干法球磨原位剥离石墨对聚苯乙烯复合材料导热和力学性能的影响
2022-11-27 06:02王红莲郭英健郭少云
高分子材料科学与工程 2022年9期
王红莲,郭英健,张 阳,吴 宏,郭少云
(高分子材料工程国家重点实验室(四川大学) 四川大学高分子研究所四川省橡塑材料复合成型技术工程实验室,四川成都 610065)
石墨(GT)是一种二维层状无机填料,具有较高的热导率,常被用于改善聚合物的导热性能。但是GT 片层之间存在的空隙会造成声子散射,降低了GT 的热导率,因此将GT 剥离成更薄的石墨纳米片,有助于提高填料的本征导热性能[1,2]。石墨纳米片的力化学制备技术有溶剂超声剥离法、球磨法、流体动力学法等[3]。其中,球磨法工艺简单、易于规模化生产,受到研究者的广泛关注[4,5]。球磨法可分为湿法球磨[4]和干法球磨[6]。一般而言,湿法球磨产物晶格缺陷较少,干法球磨产物中无定形碳含量较高[7],常采用湿法球磨来制备石墨纳米片[5,8]。然而,相比于湿法球磨,干法球磨所需时间更短,且无需使用任何溶剂,环保低能耗,符合可持续发展的要求[9,10]。近年来,Leon 等[9,11]先后采用三聚氰胺及其衍生物作为固态分散介质与GT 共同干法球磨,制备得到了低缺陷的少层石墨烯。Buzaglo 等
[12]将氯化钠和具有不同程度共轭作用的芳香化合物(萘、蒽等)作为固态分散剂与GT 共同干法球磨,制备得到了高产量、无缺陷的少层石墨烯,研究表明,固态分散介质与GT 产生的界面相互作用能起到保护作用,吸收球磨产生的冲击力,减少球磨过程中无定形碳的产生,同时还能起到空间阻碍作用,防止剥离得到的石墨烯再次聚集。
熔融共混具有工艺简单、环保低能耗、生产效率高等优势,是最具潜力的可连续规模化制备聚合物/石墨纳米片复合材料的方法。但是,石墨纳米片容易因层间的范德华力作用而聚集在一起,即使在较低填充量下(质量分数2.5%)也难以通过熔融共混的方式将石墨纳米片均匀地分散在聚合物基体中[13],这就影响到石墨纳米片改善聚合物基体性能的效果。如何通过熔融共混的方式实现较高含量的石墨纳米片(质量分数20%)在聚合物基体中的均匀分散是一个难题。基于此,本文拟将与GT具有较强界面相互作用的聚苯乙烯(PS)和氢化苯乙烯-丁二烯嵌段共聚物接枝马来酸酐(SEBS-g-MAH)作为固态分散剂,采用干法球磨原位剥离GT 制备石墨纳米片的同时实现石墨纳米片在聚合物颗粒表面的原位分散,然后通过密炼加工和微型注塑成型制备了PS 复合材料,研究了石墨纳米片的形态结构和分散状态对PS 复合材料导热和力学性能的影响。
1 实验部分
1.1 实验原料及设备
PS 粉末:粒径在50~350μm 之间,牌号PG 33,熔体流动指数8 g /10 min( 200 °C,5.0 kg),中国台湾奇美实业股份有限公司;SEBS-g-MAH:苯乙烯质量分数30%, 马来酸酐接枝质量分数1.4%~2.0%,熔体流动指数14~28 g /10 min( 230 °C,5.0 kg),科腾聚合物有限责任公司;二甲基甲酰胺(DMF):成都市科龙化工试剂厂;GT:平均粒径10~15μm,青岛星远石墨乳有限公司。
密炼机:型号RM200C,哈尔滨哈普电气技术有限责任公司;球磨机:全方位行星式球磨机,南京南大仪表厂;微型注塑机:德国赛默飞旗下的哈克MiniJet 微型注塑机;缺口制样机:承德大华试验机有限公司生产的ZQK-20 自动缺口制样机;冲击实验机:承德金和仪器制造有限公司生产的XJUD 数显式摆锤冲击试验机;拉伸试验机:SANS 微机控制电子万能试验机,型号为CMT4104。
1.2 样品制备
将PS,GT 和SEBS-g-MAH 放置到80 °C 真空烘箱中干燥4 h,以7:2:1 的质量比混合,放入行星球磨机中球磨12 h,球磨转速为500 r/min,球料比为25/1,得到PS 混合物。取适量球磨得到的混合物,加入到DMF 溶剂中溶解,通过抽滤除去溶解后的PS,得到球磨后的产物,最后放入烘箱中烘干待用,除去聚合物后的球磨产物记为P-S-20GT-BM。
将上述干法球磨原位剥离GT 得到的PS 混合物进行干燥,利用密炼机在190 ℃熔融共混10 min,转速为60 r/min,所得共混物记为PS/20GT-10S-BM。同时,将纯PS,PS/SEBS-g-MAH(质量比PS/SEBS-g-MAH=9/1)和PS/GT/SEBS-g-MAH(质量比PS/GT/SEBS-g-MAH=7/2/1)分别采用密炼机在190 ℃熔融共混10 min,转速为60 r/min,制备得到的共混物分别 记 为Pure PS,PS/10S 和PS/20GT-10S。其 中,“20GT” 表 示 共 混 物 中GT 的 质 量 分 数 为20%;“10S”表示共混物中SEBS-g-MAH 的质量分数为10%;“BM”表示共混物中GT 经过干法球磨处理。
将密炼共混制备得到的Pure PS,PS/10S,PS/20GT-10S 和PS/20GT-10S-BM 共混物干燥后,采用微型注塑机进行注塑成型,注塑温度为220 ℃、注塑压力为65 MPa,得到直径40 mm、厚度1 mm 的圆片样品,以及哑铃型的拉伸样条和长条型冲击样条。最后采用缺口制样机将冲击样条铣出2 mm 深的V 型缺口,放置24 h。
1.3 测试与表征
1.3.1 热失重分析(TGA):采用瑞士梅特勒-托利多公司生产的TGA/DSC3+/1600 热失重分析仪对纯GT和P-S-20GT-BM 样品进行热失重分析。样品在50 mL/min 的空气气氛中,以10 ℃/min 的升温速率从30 ℃升温至1000 ℃。
1.3.2 拉曼光谱(RS)分析:采用英国Renishaw 公司生产的inVia Reflex 拉曼光谱仪对纯GT 和P-S-20GTBM 样品进行拉曼光谱分析。测试波长为532 nm,波数范围为100~4000 cm-1。
1.3.3 X 射线光电子能谱(XPS)分析:采用英国Kratos 公司的XSAM800 多功能表面分析电子能谱仪对纯GT 和P-S-20GT-BM 样品进行了X 射线光电子能谱分析。数据采用污染碳C1s(284.8 eV)校正。
1.3.4 扫描电子显微镜(SEM)表征:将PS 粉末和球磨后的共混物粉末表面喷金后用扫描电子显微镜观察纯PS 和共混物的形态。同时,将微型注塑所制备的圆片样品在液氮中冷冻8 h 后脆断,断面经真空镀金处理,用扫描电子显微镜观察填料在PS 复合材料中的分散状态。同时对拉伸测试和冲击测试后的样品断面也进行了扫描电子显微镜观察。SEM 测试的加速电压为5.00 kV。
1.3.5 导热性能测试:采用瑞典Hot Disk 有限公司生产的2500-OT 热导率检测器测量圆片状样品的平面热导率,每组试样测试2 个,取其平均值。
1.3.6 拉伸性能测试:将微型注塑所得哑铃型样条放置24 h,按照塑料拉伸国标GB/T1040-92 在室温进行拉伸测试,拉伸速率设定为5 mm/min。每组测试样条数目为5 个,测试结果取平均值。
1.3.7 缺口冲击性能测试:根据国标GB/1943-2007在XJU-22 冲击试验机上进行缺口冲击实验,每组样条测试5 个,最后取平均值。
2 结果与讨论
2.1 石墨纳米片的形态结构表征
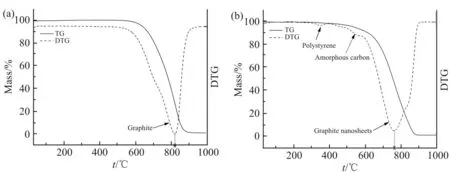
Fig.1 Mass-loss TG curves (solid) and its first derivative (dash) curves with respect to temperature
碳材料的形态可由热失重分析来表征,主要参数是燃烧平台热失重一半所对应的温度,即T1/2。一般来讲,无定形碳的T1/2温度范围为550~630 ℃,石墨烯纳米片的T1/2温度范围为630~730 ℃,GT 的T1/2值温度范围为830~1000 ℃[12]。碳材料的T1/2范围与其形态密切相关,对于GT 来说,GT 的横向尺寸越小、厚度越薄,其T1/2值越小。Fig.1 显示了GT 球磨前后的热失重曲线(实线)和热失重的一阶微分曲线(虚线)。如Fig.1(a)所示,纯GT 的TG 出现1 个台阶,对应DTG 曲线出现1 个峰,根据DTG 峰值对应的温度可以估算出纯GT 的T1/2值在820 ℃左右,另外可以发现,DTG 峰的左边有微弱的峰,这可能是因为纯GT 中含有少量石墨纳米片或者小尺寸GT。P-S-20GT-BM 的TG 曲 线 出 现3 个 阶 段,在DTG 曲线中分别对应3 个峰,第1 个峰在300~400 ℃之间,这是GT 与聚合物共同球磨的PS(采用溶剂除去时所残留)热分解所致;第2 个是500~600 ℃之间小峰,该温度正处于无定形碳的燃烧温度t 范围,因此很有可能是GT 在球磨过程中产生的无定形碳;第3 个峰是700~800 ℃之间的大峰,根据其峰所对应的温度可以估算出P-S-20GT-BM 的T1/2值在765 ℃左右,该温度接近于石墨烯纳米片的T1/2温度范围,并远远低于石墨的T1/2温度范围。说明GT 与聚合物共同球磨的产物基本上是石墨纳米片。
为了进一步了解GT 球磨后的形态结构,对GT和P-S-20GT-BM 进行了拉曼光谱分析。拉曼光谱可以表征单层石墨烯、少层石墨烯和GT,其主要特征峰有与边缘缺陷相关的D 峰(1345 cm-1),G 峰(1350 cm-1),与GT 层数相关的2D 峰(2700 cm-1),以及与少层石墨烯缺陷相关的D’峰(1626 cm-1)。D 峰强度与G 峰强度之比(ID/IG)表示石墨烯或者少层石墨烯的缺陷密度[9,11];D 峰强度与D’强度之比(ID/ID’)表示缺陷类型,边缘缺陷(ID/ID’~3.5)、空位缺陷(ID/ID’~7)和sp3缺陷(ID/ID’~13)。对比拉曼光谱曲线可以看到,P-S-20GT-BM 出现了与边缘缺陷相关的D 峰,以及与少层石墨烯相关的D’峰,P-S-20GT-BM 的ID/IG值为0.23 左右,这表明GT 与PS 和SEBS-g-MAH 一同球磨后产生了少层石墨烯。
为了探究GT 在球磨过程中是否引入了其他官能团,对球磨前后的GT 进行了XPS 光谱分析,以明确球磨过程对GT 的官能团化程度。有研究表明,GT 在空气氛围下进行干法球磨,空气中的氮气、氧气、二氧化碳等气体会与被力化学反应激活的碳进行反应,进而在石墨纳米片或者少层石墨烯边缘引入含氧官能团[6]。Fig.3(a)是GT 球磨前后的XPS 全谱图,Fig.3(b)和Fig.3(c)分别是GT 和P-S-20GT-BM的C1s 谱分解图。对比球磨前后GT 的XPS 全谱图可以看到,P-S-20GT-BM 的碳氧比比GT 的碳氧比更低,说明GT 在球磨过程中会引入少量含氧官能团。从C1s 谱分解图也可以看出,GT 的C=C 双键含量相比于P-S-20GT-BM 略高,而C—C 或者C—H 键比P-S-20GT-BM 更低。这说明,GT 的共轭结构在球磨的过程中会受到破坏,产生C—C 或者C—H 键。但是,总的来讲,P-S-20GT-BM 的C—C 或者C—H键含量较低,P-S-20GT-BM 基本保持着本身的共轭结构。
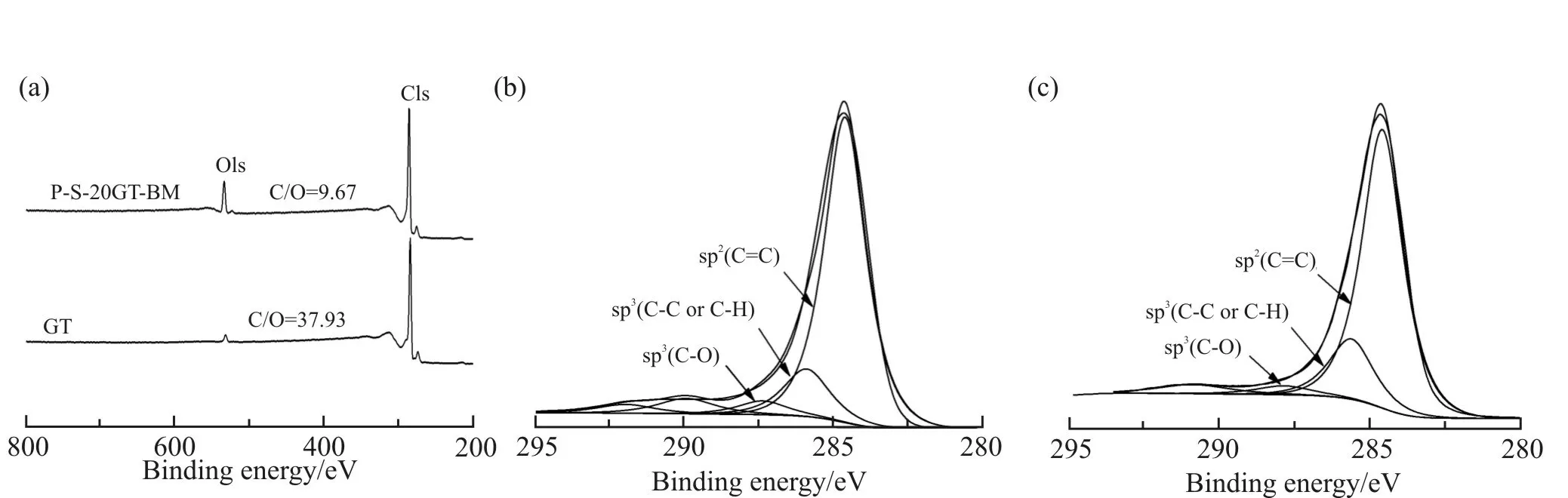
Fig.3 (a) XPS spectra of GT and P-S-GT-BM, and deconvolution of the C 1s peak for (b) GT and (c) P-S-GT-BM
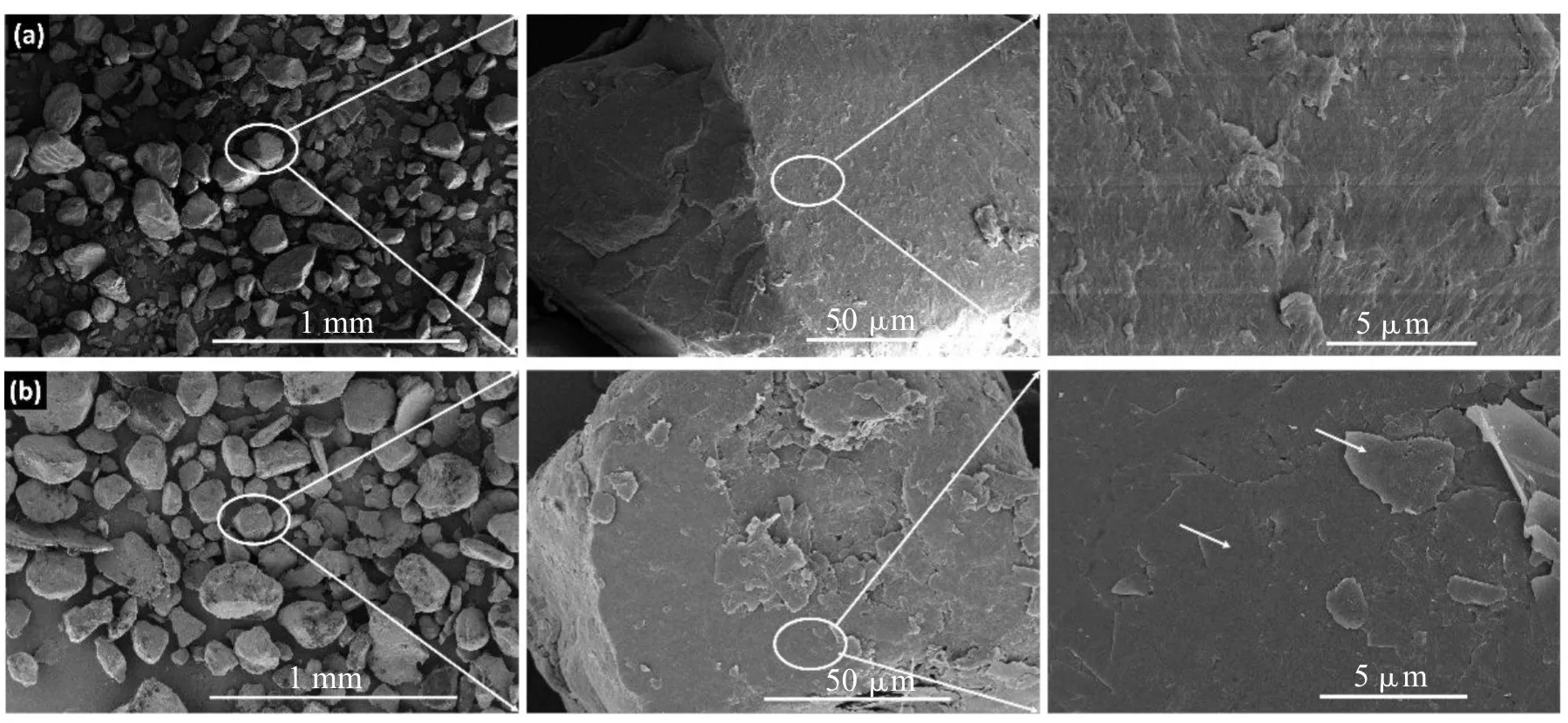
Fig.4 SEM images of (a) PS and (b) P-S-GT-BM powder

Fig.5 SEM images of the fracture surfaces of (a)pure PS and (b) the PS/10S blend
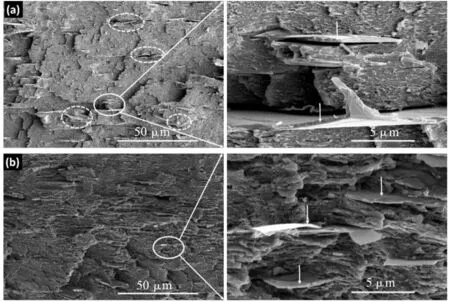
Fig.6 SEM images of the fracture surfaces of the (a)PS/20GT-10S and (b)PS/20GT-10S-BM composites
Fig.4(a)和Fig.4(b)分别是PS 粉末和球磨共混物的SEM 图像。由SEM 图可以看到,PS 粉末的粒径在50~350μm 之间,从Fig.4(a)右边的放大图可以清楚地看到PS 表面无附着物。Fig.4(b)是球磨得到的共混物的形貌,与纯PS 粉末相比,混合物粉末粒径略大。从右边放大图可以看到,石墨纳米片包覆在PS 颗粒表面,进一步放大光滑的表面区域可以看到少层石墨烯嵌在PS 表面(图中白色箭头所指),与PS 紧密结合。从SEM 图可以看到石墨纳米片表面光滑、边缘清晰,没有观察到明显的无定形碳。结合前文表征结果可以得出结论,干法球磨原位剥离GT 得到了石墨纳米片,并且包含有少层石墨烯。
2.2 干法球磨原位剥离石墨对聚苯乙烯复合材料结构与性能的影响
2.2.1 聚苯乙烯复合材料的导热性能:Fig.5(a)和Fig.5(b)分别是纯PS 和PS/10S 共混物断面的扫描电镜图片。纯PS 的断面为连续相结构,然而,PS/10S共混物的断面为海岛结构,弹性体SEBS-g-MAH 作为分散相均匀分散在PS 基体相中,从右边放大图中可以观察到被拔出的SEBS-g-MAH 相以及SEBS-g-MAH 相被拔出后留下的空洞(白色圆圈内)。
Fig.6(a)和Fig.6(b)分别是PS/20GT-10S 和PS/20GT-10S-BM 复合材料断面的扫描电镜图片。从Fig.6(a)可以明显地看到复合材料中有GT 聚集在一起(白色虚线椭圆所圈住),说明GT 与聚合物直接熔融共混时,GT 难以在基体中均匀分散。将PS/20GT-10S 复合材料的断面进一步放大可以看到GT 的尺寸在10~15μm 之间,并且GT 与共混物基体的界面存在明显的缝隙。然而,从Fig.6(b)很难看到层状GT 存在,将PS/20GT-10S-BM 复合材料断面进一步放大可以看到5~10μm 的石墨纳米片,并且石墨纳米片与基体的界面结合较强,界面处没有出现明显的缝隙。这些结果表明,GT 与聚合物一同球磨的过程中,GT 受到球磨的剪切作用被剥离成了更薄的石墨纳米片,同时也因受到球磨的冲击作用,横向尺寸有所减小。除此之外,GT 与聚合物共同球磨原位剥离GT 促进了石墨纳米片在聚合物基体中的均匀分散,石墨纳米片与基体的界面相互作用也更强。
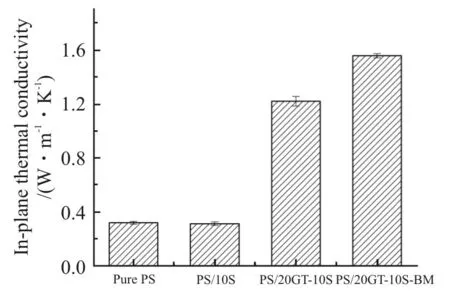
Fig.7 In-plane thermal conductivity of pure PS and PS composites
微型注塑成型制备得到的复合材料的平面热导率如Fig.7 所示。首先,可以看到PS/10S 共混物的热导率与纯PS 几乎一样,这说明SEBS-g-MAH 的加入对聚苯乙烯的导热性能没有影响。其次,可以看到添加质量分数20% GT 后,PS/10S 共混物的导热性能从0.317 W/(m·K)提高到1.227 W/(m·K),热导率提高了287%。而干法球磨球磨原位剥离GT 得到的PS/20GT-10S-BM 复合材料导热性能达到了1.565W/(m·K),与PS/10S 共混物相比,热导率提高了394%。材料的结构决定其性能,在微注成型过程中,聚合物熔体沿着狭缝状浇口充入薄片状模腔中时会沿着充模方向取向,聚合物中的二维填料也会沿着熔体流动方向取向排列。正如Fig.6 所示,PS/20GT-10S 复合材料中GT 和PS/20GT-10S-BM 复合材料中石墨纳米片均沿着样品表面取向排列,使得导热填料相互搭接,形成了导热通路,因此显著地提高了PS/10S 共混物的平面热导率。除此之外,与直接将GT 熔融共混得到的PS/20GT-10S 复合材料相比,球磨原位剥离GT 得到的PS/20GT-10S-BM 复合材料的导热性能提高了27.5%,这是因为,GT 在球磨过程中被剥离成了更薄石墨纳米片乃至少层石墨烯,相比于GT,少层石墨烯和石墨纳米片的热导率更高,并且GT 被剥离成更薄的石墨纳米片后,原位分散在PS 基体中,与基体结合的界面更多、更强,填料取向后能形成更多的导热通路,从而进一步提高PS 复合材料的导热性能。
2.2.2 聚苯乙烯复合材料的力学性能:SEBS-g-MAH 作为弹性体,与PS 共混能提高PS 的韧性。PS及其复合材料的力学性能测量结果如Fig.8 所示。从Fig.8(a)的应力-应变曲线可以看到PS/10S 共混物发生了明显的屈服,说明聚苯乙烯发生了从脆性到韧性的转变。与纯PS 相比,强度和模量有所降低,但韧性大幅度提高,断裂伸长率和缺口冲击强度分别提高了88.8%和171%。添加质量分数20% GT使PS/10S 共混物的屈服强度略微下降,但韧性却有所提高,PS/20GT-10S 复合材料的断裂伸长率和缺口冲击强度分别提高了67.1%和16.7%。对于PS/20GT-10S-BM 复合材料而言,球磨原位剥离GT得到石墨纳米片后,其强度和韧性均有所提高,与PS/20GT-10S 复合材料相比,缺口冲击强度提高了14.9%。因此,干法球磨原位剥离GT 得到的石墨纳米片,不仅能提高PS 共混物的导热性能,还能进一步提高其韧性。

Fig.8 (a) Stress-strain curves, (b) tensile strength, (c) tensile modulus, (d) elongation at break and (e) impact strength of pure PS and PS composites
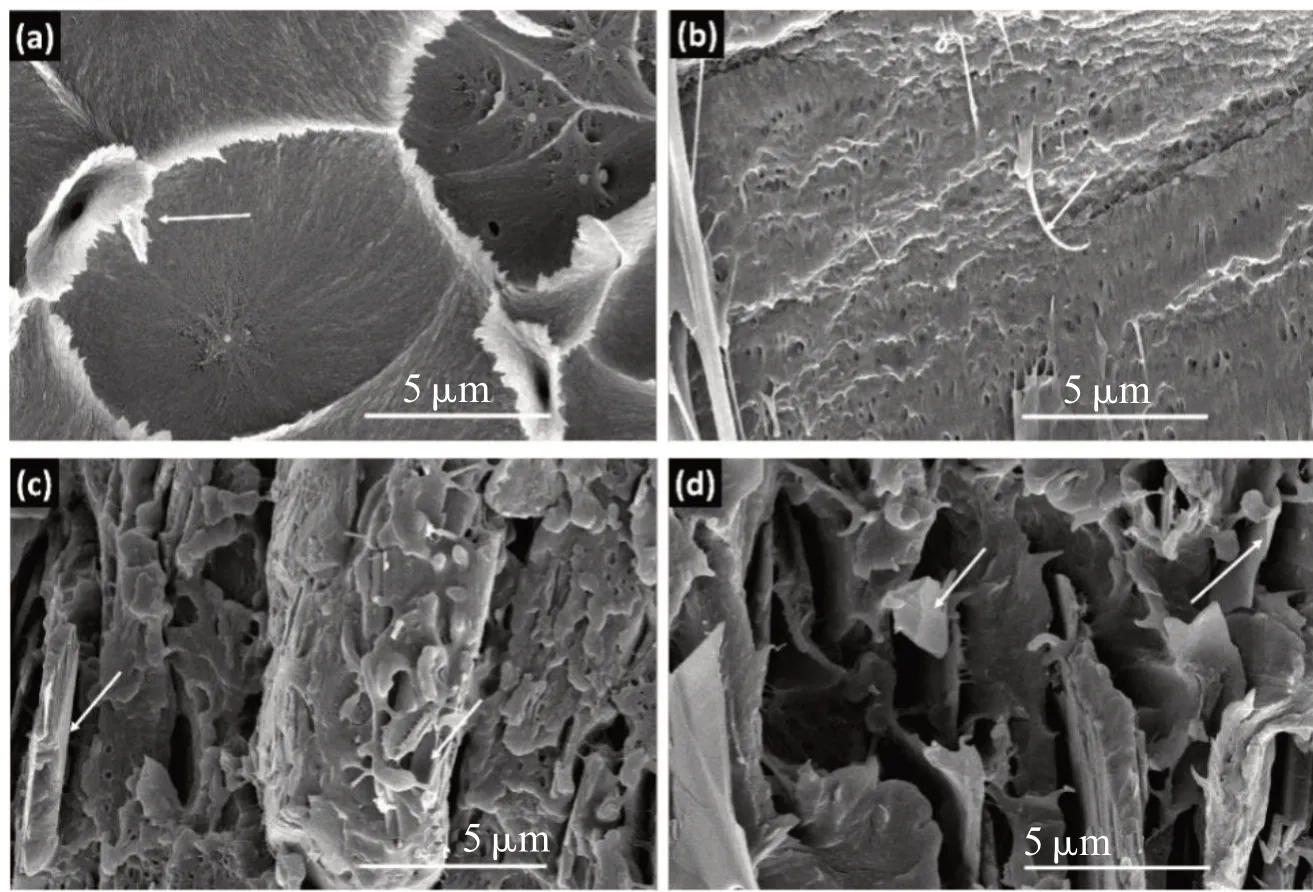
Fig.9 SEM images of tensile fracture surface of (a) pure PS, (b) PS/10S, (c) PS/20GT-10S and (d) PS/20GT-10S-BM

Fig.10 SEM images of the fracture surfaces after the notched Izod impact test for (a) pure PS, (b) PS/10S, (c) PS/20GT-10S and (d) PS/20GT-10S-BM
结合拉伸断面形貌对PS 及其复合材料拉伸性能的变化进行解释。将纯PS 和PS/10S 共混物的拉伸断面相对比,可以看到PS 的拉伸断面有拉伸成片的现象,但没有出现明显的拉丝,这与PS 的应力-应变曲线相吻合,PS 出现了屈服,但还没有出现细颈时就发生了脆性断裂。而PS/10S 共混物的拉伸断面出现了明显的拉丝现象,发生了塑形形变,这与其应力-应变曲线相符合,PS/10S 共混物产生强迫高弹形变吸收了大量能量。当PS/10S 共混物中添加质量分数20% GT 后,PS 复合材料的强度有轻微的降低,但断裂伸长率却进一步提高。PS/20GT-10S 复合材料的拉伸断面如Fig.9(c)所示,可以观察到断面含有GT 被拔出后留下的空穴,以及表面粘有聚合物的GT。在拉伸断裂过程中,在GT 与基体的界面处发生界面脱粘,而且在外界拉伸力的作用下,GT片层被破坏和拔出,界面脱粘能够吸收大量的断裂破坏能量,因此复合材料的断裂韧性得到进一步提高[14],但微裂缝的扩展重叠也加速了材料的破坏。当GT 被剥离成更薄的石墨纳米片之后,PS/20GT-10S-BM 复合材料的强度和断裂韧性得到提高,从Fig.9(d)可以看到,石墨纳米片的界面处发生界面脱粘,而且在外界拉伸力的作用下,石墨纳米片被拔出,在石墨纳米片周围形成了明显的微裂缝(图中白色箭头所指)。界面脱粘和微裂缝的形成能够吸收大量的断裂破坏能量,但GT 聚集在一起会形成结构缺陷,而原位剥离GT 得到的石墨纳米片厚度更薄,在基体中均匀分散,与基体形成的界面更多,且具有较强的界面相互作用,有利于应力的传递。因此,PS/20GT-10S-BM 复合材料的强度和断裂韧性相较于PS/20GT-10S 复合材料更高。
纯PS 的缺口冲击断面平整光滑,无塑性变形发生,为典型的脆性断裂。而PS/10S 共混物的缺口冲击断面较粗糙,可以明显地看到被拔出的SEBS-g-MAH 相以及SEBS-g-MAH 相被拔出后留下的空洞(白色圆圈内),即“界面空洞化”,界面空洞化属于“黏合破坏”,PS/10S 共混物受到冲击时,界面空洞化可阻止基体内部裂纹的产生,同时可使基体变形时所受的约束减小,使之易于发生强迫高弹形变,吸收大量能量,使材料的抗冲击性能大幅度提高[15]。当二元共混物中加入无机填料形成三元复合材料时,复合材料的韧性与填料的结构形态及界面结合作用有关。PS/20GT-10S 复合材料的缺口冲击断面如Fig.10(c)所示,大量的GT 被拔出,GT 被拔出的过程中耗散了部分冲击能力,使得材料的冲击性能得到提高。当GT 被剥离成更薄的石墨纳米片和少层石墨烯的时候,PS/20GT-10S-BM 复合材料的抗冲击性能得到进一步提高。从Fig.10(d)可以看到,部分石墨纳米片被拔出,并且大部分石墨纳米片被聚合物基体包裹住,周围出现明显的应力发白现象,说明石墨纳米片作为应力集中点诱发了大量银纹并阻止了银纹的发展,耗散掉了冲击能量,使得复合材料的冲击性能明显提高。球磨原位剥离GT 得到的石墨纳米片与纯GT 相比厚度更薄,在基体中均匀分散,与基体形成的界面更多,且与基体的界面结合作用更强,有利于力的传递,能耗散掉更多的能量,从而进一步提高了PS/10S 共混物的抗冲击性能。
3 结论
(1)采用干法球磨原位剥离GT 得到了石墨纳米片,并且伴随有少量少层石墨烯产生,剥离得到的石墨纳米片包裹在聚合物颗粒表面,实现了原位分散。
(2)干法球磨原位剥离GT 制备的PS/石墨纳米片复合材料的平面热导率达到了1.565 W/(m·K),与直接填充GT 的PS/GT 复合材料相比,导热性能提高了27.5%。
(3)干法球磨原位剥离GT 进一步改善了PS 复合材料的抗冲击性能,与直接填充GT 的PS/GT 复合材料相比,PS/石墨纳米片复合材料的缺口冲击强度提高了14.9%。
本文将聚合物(PS 和SEBS-g-MAH)与GT 共同干法球磨,在石墨纳米片原位分散在聚合物颗粒表面的基础上,通过熔融共混的加工方式实现了较高含量(质量分数20%)石墨纳米片在聚合物基体中的均匀分散,最终制备得到了兼具优异热导率和韧性的PS 复合材料,为大规模工业化生产制备高导热聚合物/石墨纳米片复合材料提供了新思路。
猜你喜欢
实用手外科杂志(2022年2期)2022-08-31
选煤技术(2022年2期)2022-06-06
储能科学与技术(2022年5期)2022-05-10
选煤技术(2022年1期)2022-04-19
建材发展导向(2022年1期)2022-03-08
电子与封装(2022年2期)2022-03-03
铁道建筑技术(2021年4期)2021-07-21
能源工程(2021年1期)2021-04-13
山东建筑大学学报(2020年5期)2020-09-16
智富时代(2018年10期)2018-01-30