
冷柜内胆吸塑模制造及缺陷整改方案
2022-11-24 09:20:36邹泽昌陈忠士谢宇玲
模具工业 2022年11期
邹泽昌,陈忠士,谢宇玲
(福建船政交通职业学院 机械与智能制造学院,福建 福州 350007)
0 引言
冰箱、冷柜的内腔是一层光滑的塑料内壁,称为内胆,主要起密封作用,防止冰箱、冷柜内部的冷空气与外界对流。内胆的制造过程与一般的塑件(如鼠标、遥控器等)不同,它是用吸塑工艺制作而成。吸塑工艺的主要步骤是将平展的塑料硬片材料放在吸塑模的上表面,然后启动吸塑模内部的加热管,将吸塑模加热至100℃左右。塑料硬片材料遇到高温的模具后,软化成流体状态,依靠自身重力沿模具零件外表面向下流淌,由于100℃左右熔体具有粘性,粘在模具零件外表面,形成一层壁厚均匀的薄膜,再启动吸气机,将薄膜与模具零件外表面之间的空气抽出,使薄膜包裹在模具零件外表面,最后往薄膜表面喷淋冷却水,使薄膜冷却、固化成型,再用吹气的方法使成型产品脱模。吸塑模的材质有多种,其中冰箱、冷柜吸塑模零件材料常用铸铝。
1 产品结构
图1所示是某冷柜的内胆,外形尺寸为1 107 mm×464 mm×531 mm,壁厚为2.5 mm,材料为ABS,产品的侧壁有若干条加强筋和沟槽。

图1 冷柜内胆
2 制作吸塑模毛坯
为了节省模具的原材料成本,减轻模具质量,用铸铝作为吸塑模零件的原材料,用翻砂的方法制造吸塑模的毛坯,并将模具零件铸造成空心。具体方法是用木板做成产品的基本形状,称为木模,如图2(a)所示,制作一大一小2个木模,其中较大的木模外形尺寸比产品大15~20 mm,较小的木模外形尺寸比产品小15~20 mm。然后用水泥、砂、泥土等材料对2个木模进行翻砂,用大木模制作凹形砂石模型,用小木模制作凸形砂石模型,再将凸形砂石模型放入凹形砂石模型中,然后往2个砂石模型的空隙中注入高温的铸铝液体,在常温下冷却得到吸塑模的铸铝毛坯,如图2(b)、(c)所示。
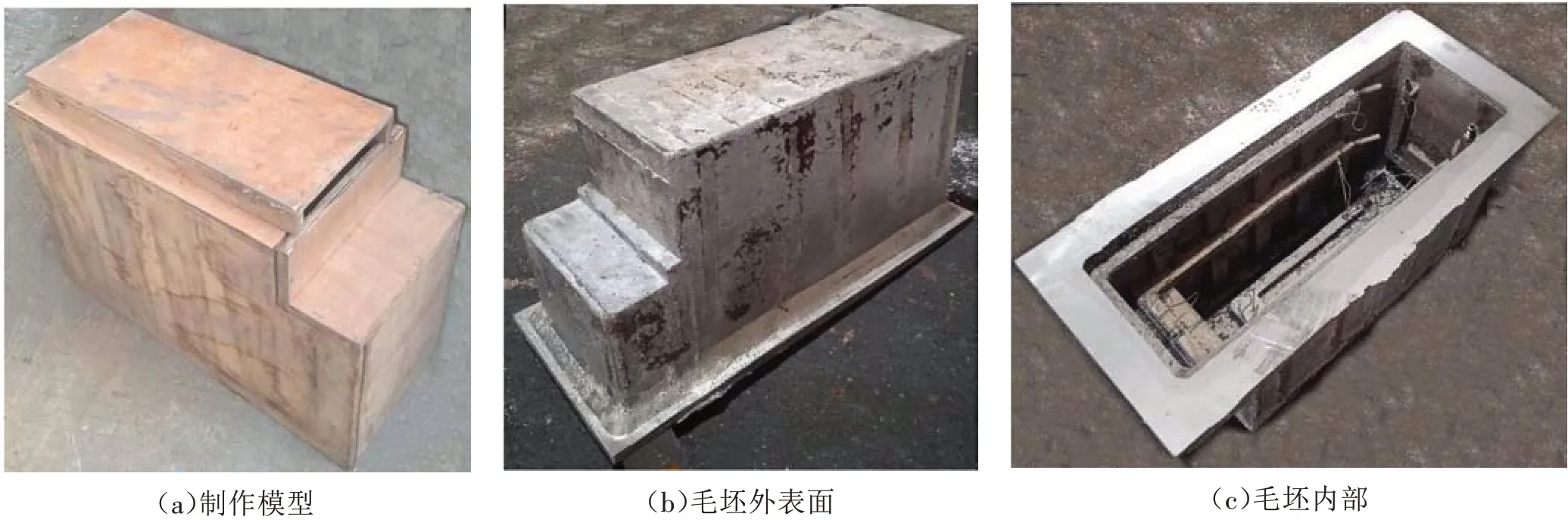
图2 毛坯制造
3 吸塑模加工
模具零件上表面为平面,面积较大,使用立式铣床加工,用面铣刀铣削。由于模具零件高度>531 mm,且2个侧面有若干条沟槽,沟槽的宽度尺寸较小,最窄的位置为12 mm,适合用φ10 mm立铣刀铣削模具零件侧面。为了铣削模具零件侧面的沟槽,应将模具零件侧向装夹在加工中心的工作台上。在加工该模具零件时,根据不同的加工位置选择不同的装夹方式,表1所示为该模具零件的加工工艺,图3所示为装夹方式。
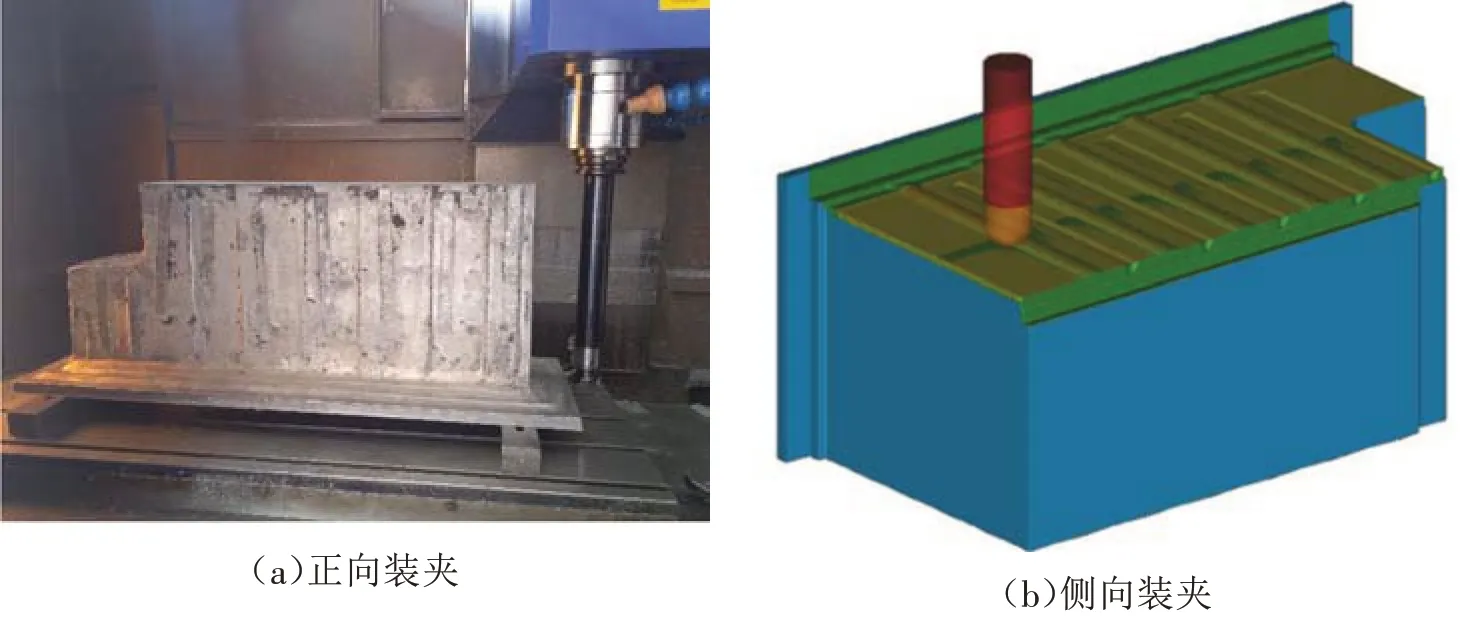
图3 装夹方式

表1 加工工艺
3.1 数控加工
铸铝材料的硬度较低,易切削,但在切削过程中,铝屑容易粘在刀具上,不易脱落,长时间切削后在刀刃上形成积屑瘤,影响刀具的切削性能,导致加工的模具零件表面粗糙。因此在铣削铸铝毛坯时,为了保护刀具、防止铝屑在刀具表面形成积屑瘤,降低模具零件表面粗糙度,考虑从空切削的位置进刀,在切削模具零件上的沟槽时,应采用螺旋式进刀。
模具零件毛坯的体积较大,并且其内部是空心,在切削过程中模具零件容易产生振动,另外模具零件高度比较高,在铣削两端侧面时,需要使用特制的加长刀具才能加工,刀具的振动也较大,因此在编写加工程序时,选择合理的切削深度和切削量,避免由于模具零件振动和刀具振动而在其表面留下较深的振刀纹路。按照表1所示的加工工艺和图3所示的装夹方式,根据铸铝材料的切削性能以及模具零件的体积,加工不同的位置选择不同的切削刀具、进给率、转速和背吃刀量。一般将背吃刀量控制在0.5 mm以内,进给率控制在1 000 mm/min以内,转速控制在1 000~1 500 r/min。在考虑模具零件表面粗糙度要求的基础上,利用UG软件编写模具零件的加工刀路,加工刀路的主要参数如表2所示。

表2 加工刀路的主要参数
按照上述装夹方法、加工工艺和刀具铣削的主要参数,铣削后模具零件表面光滑,振刀纹路较小,能按图纸尺寸加工模具零件侧面的沟槽,其中模具零件侧面有5条沟槽,如图4所示。

图4 铣削后模具零件
3.2 加工吸气孔
用铣床加工完成后,需要在模具零件上表面和侧壁上加工若干个吸气孔,吸气孔连接吸塑机上的真空泵,其直径一般为φ0.3~φ0.6 mm,最大不超过产品壁厚的1/2,相邻吸气孔的距离一般为20~30 mm。如果产品表面平滑,吸气孔的布局相对应较稀,如果产品上有较多的沟槽,则沟槽附近吸气孔的布局相对应较密。开设吸气孔的作用是为了在吸塑过程中抽干模具零件与薄膜之间的空气,使薄膜紧贴在模具零件外表面。
4 吸塑模工作过程
(1)将塑料硬片材料平放在吸塑模的上表面,如图5所示。
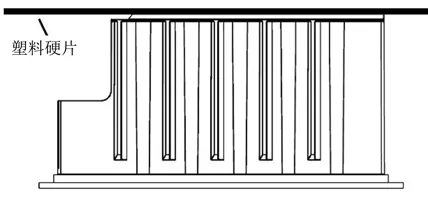
图5 材料放在吸塑模上表面
(2)启动模具零件内的加热管,将模具加热至100℃左右。模具材质是铸铝,铝是热的良导体,模具加热后温度均匀。塑料硬片材料接触高温的铸铝模后,软化成流体状态,依靠自身重力沿模具零件表面向下流淌,粘贴在模具零件表面,形成薄膜。
(3)启动真空泵,将模具零件和薄膜之间的空气抽出,使薄膜紧贴在模具零件表面。
(4)切断加热管电源,同时启动冷却装置,将常温的冷却水喷淋在薄膜的表面,使薄膜冷却、固化、定形。
(5)启动切料装置,切除产品的边料,使产品口部整齐。
(6)启动真空泵,通过吸气孔向模具零件与产品之间吹进空气,用吹气方式使产品脱模。
(7)模具复位,开始下一次生产周期。
5 常见缺陷及整改措施
在生产冰箱、冷柜的内胆时,特别是在试模、试产阶段,产品常会出现一些缺陷,此时应对产品的缺陷做出正确的判断,并对模具进行改进,常见缺陷及改进措施如表3所示。

表3 冷柜内胆常见缺陷及改进措施
6 结束语
用铸铝作为冰箱、冷柜内胆吸塑模的材料,具有质量轻,易切削,易修改模具的优点,相比注射模,吸塑模的开发成本较低、开发周期短、模具结构简单。
猜你喜欢
家电科技(2021年5期)2021-11-09 11:17:36
中国特种设备安全(2021年4期)2021-10-13 06:42:04
粉末冶金技术(2021年3期)2021-07-28 06:26:30
缔客世界(2020年10期)2020-12-11 20:54:27
紫禁城(2020年9期)2020-10-27 02:05:14
中小企业管理与科技·上旬刊(2019年9期)2019-11-26 11:42:02
科技创新与应用(2019年2期)2019-01-28 10:21:00
家电科技(2018年10期)2018-10-31 05:31:32
家电科技(2018年5期)2018-05-16 06:04:44
建筑工程技术与设计(2015年21期)2015-10-21 17:17:32
