3D打印羰基铁粉/聚二甲基硅氧烷柔性复合材料的吸波性能
2022-12-08 07:10张雪婷周毅肖威田兆霞刘丰华
粉末冶金材料科学与工程 2022年4期
张雪婷,周毅,肖威,田兆霞,刘丰华
3D打印羰基铁粉/聚二甲基硅氧烷柔性复合材料的吸波性能
张雪婷1, 2,周毅1,肖威2,田兆霞2,刘丰华2
(1. 太原科技大学 材料科学与工程学院,太原 030024;2. 中国科学院 宁波材料技术与工程研究所,浙江省增材制造材料重点实验室,宁波 315201)
分别以片状羰基铁粉(flake carbonyl iron, FCI)和球状羰基铁粉(spherical carbonyl iron, SCI)作吸波剂,与聚二甲基硅氧烷(polydimethylsioxlane, PDMS)混合制备成打印墨水,采用墨水直写3D打印工艺制备羰基铁粉/聚二甲基硅氧烷(CIP/PDMS)柔性复合吸波材料。研究羰基铁粉(carbonyl iron powder, CIP)的形貌和含量对墨水流变行为和3D直写打印工艺的影响,并通过CST Studio Suite电磁仿真软件研究CIP/PDMS复合吸波材料的电磁反射损耗。结果表明:CIP含量越高,复合材料的吸波性能越好,(FCI)为30%时FCI/PDMS复合材料具有最佳的吸波性能,厚度为1.8 mm时对频率为10.9 GHz的电磁波具有最强吸收峰,吸收峰值为-34.8 dB,有效吸收带宽(effective absorption bandwidth, EAB, 反射损耗<−10 dB)为4.8 GHz;(SCI)为80%时SCI/PDMS复合材料具有最佳吸波性能,厚度为=2.4 mm时对频率为7.3 GHz的电磁波具有最强吸收峰,吸收峰值为-41.5 dB,EAB为3.6 GHz。
羰基铁粉;3D直写打印;PDMS;复介电常数;复磁导率;微波吸收
随着5G时代的到来,无线电子通信设备在日常生活中越来越普及,导致了电磁波的广泛应用。电磁波的应用是一把双刃剑,一方面它促进了信息社会的发展[1−2],另一方面容易产生电磁辐射危害人类健康、干扰设备的正常运行[3−6]。因此,吸波材料受到广泛研究[7]。按作用机理,微波吸收材料主要分为电损耗型和磁损耗型,电损耗型主要为石墨[8]、碳纳米管[9]、钛酸钡[10]等;磁损耗型包括铁氧体[11]、羰基铁粉(CIP)[12]、非晶合金[13]等。其中的羰基铁粉因具有独特的洋葱碳结构且工业化成熟、成本低而得到更广泛的研究和应用。WANG等[14]采用溶胶−凝胶法制备了一种核壳结构的CIP@SiO2复合材料,SiO2包覆层改善了CIP的阻抗匹配,拓宽了有效吸收带宽(EAB),当厚度为1.5 mm时,其最大吸收峰值为−49.4 dB,EAB为7.12 GHz(10.88~18 GHz)。不同形貌的羰基铁粉具有不同的吸波性能,球形羰基铁粉(SCI)受涡流效应影响,吸收强度减弱,同时还受Snoek极限影响导致高频吸波性能差。相比球形羰基铁粉,片状羰基铁粉(FCI)具有高的饱和磁化强度和平面各向异性,可突破Snoek限制,具有优异的高频吸波性能[15]。卢明明等[16]将SCI与FCI混合制备羰基铁粉吸波材料,当(FCI):(SCI)为1:2时,材料在3.08 GHz处具有最强吸收峰值−20.2 dB,有效吸收带宽(反射损耗≤−8 dB)为2.43 GHz。
随着5G网络的发展,柔性可穿戴电子设备越来越受青睐,相关柔性电磁功能防护材料器件的开发成为热点。柔性智能可穿戴设备要求材料具有较好的机械灵活性,可任意变形以适应各种工作环境,这需要材料在不损害自身性能的基础上具有一定的延展性和弯曲性能。常见的柔性材料主要有硅橡胶、聚乙烯醇、聚氨酯等,其中聚二甲基硅氧烷(PDMS)因方便易得、化学性质稳定、透明和热稳定性好而被广泛研究[17−18]。柔性材料的传统制备方法为模制法,但此方法限制较多,不能用于成形复杂结构,且制备过程较繁琐。3D打印技术制备过程简单,不需要模具,所以不要压模、脱模,可成形各种复杂结构,其中直写3D打印几乎于成形任意柔性复合材料(如金属、陶瓷、橡胶、塑料等),在柔性电子材料器件领域具有广泛的应用前景[19−21]。本文分别采用片状和球状羰基铁粉与PDMS混合,制备成CIP/PDMS打印墨水,对两种CIP/PDMS墨水的流变性能进行表征与分析,并通过打印木堆结构来研究墨水直写3D打印工艺(direct ink writing, DIW),最后依据CIP/PDMS复合材料的电磁参数,利用电磁仿真软件CST模拟复合材料的电磁反射损耗,同时利用扫描电镜(SEM)观察CIP在PDMS中的分布情况,为DIW成形羰基铁粉基柔性吸波材料提供参考。
1 实验
1.1 主要实验材料
片状羰基铁粉(flake carbonyl iron powder, FCI)平均尺寸18.29 μm,球状羰基铁粉(spherical carbonyl iron powder, SCI),平均粒径4.4 μm,均购自江苏天一超细金属粉末有限公司;聚二甲基硅氧烷(PDMS):包括SE 1700和Sylgard 184两种,由美国Dow Corning公司生产。
1.2 CIP/PDMS复合材料的制备
PDMS作为硅橡胶的一种,其特点是可常温固化,加温加速固化,固化后无副产物生成,具有较低的应力和模量,并具有优异的生理惰性,无毒,不易燃,在−40~210 ℃温度范围内都具有弹性,适用于各种复杂的环境,因此选择PDMS作为打印基体。PDMS SE 1 700的黏度很高,适合打印,但缺点是磁粉可添加量较低,导致吸波性能较差;PDMS Sylgard 184的黏度很低,无触变性,不能用于直写3D打印。通过调研文献,发现将SE 1700与Sylgard 184按一定比例混合,可改善各自的缺点[22]。本文按(SE 1700):(Sylgard 184)分别为5:5,6:4,7:3的比例将SE 1700和Sylgard 184混合,测试其流变性能,最终确定SE 1700与Sylgard 184的最佳质量比为7:3。
表1所列为6组CIP/PDMS复合材料的编号和打印墨水的原料配比,其中3组SCI/PDMS复合材料中的(SCI)分别为60%、70%和80%,3组FCI/PDMS复合材料中的(FCI)分别为10%、20%和30%。按照表1所列原料配比,用电子天平称量各种原材料,置于样品瓶中,通过行星式重力搅拌机(绵阳世诺科技有限公司,VM300SA3型)在1 500 r/min转速下搅拌 300 s,使原料混合均匀,获得打印墨水,然后利用直写3D打印机(杭州捷诺飞生物科技股份有限公司,3D Bio-Architect Sparrow型)打印成形,获得6组CIP/PDMS复合材料。打印速度为10 mm/s,其他打印工艺参数如表2所列。用空压机控制打印气压;打印针头为内径0.41 mm的锥形塑料针头。为了满足电磁参数测试要求,打印样品尺寸为30 mm×30 mm×1.2 mm左右的薄片。
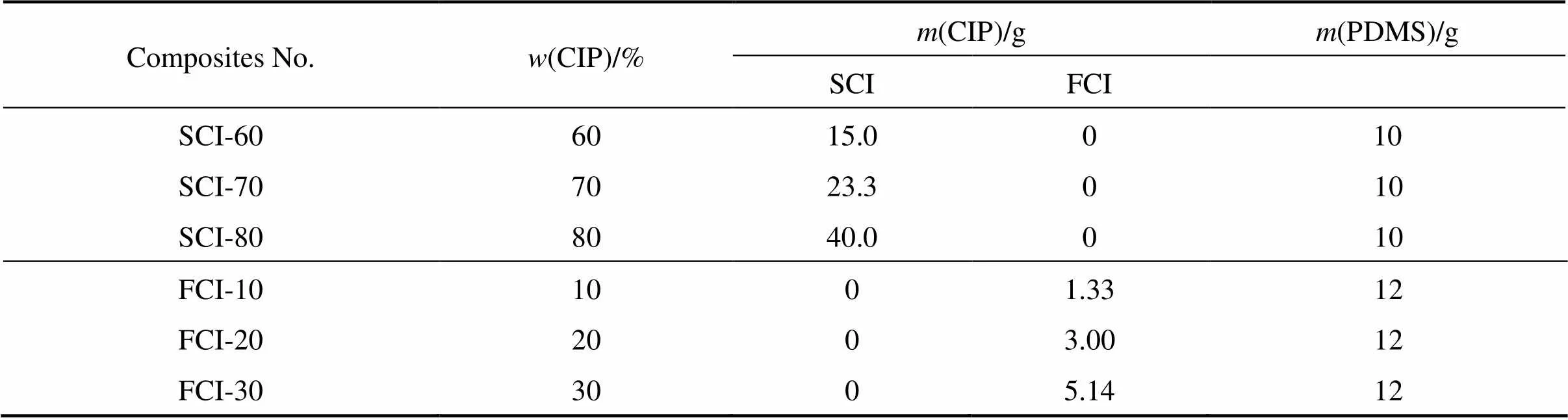
表1 CIP/PDMS复合材料的编号和原料配比
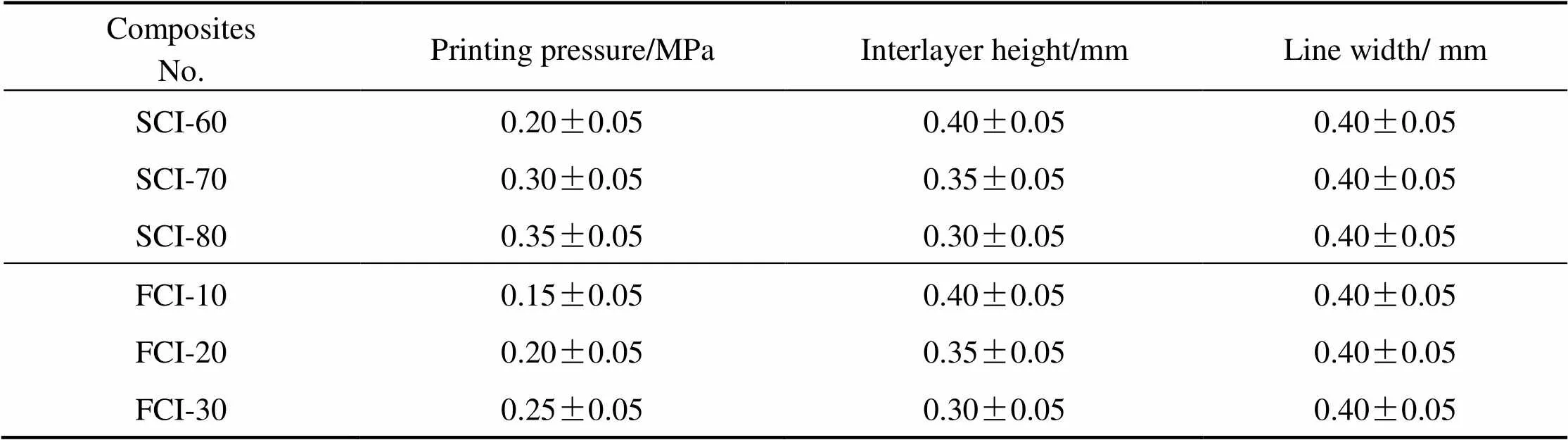
表2 CIP/PDMS复合材料的3D打印工艺参数
1.3 组织与性能表征
用扫描电镜(SEM, 热场Quanta FEG 250型,美国FEI公司)观察CIP的形貌和CIP/PDMS复合材料横截面的微观结构(粉末样品直接置于导电胶上通过SEM观察其形貌;CIP/PDMS复合材料经过切割后利用导电胶黏在梯形样品台上,通过SEM观察CIP在PDMS中的分布情况);用旋转流变仪(德国HAAKE牌RS6000型)测试PDMS和直写墨水的流变性能,得到在振荡模式下PDMS和直写墨水的储能模量(')与损耗模量(″)随剪切应变的变化曲线,以及旋转模式下黏度随剪切速率的变化曲线;用矢量网络分析仪(N5234A型,美国Agilent公司)测试CIP/PDMS复合材料的复介电常数和复磁导率,并利用电磁仿真软件(CST Studio Suite)计算不同频率不同厚度下复合材料的反射损耗。
2 结果与讨论
2.1 CIP的微观形貌
图1所示为SCI和FCI的微观形貌。从图1(a)可见SCI呈均匀的球状,平均粒径约为5 μm,图1(b)中FCI为边缘不平整的薄片状,平均尺寸约为18 μm。相比SCI,FCI具有各向异性,研究表明各向异性结构的铁粉具有较高的磁导率和共振频率,且有利于降低涡流损耗,从而提高铁粉的吸波性能[23]。
2.2 CIP/PDMS复合材料形貌
图2所示为FCI/PDMS复合材料表面与截面的SEM图,其中图2(a)、(b)和(c)分别为FCI-10、FCI-20和FCI-30的表面SEM图,图2(d)、(e)和(f)分别为三者的横截面SEM图。从图中可见,所有FCI/DMS复合材料中,片状铁粉颗粒均平行于表面、垂直于横截面,FCI均匀分布在PDMS中。
图3所示为SIP/PDMS复合材料表面与截面的SEM图,从图中可见SCI在PDMS中均匀分布,无明显团聚现象。从截面的微观形貌看出,随SCI含量增加,复合材料的致密度明显改善、孔隙减少。
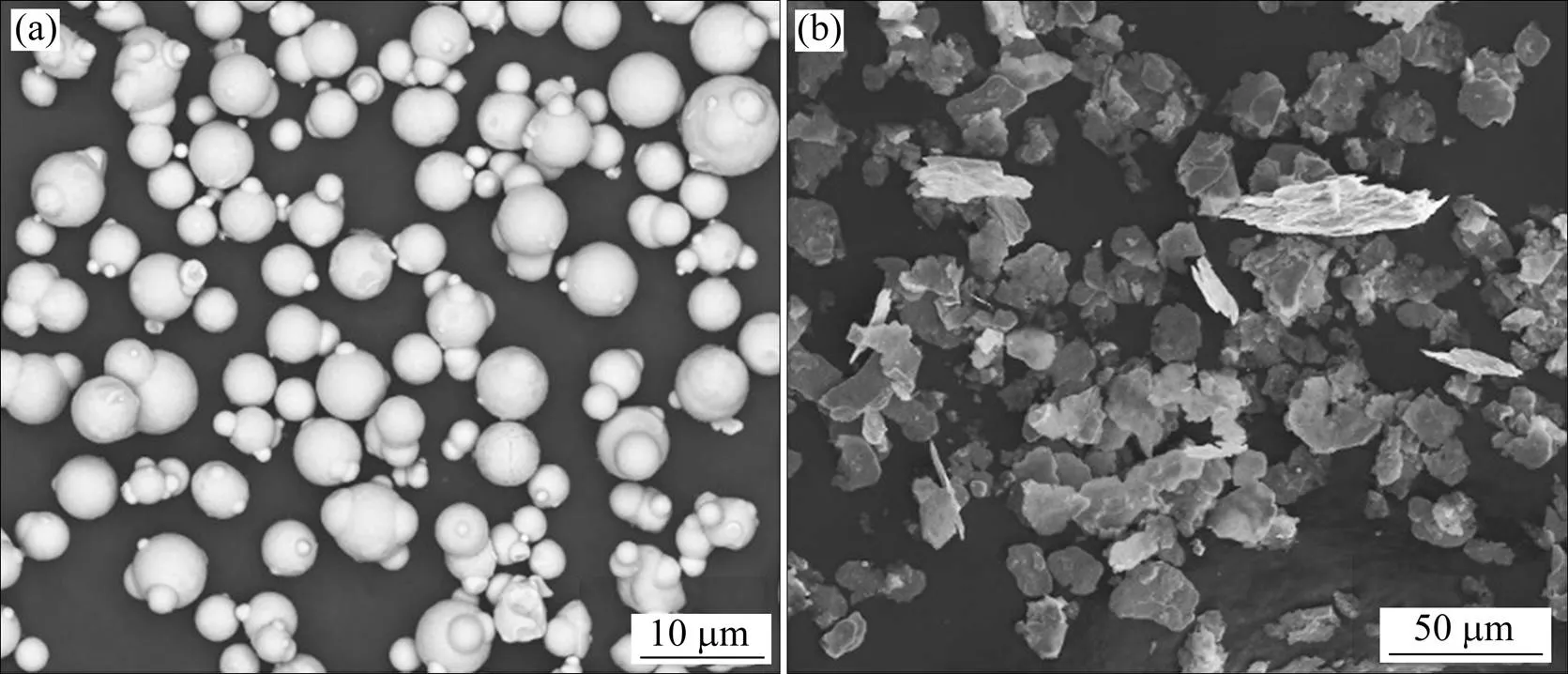
图1 羰基铁粉的SEM图
(a) Spherical carbonyl iron powder (SCI); (b) Flake carbonyl iron powder (FCI)
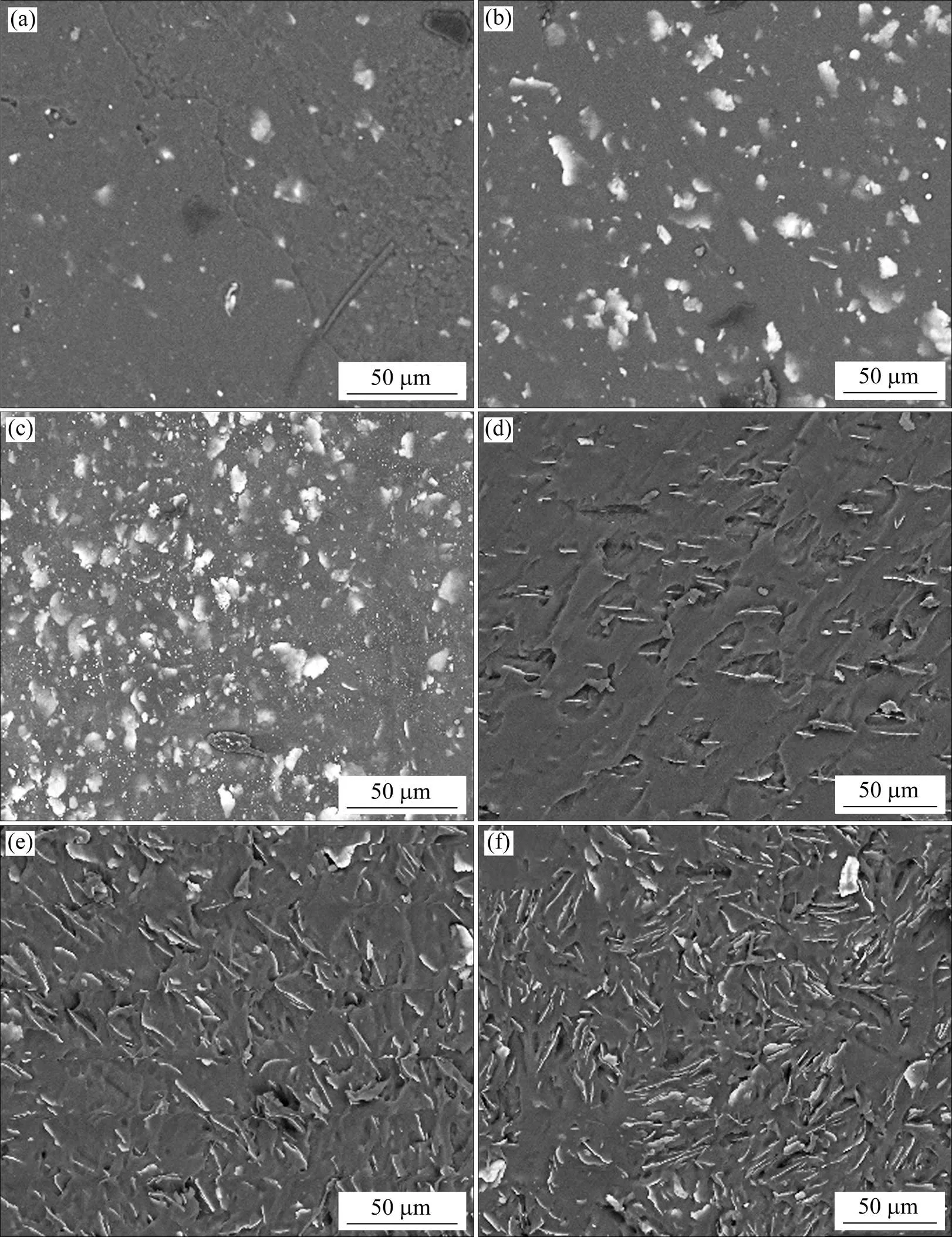
图2 不同FCI含量的FCI/PDMS复合材料的表面和截面SEM图
(a), (b), (c) Surface SEM images of FCI-10, FCI-20, FCI-30 respectively;(d), (e), (f) Cross-sectional SEM images of FCI-10, FCI-20, FCI-30 respectively
2.3 流变性能
墨水直写3D打印要求打印油墨具备剪切变稀效应以及在打印过程中和打印完成后具有不同的模量(即触变性)。剪切变稀效应是指打印墨水在受到剪切力作用(施加的气压)时,黏度急剧降低,从而使墨水顺利挤出;直写3D打印对墨水模量的要求是墨水在挤出过程中呈现液态流体特征,即损耗模量()大于储能模量(),在打印结束后,墨水则需要呈现固态特征,即储能模量()大于损耗模量(),从而保证打印结构不会坍塌,这一过程被称为“黏弹逆变”[24−25]。图4所示为CIP/PDMS打印墨水的流变性能,包括不同比例((SE 1700):(Sylgard 184))的打印基体PDMS的黏度()和模量(′和″),以及在PDMS中添加羰基铁粉制成的打印墨水的黏度和模量。图4(a)和(b)所示分别为打印基体PDMS(SE 1700+Sylgard 184)的储能模量()和损耗模量()随剪切应变的变化曲线,以及黏度()随剪切速率的变化曲线。从图4(a)看到,当(SE 1700):(Sylgard 184)=6:4时,PDMS出现“黏弹逆变”现象,具有触变性,满足打印的条件;随SE 1700增加,PDMS的增大,而越大,墨水的保形能力越强,从而打印样品的精度越高,所以最终按照(SE 1700):(Sylgard 184)=7:3的比例将SE 1700和Sylgard 184混合而成的PDMS作为打印基体。图4(c)和(d)所示分别为FCI/PDMS打印墨水的模量(和)变化曲线和变化曲线。从图4(c)看到,(FCI)为10%的FCI/ PDMS打印墨水的模量相比纯PDMS有所下降,模量随(FCI)增加而增大,所有FCI/PDMS打印墨水都有“黏弹逆变”现象,满足打印条件。从图4(d)看出,(FCI)为10%和20%的FCI/PDMS墨水黏度与纯PDMS几乎一致,当(FCI)为30%时,墨水黏度才有所增加。图4(e)和(f)所示分别为SCI/PDMS打印墨水的模量变化曲线和变化曲线,从图4(e)看到,(SCI)分别为60%、70%和80%的打印墨水的模量均比纯PDMS高,且随SCI增加,模量有所增加。从图4(f)可知,与添加FCI一样,SCI含量较低时,打印墨水的黏度与纯PDMS几乎一致,当(SCI)为80%时,打印墨水的黏度显著提高。
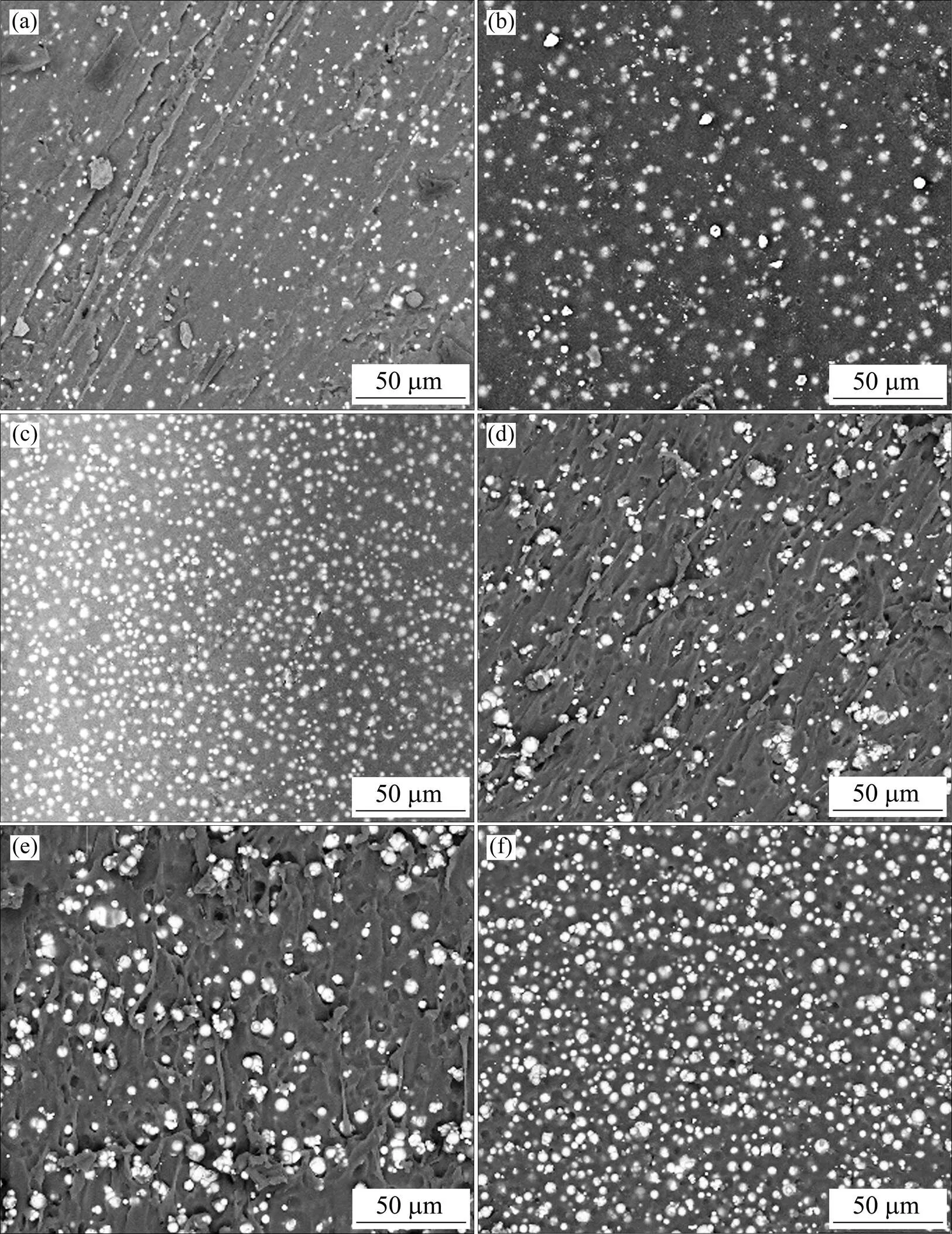
图3 不同SCI含量的SCI/PDMS复合材料的表面和截面SEM图
(a), (b), (c) Surface SEM images of SCI-60, SCI-70, SCI-80 respectively;(d), (e), (f) Cross-sectional SEM images of SCI-60, SCI-70, SCI-80 respectively
(a), (b) Storage modulus () and loss modulus () and viscosity () variation curves of PDMS with different ratio of(SE 1700) and(Sylgard 184); (c), (d),andvariation curves of FCI/PDMS inks with different(FCI);(e), (f),andvariation curves of SCI/PDMS inks with different(SCI)
2.4 直写3D打印参数
图5所示为直写打印参数(打印气压与打印速度) 对墨水SCI-80出丝直径(μm)的影响。打印所用针头为内径0.41 mm的锥形针头,空压机利用空气在打印过程中施加稳定气压。结果表明出丝直径随打印速度增加而减小,随气压增大而增大。当打印速度为6.5 mm/s时,气压为0.20,0.25,0.30,0.35 MPa的出丝直径分别为0.33、0.46、0.50和0.57 mm。可通过设定合适的打印参数获取目标直径。
根据文献[22]可知,要使打印件具有结构稳定性,需要墨水满足打印适印性(Printability,r=1)。图6(a)所示为墨水SCI-80的打印适印性,由图可知,对于r=1的理想油墨,孔隙呈方形。打印适印性的计算公式为:
式中:r为打印适印性,和分别为孔隙的周长和面积。由式(1)计算出墨水SCI-80的r为1.01±0.02,设置打印参数为气压0.25 MPa、速度8 mm/s、层高0.4 mm、填充间距0.6(±0.05)mm,打印的双层结构如图6(b)所示,打印件不会发生变形,可保持原始结构,表明墨水SCI-80墨水具有很好的打印适印性。
2.5 电磁参数与吸波性能
图7所示为CIP含量与形貌对CIP/PDMS复合材料在2~18 GHz频率范围内的电磁参数(复介电常数和复磁导率)影响。材料吸波性能的表征是根据传输线理论[26]计算的,电磁反射损耗由复磁导率和复介电常数决定,计算公式如下:

式中:0为真空阻抗,0和0分别为自由空间的复磁导率和复介电常数,in为吸波材料与自由空间界面的归一化输入阻抗,r和r分别为吸波材料的相对复磁导率和相对复介电常数,为厚度,为电磁波频率,为吸波材料的厚度,为光速,r为电磁反射损耗。由式(4)可知,微波吸收材料的阻抗与真空阻抗越接近,电磁反射损耗越小,吸波性能越好。
图7(a)和(b)分别为CIP/PDMS吸波材料的复介电常数实部和虚部,从图中看出,添加CIP可使纯PDMS的和增大。其中,FCI/PDMS复合材料中的FCI含量较少,但材料的复介电常数较大,无论是还是都大于固含量更高的SCI/PDMS复合材料。这是因为复介电常数的实部与极化有关,FCI通常由SCI球磨得到,随着球磨的进行,FCI的空间电荷极化与界面极化均增大,从而导致复介电常数实部增 大[15, 27];与SCI相比,单位体积FCI的比表面积较大,且片层之间有更好的接触,容易形成导电网络,使材料的导电性能增强,进而使得复介电常数增大[28−29]。根据阻抗匹配可知,复介电常数影响材料对电磁波的反射,所以在相同厚度条件下FCI/PDMS复合材料的EAB比SCI/PDMS的窄。图7(c)和(d)所示分别为CIP/PDMS复合材料复磁导率的实部和虚部。复磁导率大小与磁粉含量密切相关[30],CIP含量越高,复合材料中的磁偶极子数量越多,故磁导率越高。SCI的添加量高于FCI,所以SCI/PDMS复合材料具有更高的复磁导率,从而具有更强的电磁波吸收峰值。从图7看出,CIP/PDMS复合材料的、、和等参数均随CIP含量增加而增大。(FCI)分别为10%、20%、30%的FCI/PDMS复合材料,在2~18 GHz频率范围内的平均值分别为5.86、8.15和11.11,的平均值分别为0.22、0.30和0.46;的平均值分别为1.13、1.16和1.21,的平均值分别为0.19、0.27和0.39。在此频率范围内,FCI/PDMS复合材料的波动不大,基本上为一条直线,随频率增加而增加,和均随频率增加而小幅下降,这是因为Snoek极限[31]造成的。随从2增加到18 GHz,FCI-30的从1.57减小到0.95,仅减小0.62,表明FCI受Snoek极限影响较小。(SCI)分别为60%、70%、80%的SCI/PDMS复合材料,在2~18 GHz范围内,的平均值分别为4.8、6.03和10.07;的平均值分别为0.14、0.24和0.29,的平均值分别为1.2、1.32和1,41,的平均值分别为0.37、0.63和0.87。与FCI/PDMS复合材料一致,SCI/PDMS复合材料的波动不大,基本上呈一条直线,随频率增加有所增大,和均随频率增加而明显下降。从2增加到18 GHz时,SCI-80的从2.44下降至0.87,下降1.57。这表明SCI/PDMS复合材料的受Snoek极限影响较大,导致其高频吸波性能较差。
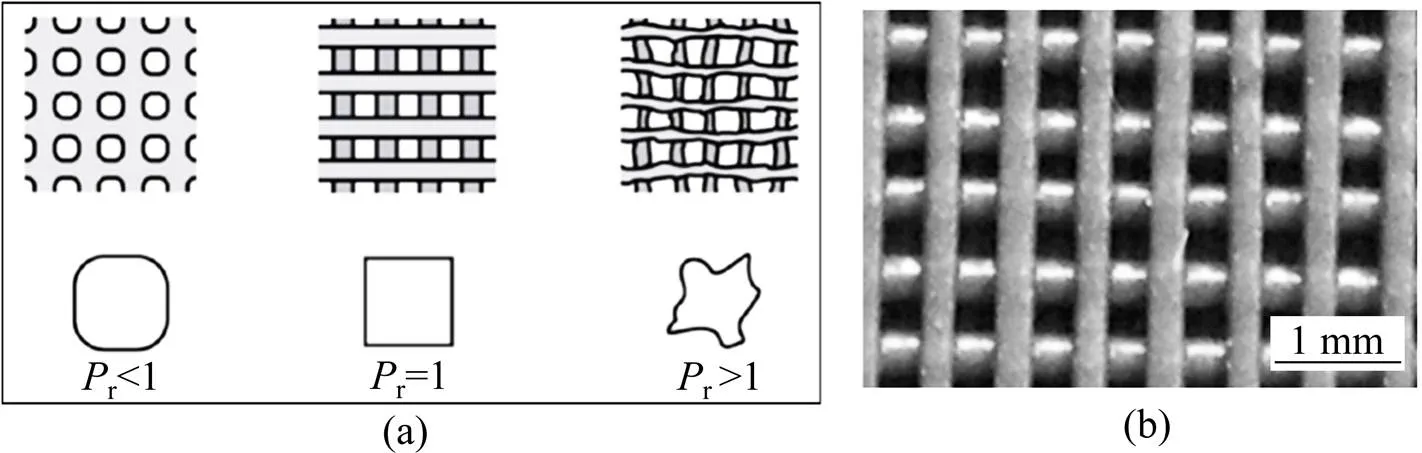
图6 墨水的打印适印性(a)和SCI-80墨水打印栓层结构图(b)
(a) Printability and its corresponding double-layer structure; (b) Schematic diagram of the printed sample using SCI-80 ink
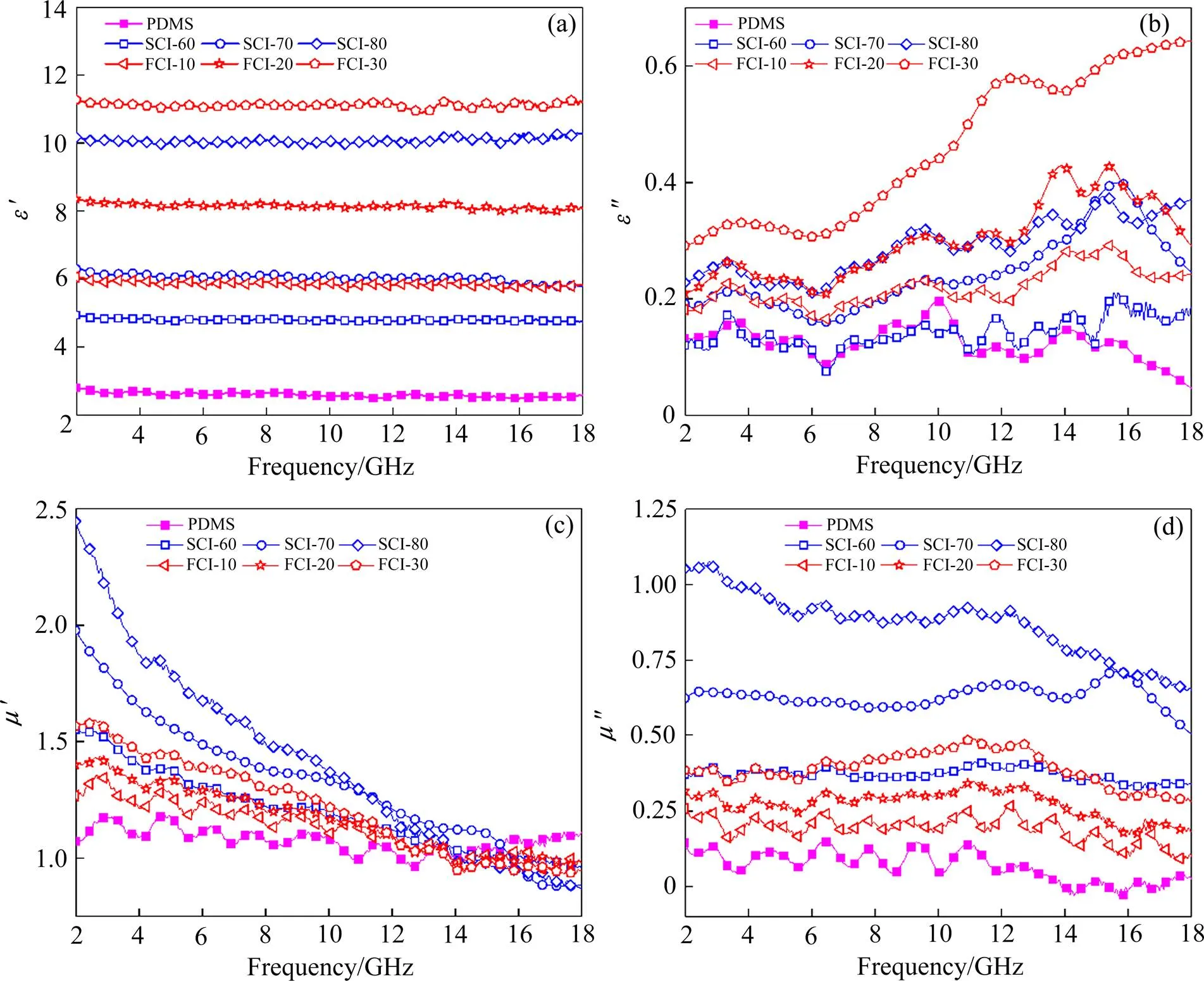
图7 CIP形貌与含量对CIP/PDMS复合材料电磁参数的影响
(a) Real part () of permittivity; (b) Imaginary part () of permittivity;(c) Real part () of permeability; (d) Imaginary part () of permeability
图8所示为2~18 GHz电磁波频率范围内,不同厚度(1~3 mm,增量为0.2 mm)的CIP/PDMS复合材料的3D电磁反射损耗图。图中平面内的黑色线圈为有效吸收(RL<−10 dB)的投影线,黑色线圈内表示RL<−10 dB,黑色线圈外为RL>−10 dB,所以黑色线圈的范围越大,有效吸收带宽(EAB)越宽。图8(a)、(b)和(c)所示分别为FCI-10、FCI-20和FCI-30等3种FCI/PDMS复合材料的吸波性能仿真结果图,图8(a)中没有出现黑色线圈,表明材料FCI-10不能实现对电磁波的有效吸收;FCI-20在厚度为2 mm、频率为12.6 GHz时具有最强吸收峰,峰值为-15.4 dB,EAB为3.8 GHz;FCI-30在厚度为1.8 mm、频率为10.9 GHz时具有最强吸收峰,峰值为-34.8 dB,EAB为4.8 GHz。这表明随FCI含量增加,FCI/PDMS复合材料的最强吸收峰值明显增大,EAB也有所增大,且复合材料的厚度有所下降,更满足吸波材料“薄、轻、宽、强”的性能要求。图8(d)、(e)和(f)所示分别为SCI-60、SCI-70和SCI-80等3种SCI/PDMS复合材料的吸波性能仿真结果图。由于SCI/PDMS中的CIP含量都比FCI/PDMS的高,所以3种SCI/PDMS复合材料均能实现对电磁波的有效吸收,随SCI含量增加,EAB变宽,吸收峰值变大。SCI-60在=2.4 mm、=13.4 GHz时具有最强吸收峰值,峰值为-12 dB,EAB为3.6 GHz;SCI-70在=2 mm、=12.3 GHz时具有最强吸收峰值,峰值为-25.4 dB,EAB为7.9 GHz;SCI-80在=2.4 mm、=7.3 GHz时具有最强吸收峰值,峰值为-41.5 dB,EAB为3.6 GHz。这表明SCI/PDMS复合材料与FCI/PDMS一样,吸收强度随CIP含量增多而增大。与FCI/PDMS不同的是,随SCI含量增加,SCI/PDMS的EAB先增加后减小,SCI-70具有最佳的阻抗匹配,因此EAB最宽。
(a), (b), (c) FCI-10, FCI-20, FCI-30 respectively; (d), (e), (f) SCI-60, SCI-70, SCI-80 respectively
3 结论
1) FCI/PDMS复合材料的复介电常数高于SCI/PDMS复合材料,导致FCI/PDMS的EAB较窄,(FCI)为30%时,厚度为1.8 mm的FCI/PDMS复合材料具有最大吸波强度,为-34.8 dB,有效吸收带宽为4.8 GHz。FCI/PDMS复合材料厚度较小,满足吸波材料“薄、轻”的要求。
2) SCI/PDMS复合材料的复磁导率高于FCI/PDMS复合材料,因而具有更高的吸收强度,(SCI)为80%的SCI/PDMS在厚度为2.4 mm时具有最高吸波强度,为-41.5 dB;(SCI)为70%时,厚度为2 mm的SCI/PDMS复合材料具有最大EAB,为 7.9 GHz。
3) 本论文研究了适用于直写3D打印的CIP/ PDMS打印墨水,并通过直写3D打印成形制备了性能优异的CIP/PDMS柔性吸波复合材料。
[1] 王可欣, 伏桂贤, 徐城春, 等. 电子通信技术中电磁场和电磁波的运用[J]. 中国新通信, 2020, 22(11): 109−109.
WANG Kexin, FU Guixian, XU Chengchun, et al. Application of electromagnetic field and electromagnetic wave in electronic communication technology[J]. China New Communication, 2020, 22(11): 109−109.
[2] KATO K. Photonics-assisted terahertz-wave beam steering and its application in secured wireless communication[J]. Photonics, 2022, 9(1): 9.
[3] PARK J R, NOE S O. Study on the improvement of laws related to the electromagnetic wave of mobile phones[J]. Journal of the Korea Society of Computer and Information, 2020, 25(10): 231−240.
[4] HARDELL L, CARLBERG M. Health risks from radiofrequency radiation, including 5G, should be assessed by experts with no conflicts of interest[J]. Oncology Letters, 2020, 20(4): 11876.
[5] BARTOSOVA K, NERUDA M, VOJTECH L. Methodology of studying effects of mobile phone radiation on organisms: technical aspects[J]. International Journal of Environmental Research and Public Health, 2021, 18(23): 12642.
[6] SUN F, LIU Q D, XU Y F, et al. Attapulgite modulated thorny nickel nanowires/graphene aerogel with excellent electromagnetic wave absorption performance[J]. Chemical Engineering Journal, 2021, 415: 128976.
[7] 王俊起. 基于智能穿戴设备的电磁兼容技术设计研究[J]. 电子制作, 2021(24): 26−29.
WANG Junqi. Research on electromagnetic compatibility technology design based on smart wearable devices[J]. Electronic Production, 2021(24): 26-29.
[8] SUN J, LI L J, YU R, et al. Synthesis and microwave absorption properties of sulfur-Free expanded graphite/Fe3O4composites[J]. Molecules, 2020, 25(13): 3044.
[9] CAO M S, YANG J, SONG W L, et al. Ferroferric oxide/multiwalled carbon nanotube vs polyaniline/ferroferric oxide/multiwalled carbon nanotube multiheterostructures for highly effective microwave absorption[J]. ACS Applied Materials and Interfaces, 2012, 4(12): 6949−6956.
[10] CACCIOTTI I, VALENTINI M, RAIO M, et al. Design and development of advanced BaTiO3/MWCNTs/PVDF multi- layered systems for microwave applications[J]. Composite Structures, 2019, 224: 111075.
[11] ZHOU W, HU X, BAI X, et al. Synthesis and electromagnetic, microwave absorbing properties of core-shell Fe3O4-Poly(3, 4- ethylenedioxythiophene) microspheres[J]. ACS Applied Materials & Interfaces, 2011, 3(10): 3839-3845.
[12] SISTA K S, DWARAPUDI S, KUMAR D, et al. Carbonyl iron powders as absorption material for microwave interference shielding: A review[J]. Journal of Alloys & Compounds, 2021, 853: 157251.
[13] CHEN S W, TAN G G, GU X S, et al. Microwave absorbing properties of FeCrMoNiPBCSi amorphous powders composite [J]. Journal of Alloys and Compounds, 2017, 705: 309−313.
[14] WANG H Q, WANG M, ZHANG X C, et al. A new type of catalyst allows carbonyl iron powder to be coated with SiO2for tuned microwave absorption[J]. Surfaces and Interfaces, 2020, 21: 100755.
[15] 李晓光, 吕华良, 姬广斌, 等. 球磨钢珠配比对片状羰基铁粉吸波性能影响的研究[J]. 航空材料学报, 2013, 33(5): 46−53.
LI Xiaoguang, LÜ Hualiang, JI Guangbin, et al. Study on the effect of ball milling steel ball ratio on the absorbing properties of flake carbonyl iron powder[J]. Journal of Aeronautical Materials, 2013, 33(5): 46−53.
[16] 卢明明, 刘甲, 宫元勋, 等. 不同形貌羰基铁的复合对电磁特性及吸波性能的影响[J]. 表面技术, 2020, 49(2): 95−99.
LU Mingming, LIU Jia, GONG Yuanxun, et al. Effects of compounding of carbonyl irons with different morphologies on electromagnetic properties and absorbing properties[J]. Surface Technology, 2020, 49(2): 95−99.
[17] 徐雪杰, 朱子才, 罗斌, 等. CNT/PDMS柔性传感材料的打印工艺及性能研究[J]. 机械工程学报, 2020, 56(15): 97−103.
XU Xuejie, ZHU Zicai, LUO Bin, et al. Research on printing process and properties of CNT/PDMS flexible sensing material[J]. Journal of Mechanical Engineering, 2020, 56(15): 97−103.
[18] ZHENG R H, CHEN Y X, CHI H, et al. 3D printing of a polydimethylsiloxane/polytetrafluoroethylene composite elasto- mer and its application in a triboelectric nanogenerator[J]. ACS Applied Materials and Interfaces, 2020, 12(51): 57441− 57449.
[19] 南博, 张海波, 贺跃辉. 适用于直写式3D打印陶瓷浆料的流变学性能研究[J]. 精密成形工程, 2021, 13(2): 1−6.
NAN Bo, ZHANG Haibo, HE Quehui. Research on rheological properties of ceramic paste suitable for direct writing 3D printing[J]. Precision Forming Engineering, 2021, 13(2): 1−6.
[20] 张磊, 田东斌, 伍权, 等. 基于多材料打印制备梯度结构电解电容器阳极块[J]. 稀有金属材料与工程, 2020, 49(11): 3909−3913.
ZHANG Lei, TIAN Dongbin, WU Quan, et al. Fabrication of anode blocks for gradient structured electrolytic capacitors based on multi-material printing[J]. Rare Metal Materials and Engineering, 2020, 49(11): 3909−3913.
[21] WANG Y, WILLENBACHER N. Phase-change-enabled, rapid, high-resolution direct ink writing of soft silicone[J]. Advanced Materials, 2022, 34(15): 2109240.
[22] OZBOLAT V, DEY M, AYAN B, et al. 3D printing of PDMS improves its mechanical and cell adhesion properties[J]. ACS Biomaterials Science and Engineering, 2018, 4(2): 682−693.
[23] 杨平安. 面向磁控吸波涂层的Fe基复合材料制备及电磁性能研究[D]. 重庆: 重庆大学, 2017.
YANG Pingan. Preparation and electromagnetic properties of Fe-based composites for magnetron absorbing coatings[D]. Chongqing: Chongqing University, 2017.
[24] ROCHA V G, SAIZ E, TIRICHENKO I S, et al. Direct ink writing advances in multi-material structures for a sustainable future[J]. Journal of Materials Chemistry A, 2020, 8(31): 15646−15657.
[25] LIU J, MCKEON L, GARCIA J, et al. Additive manufacturing of Ti3C2-MXene-functionalized conductive polymer hydrogels for electromagnetic-interference shielding[J]. Advanced Materials, 2022, 34(5): 2106253.
[26] 钟锦鹏. Y2Co8F9/PDMS复合材料的微波吸收性能研究[J]. 兵器材料科学与工程, 2021, 44(3): 108−113.
ZHONG Jinpeng. Study on microwave absorption properties of Y2Co8F9/PDMS composites[J]. Ordnance Materials Science and Engineering, 2021, 44(3): 108−113.
[27] LU B, DONG X L, HUANG H, et al. Microwave absorption properties of the core/shell-type iron and nickel nanoparticles[J]. Journal of Magnetism and Magnetic Materials, 2008, 320(6): 1106−1111.
[28] WALSER R M, WIN W, VALANJU P M. Shape-optimized ferromagnetic particles with maximum theoretical microwave susceptibility[J]. IEEE Transactions on Magnetics, 1998, 34(4): 1390−1392.
[29] 孙新. 羰基铁粉及其复合材料的电磁性能研究[D]. 南京: 南京航空航天大学, 2013.
SUN Xin. Electromagnetic properties of carbonyl iron powder and its composites[D]. Nanjing: Nanjing University of Aeronautics and Astronautics, 2013.
[30] DUAN Y P, WU G L, GU S C, et al. Study on microwave absorbing properties of carbonyl-iron composite coating based on PVC and Al sheet[J]. Applied Surface Science, 2012, 258(15): 5746−5752.
[31] ZHANG X F, LIU Y Y, QIN G W. Break snoek limit via superparamagnetic coupling in Fe3O4/silica multiple-core/shell nanoparticles[J]. Applied Physics Letters, 2015, 106(3): 033105.
Microwave absorbing properties of 3D printed carbonyl powder/polydimethylsiloxane flexible composite
ZHANG Xueting1, 2, ZHOU Yi1, XIAO Wei2, TIAN Zhaoxia2, LIU Fenghua2
(1. School of Materials Science and Engineering, Taiyuan University of Science and Technology, Taiyuan 030024, China; 2. Zhejiang Key Laboratory of Additive Manufacturing Materials, Ningbo Institute of Materials Technology & Engineering, Chinese Academy of Sciences, Ningbo 315201, China)
The printing ink was prepared by mixing flake carbonyl iron powder (FCI) and spherical carbonyl iron powder (SCI) with polydimethylsiloxane (PDMS), respectively. The carbonyl iron powder/polydimethylsiloxane (CIP/PDMS) flexible composite microwave absorbing material was formed by 3D printing with ink direct writing. The effects of the morphology and content of carbonyl iron powder (CIP) on the rheological behavior of ink and 3D direct writing printing process were studied. The electromagnetic reflection loss of CIP/PDMS composite microwave absorbing material was studied as well by CST Studio Suite electromagnetic simulation software. The results show that the higher the CIP content, the better the microwave absorption performance of the composite. When(FCI) is 30%, the FCI/PDMS composite has the best microwave absorption performance. When the thickness is 1.8 mm, it has the strongest absorption peak for the electromagnetic wave with frequency of 10.9 GHz, the peak value is −34.8 dB, and the effective absorption bandwidth (EAB, RL<−10 dB) is 4.8 GHz. When(SCI) is 80%, SCI/PDMS composite has the best microwave absorption performance. When the thickness is 2.4 mm, it has the strongest absorption peak for electromagnetic wave with frequency of 7.3 GHz, the peak is −41.5 dB and EAB is 3.6 GHz.
carbonyl iron powder; 3D direct writing printing; PDMS; complex permittivity; complex permeability; microwave absorption
10.19976/j.cnki.43-1448/TF.2022025
TB34
A
1673-0224(2022)04-442-11
江苏省产业前瞻与关键核心技术项目(BE2019072);甘肃省技术创新引导计划区域科技合作专项(ZOJK10QA579)
2022−03−13;
2022−05−04
周毅,副教授,博士。电话:18335130685;E-mail: 2013045@tyust.edu.cn
(编辑 汤金芝)
猜你喜欢
河南科技(2022年20期)2022-11-23
陶瓷学报(2021年4期)2021-10-14
宇航材料工艺(2020年6期)2021-01-28
湖北工业大学学报(2020年5期)2020-10-27
表面技术(2020年2期)2020-03-04
导弹与航天运载技术(2019年6期)2019-12-19
航空材料学报(2019年3期)2019-06-05
意林·少年版(2018年8期)2018-05-29
山东工业技术(2016年15期)2016-12-01
意林(2015年16期)2015-10-21