中压汽水分离器接管角焊缝裂纹产生原因分析
2022-11-15 08:40:12张国晋田志勇
中国特种设备安全 2022年10期
王 十 张国晋 谭 隆 田志勇
(1.中国特种设备检测研究院 北京 100029)
(2.中国石化上海高桥石油化工有限公司 上海 200129)
石化企业连续重整装置汽水分离器属于压力容器范畴。随着国内石油化工业的迅速发展,压力容器由于各种失效原因造成的紧急停车时有发生[1]。中压除氧水经加热炉加热汽化送往汽水分离器,除氧水在汽化过程中并未充分汽化,使生成的中压蒸汽中有液态水存在,含液态水的两相流水蒸气会对管道或设备造成严重的冲刷减薄,影响设备或管道的安全使用[2]。汽水分离器的作用是利用气液分离的原理分离出水蒸气中含有的多余的水分,形成干饱和蒸汽。
压力容器的缺陷危及其使用安全,笔者以1台汽水分离器检验为案例,对缺陷性质及产生的原因进行了分析,对制造工艺、检验部位及比例提出了修改建议。
1 项目概况
该设备为卧式容器,主体由筒体、左右椭圆封头、多处接管及底部鞍座组成,示意图如图1所示。设计使用寿命为10年,投入使用日期为2009年。2021年7月全面检验时已超过设计使用寿命。设备基本概况见表1。
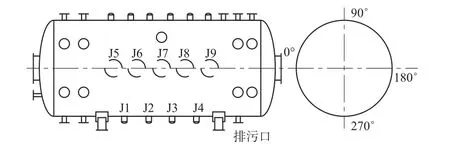
图1 汽水分离器示意图
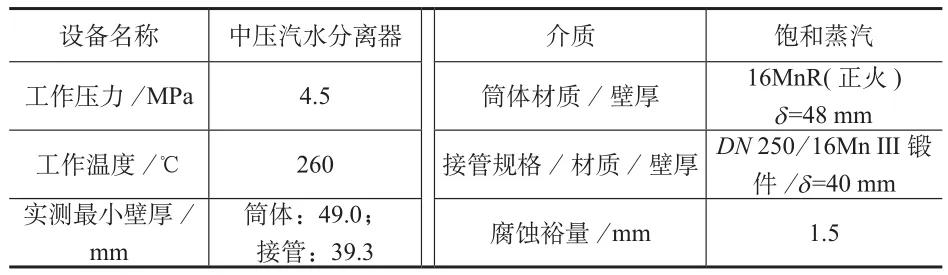
表1 汽水分离器设备参数
该案例按照TSG 21—2016《固定式压力容器安全技术监察规程》及本单位的压力容器检验细则实施检测,在完成规定检验工作的同时,分析了该设备的使用参数、失效模式、介质特点,增加了对接管角焊缝的100%磁粉检测,并发现了大量裂纹缺陷[3-4]。该案例采用的检验方案,按照检验规程编制,却又不局限于检验规程,通过对设备使用情况的分析,突出了重点检测部位及检测方法、检测比例,作为压力容器检验人员很好地践行了检验职责,发挥了检验的作用。
2 检验实施
该设备为中压设备,工作温度为260 ℃,由于筒体开孔较多,采取自补强及接管补强结构导致筒体及接管壁厚较大,增加了焊接难度及检测难度。本次全面检验无损检测方法初步定为20%超声检测(UT)+20%磁粉检测(MT),重点检测筒体焊缝中“丁字口”位置及接管角焊缝位置,超声检测采用数字式超声波探伤仪,表面无损检测采用便携式电磁轭探伤仪实施检测。
全面检验时发现该设备循环水出口以及混合物入口接管等8道角焊缝存在10处裂纹。裂纹分布于母材、焊缝及热影响区,单条最长达40 mm,放射性裂纹区域面积最大达18 mm×15 mm,最深处达10 mm。部分缺陷见图2,缺陷明细见表2。

图2 缺陷裂纹
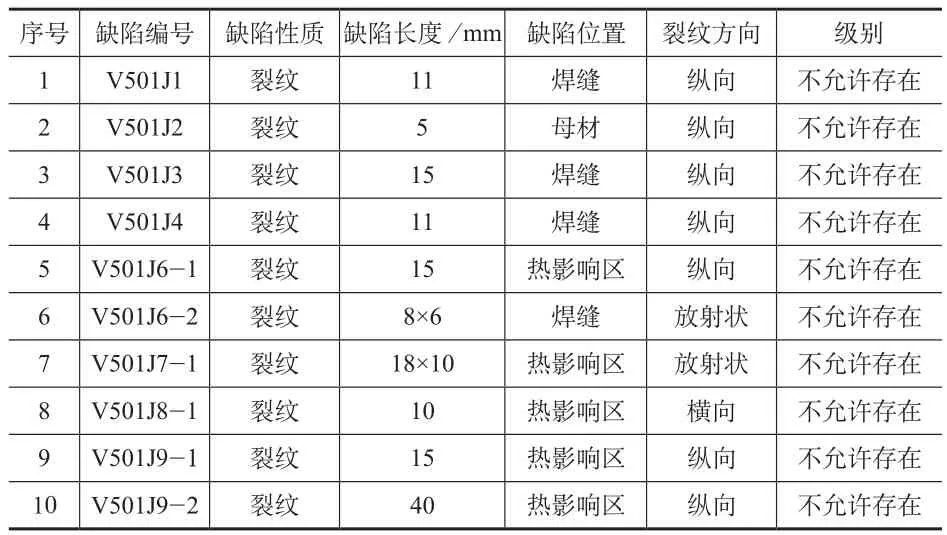
表2 缺陷明细表
3 处置措施
发现大量超标缺陷后,对罐体内外表面实施了100%UT+100%MT检测,除接管角焊缝处,该设备A类、B类焊接接头未发现超标缺陷。检验完成后,检验单位与业主方从设备设计、制造到使用、维护进行了详细的技术交流,全面了解了设备的生产、使用状况,并根据检验情况以意见通知书形式向业主方进行了反馈,要求业主方联系有资质的维修单位进行维修处理,维修前向当地监察机构办理维修告知,向当地检验机构办理监督检验报检手续,维修完成并复检合格后方可继续使用。根据业主意见及维修情况,该设备检验周期缩短至3年。
4 缺陷产生的原因分析
经全面检验,该设备A类、B类焊接接头无新生缺陷及原始缺陷扩展现象,所有表面裂纹存在于接管角焊缝位置。缺陷产生的原因初步分析如下:
该汽水分离器,介质为中压蒸汽,温度为260 ℃,介质无腐蚀性,不会对设备造成明显腐蚀或开裂,且裂纹缺陷产生在容器的外表面,非介质原因造成;在此工作温度下,材质无劣化机理。
由于该设备设计壁厚大,角焊缝位置焊接难度大,缺少必要的埋藏缺陷检测方法,致使初始焊接缺陷未能被及时发现并消除,致使容器“带病运行”。
角焊缝成形后未进行消应力热处理,角接头位置焊接残余应力较大;此外,角接头位置几何不连续,使用过程中应力集中较严重,导致在使用过程中产生裂纹。
设备和接管厚度较大,工作温度较高,使用过程中温度在厚度方向上分布不均匀,易产生温差应力,会加剧裂纹的萌生与扩展。
压力容器尤其是中低压容器从设计环节就缺乏对C类、D类焊接接头埋藏缺陷进行检测的要求[5],而在制造过程中,由于成本较高而忽视对C类、D类焊接接头埋藏缺陷的检测,仅能按设计规范要求进行表面无损检测。
案例中的设备筒体实测最小壁厚达49 mm,接管的达39 mm,完全适用于超声检测的要求。为保证该位置的制造质量应当对该位置实施埋藏缺陷检测,推荐采用脉冲反射法超声检测或相控阵超声检测[6]。
5 结束语
该设备为连续重整装置中的关键动力设备,该设备出现故障将会造成全厂紧急停车,该案例及时全面地发现了此设备存在的严重缺陷,发现并消除了设备重大安全隐患,避免了设备在使用过程中可能发生的安全事故。
近几年压力容器定期检验过程中发现的设备缺陷,以及部分压力容器事故案例中的设备缺陷往往存在于接管与筒体角焊缝位置,建议:
1)在设计文件中明确接管与筒体的D类焊接接头位置为全焊透结构,并给出焊接结构图;
2)相应制造标准中增加对承受交变载荷、需要进行焊后热处理、盛装极度、高度危害介质、运行过程中温差应力较大的设备D类焊接接头埋藏检测要求;
3)监督检验规则中增加对汽水分离器的D类焊接接头内、外部表面成型检查及埋藏缺陷检测结果抽检的要求;
4)定期检验规则中增加对汽水分离器设备的D类焊接接头内、外部表面成型检查及埋藏缺陷检测结果抽检的要求。
猜你喜欢
化工管理(2021年7期)2021-05-13 00:46:04
水泥技术(2021年2期)2021-04-20 12:37:26
农村实用技术(2021年1期)2021-02-27 08:26:18
福建质量管理(2020年16期)2020-09-09 02:56:00
少儿美术(快乐历史地理)(2019年7期)2019-11-29 07:57:26
中国特种设备安全(2019年7期)2019-09-10 07:31:04
小猕猴智力画刊(2017年6期)2017-07-03 19:09:28
小雪花·成长指南(2016年6期)2016-06-24 06:38:35
安全(2015年1期)2016-01-19 06:19:07
设备管理与维修(2015年11期)2015-03-16 05:57:40