(2020年9期)2020-10-12
铁道科学与工程学报(2020年1期)2020-02-13
中国海洋大学学报(自然科学版)(2019年11期)2019-10-12
船海工程(2019年3期)2019-07-03
价值工程(2017年31期)2018-01-17
铁道科学与工程学报(2016年8期)2016-09-16
专用汽车(2016年8期)2016-03-01