直冷冷柜抗菌净味技术研究
2018-05-16 06:04:44任猛,左秋杰
家电科技 2018年5期
作为常用电器,冷柜应用于各行各业。其分类方法各种各样,根据用途,冷柜主要分为商用冷柜以及家用冷柜[1];根据功能可分为电控冷柜和温控冷柜;根据结构可分为风冷冷柜和直冷冷柜。总之,结构及用途不同,分类的方法也不尽相同。目前冷柜的发展整体趋势为:智能化、节能化、多元化[2]。
随着消费者生活水平的提高,对于家用电器功能的需求也不断提高。传统的冷柜多为温控直冷冷柜,其缺点是温度均匀性较差,霜含量高,异味及细菌问题严重。但由于价格低,直冷冷柜仍占据着市场较大份额。直冷冷柜内复杂的食材及药品储存环境,导致食材间的串味、细菌的繁殖代谢现象较为严重。区别于风冷冰柜,直冷冷柜内无风循环,导致抗菌净味技术在冷柜内难以直接使用,串味及细菌问题不断积累,食材可食用性以及所藏物品的价值直接受到影响。在冷冻条件下,细菌活性较低,繁殖代谢受到抑制,因此,冷柜内异味及细菌问题产生的主要环境取决于冷藏条件。
1 模块安装方式确定
抗菌净味装置模块结构如图1、2所示。考虑到冷柜的结构,暂定模块安装在冷柜的门体上,通过CFD模拟模块风机在冷柜内的运行情况,如图4所示,确定模块安装优化方式,最终确定将模块安装的位置固定在冷柜门体中心位置。见图3。模拟结果发现,风最难达到的冷柜拐角区域风量分别为0.0658m3/s、0.0864m3/s,进一步证明模块在冷柜内能够形成有效的风循环。
2 模块结构及运行规则
2.1 模块结构及组成
抗菌净味装置,主要包括风机、风罩、抗菌净味块以及线束等组成。
2.2 模块作用原理
利用风机在直冷冷柜内形成风循环,结合抗菌净味块实现直冷冷柜抗菌净味,同时提高直冷冷柜温度均匀性。其中风罩边缘设有出风口,风罩中心位置为回风口,风机通过线束与控制板连接或与压缩机连接。其原理是,风机受控的打开或关闭,风机打开,风罩边缘出风,回风口进风,形成四周出风、中间回风的环抱式风循环,而抗菌净味模块为附加铜离子的蜂窝陶瓷块,安装在风罩出风口与回风口位置,在风循环的作用下实现冷柜内异味及细菌的清除。
3 净味效果研究
3.1 测试方法
冷柜异味产生的主要环境为低温冷藏,考虑冷柜暂无异味测试标准及方法,暂参照GB 21551.4-2010《家用和类似用途电器的抗菌、抗菌、净化功能》(电冰箱的特殊要求)测试方法进行相关研究。
3.2 测试步骤
(1)样机处理:将模块安装在冷柜门体上,在冷柜门上取孔,运行冷柜,温度控制在5℃;
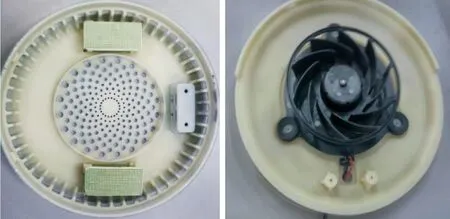
图1 模块装置内部结构图

图2 模块外观及风口设计
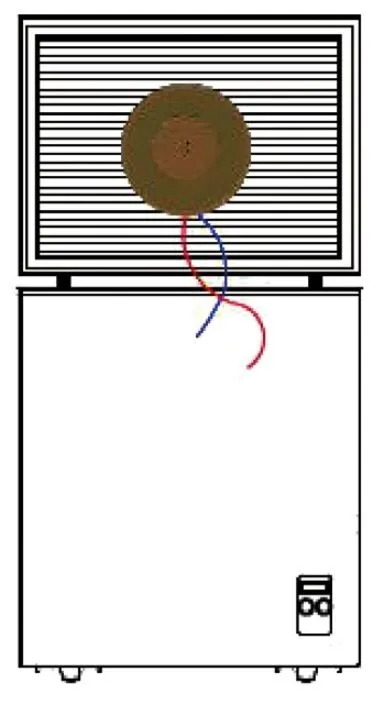
图3 模块安装位置示意图
(2)臭气注入:将三甲胺按照国标量注入冷柜内,运行模块,计时;
(3)初始值测量:三甲胺注入5min后,使用手持测试仪测量冷柜内异味浓度,作为初始浓度;
(4)最终值测量:三甲胺注入2h后,使用测试仪测量冷柜内异味最终浓度;
(5)净味率的计算:对比测量前后冷柜内异味浓度,计算模块除味率,计算公式如下:

式中:
A—气体分解及吸附率;
C1—试验开始时气体浓度,单位为千克每升(kg/L);
C2—试验结束时气体浓度,单位为千克每升(kg/L)。
3.3 测试结果
通过试验结果发现:空白样机的三甲胺清除率为15%左右,而安装抗菌净味模块样机异味清除率为99%以上,模块异味清除功能明显。
4 抗菌效果研究
4.1 测试方法
根据GB 21551.1-2008《家用和类似用途电器的抗菌、抗菌、净化功能》(电冰箱的特殊要求)测试方法,进行模块抗菌试验验。
4.2 测试步骤
参照GB 21551.1-2008《家用和类似用途电器的抗菌、抗菌、净化功能》(电冰箱的特殊要求)测试方法。
4.3 测试结果
通过测试,模块对于测试菌种(大肠杆菌、金黄色葡萄球菌)抑菌效果均在99.99%以上,远高于90%的国标要求,结果如图6所示。
5 温度均匀性效果研究
5.1 温度均匀性概念
38℃环温下,冷柜设定温度为-18℃,根据国标在冷柜内布点,待冷柜内温度运行到稳态后继续运行24h,测量并计算稳态条件下各点的运行平均温度,各点运行平均温度最大值与最小值之间差值大小作为温度均匀性的评价标准。
5.2 测试步骤
(1)准备两台180L左右的冷柜(型号相同,性能相似),将模块安装在一台冷柜上,模块线束与冷柜压缩机连接,标记为A,另外一台标记为对照;
(2)根据国标布点,测量各点实时温度;
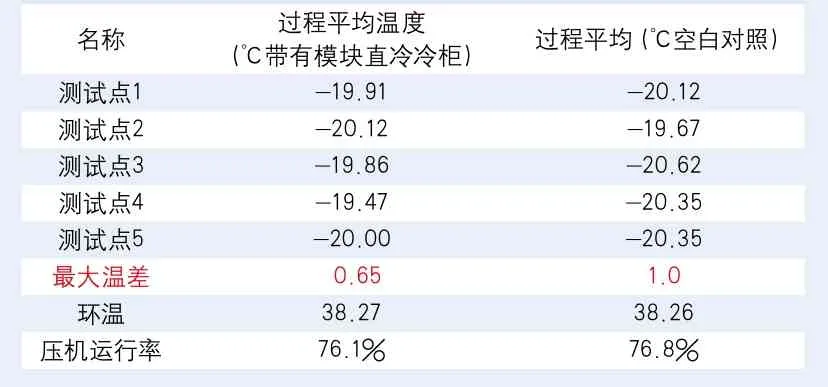
表1 模块温度均匀性测试对比数据
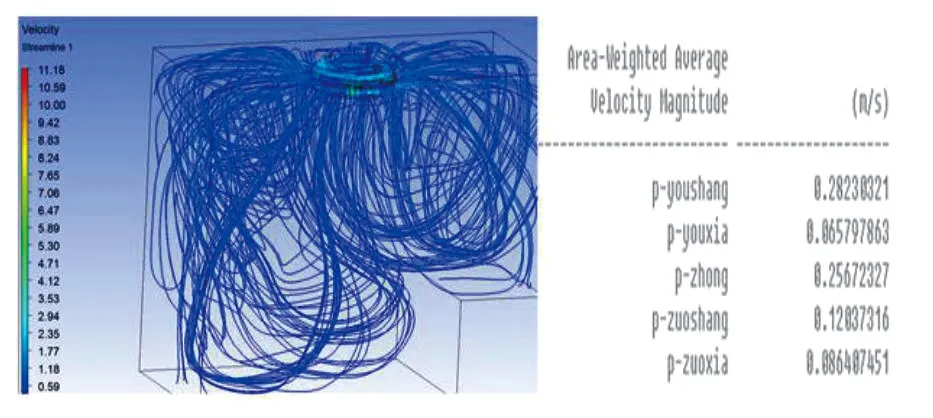
图4 CFD模拟模块冷柜内各点风量
(3)记录观察各点温度变化,计算温度差值。
5.3 测试结果
A冷柜温度均匀性在0.65℃以内,对照温度差为1.0℃左右,A冷柜对比普通对照冷柜,温度均匀性能提升35%。
6 结果分析
臭气打入冷柜内,在无模块的条件下,冷柜内无风循环,密闭空间内异味气体在冷柜内无法排除,只能借助开关门时溢出。模块条件下,模块风机在冷柜内形成风循环,臭气在冷柜内呈流动性。模块中的抗菌净味块中添加抑菌成分,低温条件对于模块催化剂活性影响较小,在低温环境下发生反应,产生负离子或氧负离子等活性成分,对于细菌以及异味具有较强的清除能力。
实现抗菌、净味以及提升温度均匀性的前提是提升模块的运行时间,保证在冷柜内能够形成有效的风循环。否则,运行时间太短,风机在冷柜内无法形成风循环,异味及细菌无法与抗菌净味模块接触。前期,通过模块与压缩机连接,通过压缩机的开停控制风机的运行率。常温条件下,冷柜压缩机运行率较低,16℃条件下,压机运行率为20%左右;而32℃环温下,运行率为40%~50%之间,无法保证抗菌净味效果。本文试验在环温38℃下进行,压机运行率较高(76%左右),能够很好实现预期的目标。后期可将模块与冷柜控制板连接,利用程序控制模块的运行规则。
7 小结
在保障冷柜其他功能正常的前提下,所述模块能够有效解决直冷冷柜使用的三大痛点:(1)异味清除难度大;(2)抗菌效果差;(3)温度均匀性较差。提高了直冷冷柜的质量与功能,提升产品档次。
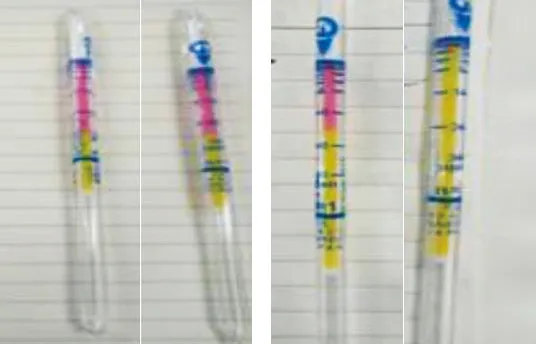
图5 模块异味清除效果示意图(左为空白值,右为模块效果测试)
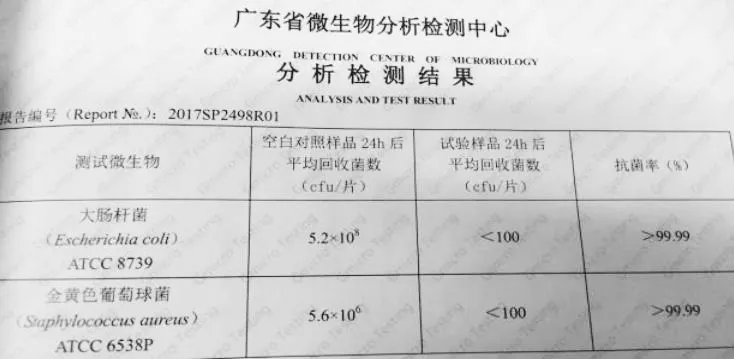
图6 模块权威检测报告图

图7 冷柜内温度测量布点位置示意图
参考文献
[1] 叶闽平. 直冷冷柜节能技术研究[J]. 直冷,2009(3):43-46.
[2] 姚冰冰. 商用冷柜发展趋势:智能化、节能化、多元化[N]. 中国食品报,2014-5-16.
猜你喜欢
机械制造(2021年12期)2022-01-06 06:35:54
家电科技(2021年5期)2021-11-09 11:17:36
缔客世界(2020年10期)2020-12-11 20:54:27
水电站设计(2020年3期)2020-09-23 07:17:10
商周刊(2020年13期)2020-07-14 02:36:10
山东化工(2020年9期)2020-06-01 06:56:48
石油石化绿色低碳(2019年6期)2019-01-14 01:16:24
家电科技(2018年10期)2018-10-31 05:31:32
宠物世界·猫迷(2017年7期)2018-01-25 13:04:45
猪业科学(2018年8期)2018-01-22 12:28:45