
A plastic strain energy method exploration between machined surface integrity evolution and torsion fatigue behaviour of low alloy steel
2022-11-13 07:30YongWANGXiinWANGZhiingLIUShuyoLIUSitoWANGHongtoCHENCiSONGYifnBAIPiWANGYngLIU
CHINESE JOURNAL OF AERONAUTICS 2022年10期
Yong WANG, Xiin WANG, Zhiing LIU,*, Shuyo LIU, Sito WANG,Hongto CHEN, Ci SONG, Yifn BAI, Pi WANG, Yng LIU
a School of Mechanical Engineering, Beijing Institute of Technology, Beijing 100081, China
b Key Laboratory of Fundamental Science for Advanced Machining, Beijing Institute of Technology, Beijing 100081, China
c Beijing North Vehicle Group Corporation, Beijing 100072, China
KEYWORDS Cyclic hysteresis loop;Multistage machining processes;Strain energy;Surface integrity evolution;Torsional fatigue
Abstract To explore the evolution mechanism of multistage machining processes and torsional fatigue behaviour based on strain energy for the first time and provide process optimization of axis parts of low alloy steel for service performance,four multistage machining processes were applied to the 45CrNiMoVA steel,including the Rough Turning process(RT),RT+the Finish Turning process(FRT),FRT+the Grinding process(GFRT)and RT+the Finish Turning process on dry cutting condition (FRT0). The result showed that the FRT process’s average low-cycle torsional fatigue life increased by 50% when it evolved from the RT process. The lower surface roughness of Ra 1.3 μm caused the total strain energy to increase by 163.8 Pa mm/mm instead of the unchanged strain energy density, and the crack feature evolved from some specific bulges to flat shear plane characteristics. When the GFRT process evolved from the FRT process, its average fatigue life increased by 1.45 times, compared with the RT process. Plastic strain amplitude decreased by 21%, and the strain energy density decreased by 4% due to more considerable compressive residual stress(-249 MPa).Plastic deformation layer depth had a consistent tendency with surface roughness. In this paper, surface integrity evolutions on cyclic characteristics and fatigue behaviour have also been explained. A fatigue life prediction model based on the energy method for machined surface integrity is proposed.
1. Introduction
As low alloy steel, 45CrNiMoVA steel is widely used in highspeed rail, automobile and other torsion bars due to high specific strength, high hardenability,etc1,35.Numerous factors affect the fatigue life of torsion bars in a natural service environment, such as material and metallurgy, part geometry,machining process, surface condition, etc. After machining,the free surface of the torsion bar bears a large load, which is affected by the external environment,such as thermal stress,oxidation, wear, etc. Especially in the actual structure and components, the crack initiates from the concentrated stress region due to cyclic fatigue load. The crack initiation and propagation are attributed to the surface integrity of the machining process2.Thus,it is vital to study the effects of surface integrity of the machining process on the torsional fatigue of shaft materials. At present, the research of the low cyclic fatigue life of low alloy steel by many scholars mainly focuses on the following aspects: (A) cyclic stress-strain curves3; (B)cyclic hardening-softening properties4;(C)relationship of cyclic responses with dislocation structure evolution5; (D) cracks initiation and propagation behaviour6.Although several studies have been implemented on cyclic stress-strain response,most of them focus on the cyclic deformation behaviour and dislocation structure features of average stress or heat treatment under uniaxial tensile load.However,due to the complex shape of the torsion bar or the harsh environment, the stress born by the torsion bar is often more complex than the simple uniaxial tension-compression fatigue load, and the unreasonable machined surface layer will make the parts failure occur prematurely, which brings significant risk to the application of parts. At the same time, few studies focus on the evolution of machined surface layers induced in multistage machined processes on the low cycle fatigue properties of low alloy steel.Therefore,a comprehensive exploration of the cyclic hysteresis loop behaviour and fatigue mechanism of torsion bar induced by the multi-functional process of machining will be beneficial for preventing structural failure and life loss, and providing a theoretical basis for the optimization design process of the machining process from the aspect of strain energy method.
This paper aims at surface integrity evolution and fatigue evaluation after rough turning, finish turning and grinding mode for 45CrNiMoVA steel under pure torsional fatigue loadings.Much effort is taken to correlate the cyclic hysteresis loop behaviour and stress-strain response with the surface integrity evolution in every link of machined processes at different cyclic stages. Moreover, it is attempted to associate the surface integrity evolution with the fatigue life prediction model based on the energy method.
2.Preparation of specimens with multistage machining processes
2.1. Material
The common shaft parts material(45CrNiMoVA steel)is prepared in this test,and chemical compositions are shown as follows: 0.8wt%-1.1 wt%Cr, 1.3wt%-1.8 wt%Ni,0.42wt%-0.49 wt%C, 0.5wt%-0.8 wt%Mn, 0.17wt%-0.37 wt%Si, 0.2wt%-0.3 wt%Mo,0.1wt%-0.2 wt%V.Fig.1 illustrates grain orientation and size distributions of 45CrNiMoVA steel with the grain sizes of 25 μm by EBSD, and Fig. 1(d) show the final machined shape of torsional specimens for the actual service conditions of materials based on the ISO 1352:2011.The material is annealed and mechanical properties (ASTM A370) are shown in Table 1.
2.2. Multistage machining processes

Table 1 Mechanical properties of 45CrNiMoVA steel.
Four groups of multistage processes were applied to assess the effect of surface integrity induced in every link of the machining process on low-cycle torsional fatigue of 45CrNiMoVA steel. i.e., the rough turning process (RT), RT+ the finish turning process (FRT), FRT+ the grinding process (GFRT)and RT+ the finish turning process on dry cutting condition(FRT0). Multistage machining processes arrangements were carried out in Fig. 2. The turning processes were prepared in a CNC lathing-milling centre (Mazak nexus 200-II ML,Japan), and the turning tools VNMG160408 VP15TF (Mitsubishi, Japan) with a tool corner radius of 0.8 mm were prepared for the RT process.On the other hand,the turning tools VNMG160404-MS VP05RT (Mitsubishi, Japan) with a tool corner radius of 0.4 mm were prepared for the FRT and FRT0 processes.
Multistage machining processes parameters are shown in Table 2. The RT group were operated for the first group,and the machining process parameters under wet condition are n=1200 r/min;ap=0.5 mm;f=0.35 mm/r,respectively.It should be noted that the final size of the four groups machining process is 12.5 mm, thereby reducing the influence of specimen size on the fatigue performance. As shown in Fig. 2, FRT specimens’ final machining process parameters are n = 2037 r/min, ap= 0.25 mm, f = 0.12 mm/r, respectively,and the machining allowance(ap)of 0.25 mm is retained for passing RT parameters. For GRFT specimens, the final speed of the grinding wheel nf= 25 m/s, ns= 150 r/min,ap= 0.01 mm, f = 200 mm/min, respectively, and the finish turning allowance(ap1+ap2)passing RT process and grinding allowance (ap2) passing FRT parameters are 0.5 mm and 0.25 mm, respectively. One group of finish turning under dry cutting conditions (FRT0) is operated to study the cyclic deformation behaviour of dry cutting under pure torsional fatigue load. FRT0 has the same machining process parameters as the FRT group, and the other three groups are under the wet cutting process.
2.3. Surface integrity measurements
A 3D Laser Scanning Microscope (VK-X100, Keyence) was used to measure surface morphology and roughness.Consider-ing that the crack initiation passing the fatigue torsion tests is always located in the arc transition region near the clamping end, measurements were carried out every 120° in the circumferential region at the arc transition region, and the final roughness value was averaged. An X-ray stress analyzer (X-350A,Astor)was used to analyze the circumferential and axial residual stresses on the surface and the conventional X-ray diffraction method. The LXRD instrument was prepared to measure different circumferential areas at position A three times using the sin2ψ method,and the final residual stress value was averaged.
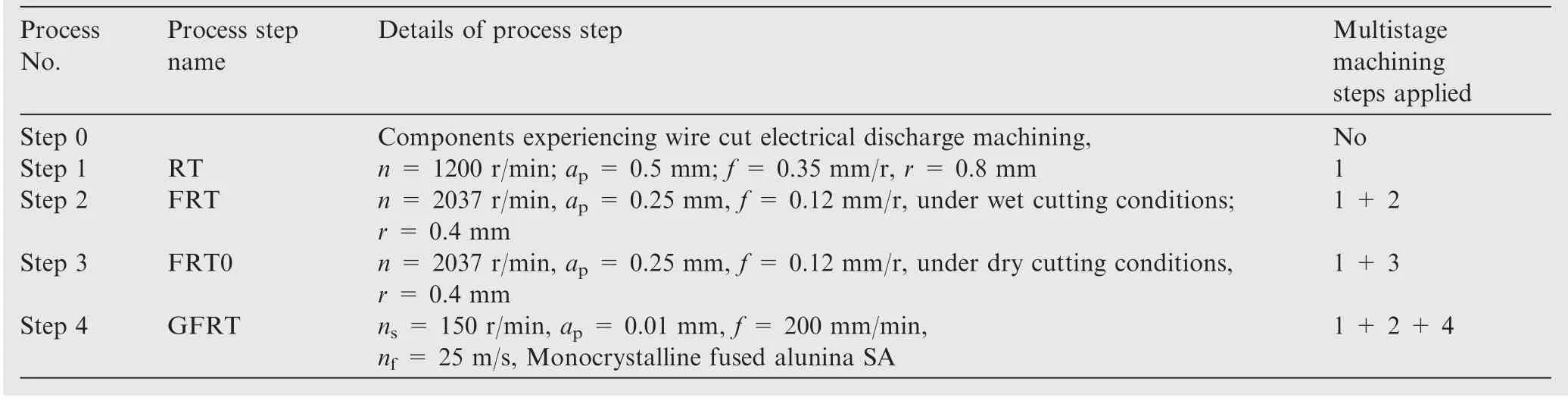
Table 2 Multistage machining processes applied on 45CrNiMoVA steel.
A field-emission scanning electron microscope (ERA-8900FE, Kanagawa) was used to get the grain properties of the machined surface layer through electron backscatter diffraction analysis. The OIM Data Collection 7.0 software was prepared to analyze the OIM data. Moreover, all specimens were obtained in cross-section, which was perpendicular to the axis. Considering that the surface layer induced by machining processes is easily removed by electropolishing,the specimens were obtained by mechanical polishing and vibration polishing instead of electrolytic polishing7.
2.4. Testing condition
Low cyclic fatigue behaviours of specimens were completed on MTS-250kN809 closed-loop servo-hydraulic testing machine controlled by a microcomputer.The total strain-controlled test was set to a strain ratio of 0, a sine wave with a frequency of 0.2 Hz.The epsilon circumferential and axial extensometer was used to measure the strain changes in each torsional cycle by controlling the shear strain at room temperature, where an extensometer of 25 mm was located on the gauge and the maximum torsion angle is 3°,i.e.the strain amplitude is 0.013 mm/mm.
3. Experimental results
3.1. Machined surface layer evolution
3.1.1. Surface topography and roughness
Surface topography evolution of 45CrNiMoVA steel in multistage machining processes is shown in Figs.3-7.A series of 3D surface topography of height distribution is shown on the right side, and optical images are on the left. In the rough turning process,considerable cutting depth and feed rate remove most machining allowances,and make the surface show great peaks and valleys(Fig.3(b))with scratches(Fig.3(a))mainly caused by the tool nose radius and feed rate. The theoretical surface roughness Rmaxfollows f2/8r, and the measured Ryof 24.2 μm is larger than the ideal Rmaxof 19.1 μm in the sampling length.
Under the finish process parameters, the introduction of dry cutting condition causes chatter marks where high plastic flow (Fig. 4(a)) on the surface and the peaks in the troughs become irregular(Fig.4(b)).Under dry conditions,the friction in the machined process increases, and scratches (Fig. 4(a))appears. The temperature in the cutting zone increases, which results in the increment of high plastic flow and the formation of chatter marks. At the same time, mechanical adhesion(Fig. 4(a)) can be seen, and the measured value Ryis 43.2 μm.
When the finish turning process under wet conditions was introduced,the low feed rate improves the geometric accuracy and smoothen the rough surface.Comparing Fig.5(b)to Fig.3(b), small tool nose radius and slow feed rate make the width significantly narrower even if doubling the image the distance of peaks and valleys.Both wet and dry cutting conditions feature high plastic flow, as shown in Fig. 4(a), Fig. 5(a). The ideal surface roughness Rmaxis 4.5 μm,and the measured value Ryis 8.9 μm.
The grinding process is taken as the last process, and the grinding surface is composed of lots of numerous minor scratches between grits and the workpiece.Long and thin grits scratches show minimal spacing(Fig.6(b)).After grinding,the surface morphology is relatively smooth,thus reducing the surface roughness Ra. However, Ry(23.6 μm) does not decrease.Although the small grits spacing removes the great peaks and valleys in the finish process,it also makes the surface produce narrower and sharper peaks and valleys(Fig.6(a)).Consequently,most of the surface roughness parameters do not get smoother(Fig.6(c)),even if they are inferior to that in the finish process under wet cutting conditions, except for Rsm.Roughness values of Ra, Ry, Rzand Rsmin the multistage machining processes are shown in Fig. 7.
3.1.2. Residual stress change
Compressive residual stress (CRS) reduces the equivalent external load by offsetting the moderate applied load and improves fatigue crack initiation life through the reduction of the initial microcrack growth factor. Residual stress evolution in different processes is illustrated in Fig. 8. Firstly, the residual stresses on the surface of the original round bar through wire electro-discharge machining were measured prior to the rough turning process, when the residual stresses in circumferential or axial directions are 427 MPa and 325 MPa,respectively. When the rough turning process was introduced,the residual tensile stress decreases because compressive residual stress induced by large plastic deformation offsets the moderate tensile stress.When the finish turning processes under dry or wet cutting conditions were introduced,the plastic deformation increases, and the tensile residual stress in the axial direction decreases. However, the residual stresses in the circumferential direction almost remain unchanged and are within the error band ranges. Compared with the axial direction, the smaller curvature radius in the circumferential direction is more challenging to produce a considerable large plastic strain8. After the last grinding process, the residual stress transforms from tension to compression compared with the finish turning process. The axial residual stresses of-312 MPa are much higher than that(-249 MPa)in a circumferential direction, consistent with 300 M steel under wet cutting conditions reported by Dang et al.9. It indicates that the compressive residual stress between grits and the machined surface is greater than the tensile residual stress induced by the thermal effect,and the compressive residual stress appears.Balart et al.10proposed a critical transition temperature for the onset of residual stresses transforming from tension to compression on the surface of steel materials, and the axial CRS is greater than the circumferential CRS.
After fatigue tests,each process on the surface tends to present a specific compressive residual stress (Fig. 8). This can be attributed to the fact that the asymmetric cyclic load has a specific pre-twisting effect11during the fatigue test. Plastic deformation caused compressive residual stress that occurred on the surface when shear stress was unloaded after fatigue.Simultaneously, the cyclic loading process results in plastic deformation between the grains with more considerable residual stress tending to be uniform12,13,and compressive residual stress becoming smaller.
3.1.3. Grain size and grain boundary evolution
The machined layer’s grain size and grain boundary have an important influence on fatigue crack initiation. The EBSD results of the RT process are shown in Fig. 9, where Fig. 9(a), Fig. 9(b) and Fig. 9(c) present the crystal orientation,image quelity (IQ) and grain boundary distributions of different machined processes, respectively. The first line in yellow(Fig. 9(a), Fig. 9(b)) shows the surface, while the area above the first line in yellow presents noise characteristic in crystal orientation and turns black after discarding. The region with an IQ smaller than 46.4 was regarded as the surface. On the layer presented between the first and second line in Fig. 9(a),due to this layer has an IQ smaller than 77.8,the crystal orientation is presented randomly. The crystal grains of this layer presented a smaller grain size due to hard working14. Thus,the image quality (IQ) on layer I is poor. It belongs to the sub-grain layer (named layer II) indicated by the red arrow,which is caused by the increased geometrically necessary(GN) dislocation density due to hard working7. Layers I and II are collectively referred to as the grain refinement layers.Many high-angle grain boundaries were presented on the two layers due to the formation of many refined grains,as indicated by the red boundary in Fig.9(c).Layer III occurs due to the plastic deformation in a grain because of the change of dislocation orientation induced by multistage machining processes. As shown with the black-oriented arrows in Fig. 9(a),there are many plastic deformation traces, and the grain boundaries mainly range from 5° to 15° (as shown with the black circles in Fig.9(c)).Layers I,II and Layer III are collectively referred to as plastic deformation layers.
Quantifying the depths of the grain refinement layer and the plastic deformation layer is of vital importance to the study of the influencing factors of fatigue life. KAM refers to the local dislocation parameter related to geometrically necessary(GN)dislocation density15, where a new refined grain satisfies grain tolerance angle 15°, as shown in Fig. 10(a). Fig. 10(d) shows that there is average grain size 10.9 μm for RT process at the depth of 11 μm. Considering grain size (25 μm) in the matrix(Fig.10(e)),it can be regarded as refined grain before grain size stabilizes at 25 μm. While GROD represents the local misorientation parameter related to the plastic deformation16, large plastic deformation still makes the dislocation angle between points change in grain. It corresponds to higher-angle grain boundaries of disguise more than 5°in a grain. The plastic deformation depth layer was measured using the same method as that used for refined grained layer depth. Fig. 10(g) shows the distribution of GROD at the subsurface of the rough turning process.
In the rough turning process, a large machining allowance produces not only a large grain refinement layer of 16 μm(Fig. 10(a), Fig. 10(e)) but also a deep plastic deformation layer of 39 μm(Fig.10(b),Fig.10(g))at the subsurface.When the finish turning process under wet conditions was introduced, it removed the sizeable plastic deformation layer of the RT process.In the meantime,it produced a shallow plastic deformation layer of 20.1 μm and a deep grain refined layer of 8 μm.However,the finish turning process under dry conditions introduced the deep plastic deformation layer of 46.4 μm,probably attributed to the chatter between the tool and workpiece under dry conditions. After grinding, it has the smallest grain refinement layer of 4.8 μm and plastic deformation layer of 12.2 μm (as indicated in Fig. 10(c)). The depth of the grain refinement layer and plastic deformation layer exhibit the same evolution trend.
3.1.4. Microhardness evolution
The microhardness evolution on the surface before and after fatigue tests is shown in Fig.11(a).The microhardness in multistage processes after fatigue tests is markedly sturdier than that before fatigue tests,which is attributed to the increment in dislocation density induced by reciprocating dislocation motion during fatigue tests.As shown in Fig.11(b),the microhardness of the machined surface layer decreases with the increasing of depth, and it is attributed to work hardening on metal surface of the specimens under the combined action of plastic deformation and cutting heat. Due to the existence of work hardening,the plastic deformation of the surface layer goes deep into a certain distance below the surface,resulting in elastic deformation in the middle layer to balance the plastic deformation in the subsurface layer, and the innermost layer is the undeformed matrix. Therefore, the microhardness of specimen has a certain distribution law along the layer depth.As shown in Fig.11(b),microhardness depth is within 100 μm.It should be noted that the greater the surface microhardness,the deeper the impacted layer. However, the finish turning under dry conditions and grinding result in lower microhardness on the surface (Fig. 11(a)). Machining chatter or sliding friction of abrasive particles caused the enhancement of surface thermal softening effect, which offsets the strengthening effect of plastic deformation on the surface.
3.2. Effects of surface integrity evolution on cyclic stress-strain response characteristics
3.2.1. Monotonic torsional characteristics Fig. 12 shows the monotonic mechanical properties in multistage processes, where the torsional properties are presented in Table 3.Two same monotonic mechanical experiments were carried out in FRT and GFRT processes to test the repeatability of the results.As illustrated in Fig.12,the torsional characteristic curves approach each other. The torsional coefficient and exponent fit each other best in teams from the Ramberg-Osgood type relation17, as shown:
When the finish processes were introduced, it can be seen from Table 3 that the evolutions of all the shear property parameters of the FRT0 specimens change little compared with those of the RT specimens, and the trend curves are almost coincident. However, FRT specimens have smaller shear yield strength, which the refined grain layer may cause.
The literature18indicated similar conclusions for yield strength on low alloy steel. The grain refinement layer on the surface makes yield strength decrease. However, the ultimate strength changes little. The grinding process shows the highest yield strength, shear modulus, strength coefficient and strain hardening exponent than the other specimens. This can be attributed to the plastic deformation of the GRFT specimens. The grinding process produces a smaller depth of plastic deformation layer, indicating that the resistance damage is minimal.More importantly, grinding generates the most considerable compressive residual stress, offsets the external load to complete the torsional fracture.
3.2.2. Shear cyclic characteristics
Mechanical characteristics of cyclic torsion in multistage machined processes are presented in Fig. 13. It is evident that from Fig. 13(a), the cyclic maximum shear stress responses on the turning processes are mainly characterized by similar cyclic softening rates (as indicated by the red, blue and black curves of Fig. 13(a)). However, the cyclic maximum shear stress response in the grinding process is characterized by a slower cyclic hardening rate, and the increment of τminexceeds the decrement of τmaxfrom Fig. 13(b). When the FRT0 process evolves from the RT process, τmax, τminchange little, this is probably due to the same plastic deformation depth causedby solid flutter in the FRT0 process.In the FRT process,there is a minimum shear stress τmindue to the refined grain.
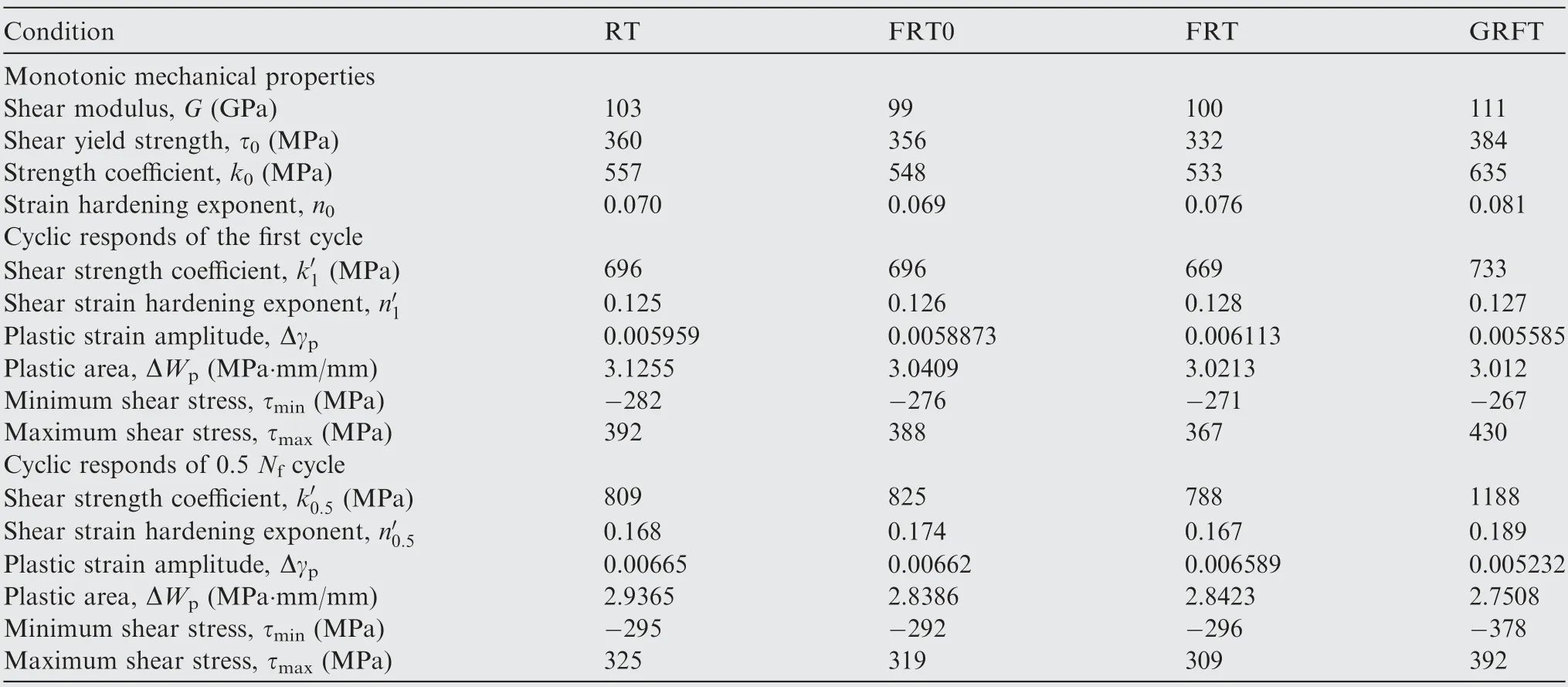
Table 3 Hysteresis loop characteristics of machined specimens.
Grinding is the final machining process,where the considerable compressive residual stress leads to τminpresent cyclic hardening (Fig. 13(b)). Several researcher19,20showed that the cyclic hardening of the material was ascribed to microstructural barriers or plastic incompatibilities. However,τmaxshows cyclic softening.The cyclic softening was attributed to the rearrangement and changes in dislocations microstructure21,22. Saitova et al.23showed that high dislocation density in the undeformed material tends to reconfigure and decrease due to cyclic plastic deformation.
Considering that elastic deformation is reversible, only plastic strain can result in irreversible fatigue damage. Therefore,it is more reasonable to use plastic strain energy as a damage parameter.When the coordinate origin is set at the bottom point of the hysteresis loop,as shown in Fig.14(a),it satisfies:
The summaries of the first cycle and 0.5Nfcycle in multistage processes are listed in Table 3. By comparing the τ-γ behaviours of the grinding and turning processes at 0.5Nfcycle. It is observed that the turning processes resulted in a similar stable hysteresis loop,and the grinding has the smallest plastic strain amplitude Δγp. When life evolves from the first cycle to the 0.5Nfcycle,the plastic strain amplitude Δγpof the turning processes gets more extensive (as shown in Table 3).However, the grinding process shows the opposite result,
where the plastic strain amplitude Δγpdecreases from 0.0056 to 0.0052 MPa·mm/mm, and the reverse cyclic hardening (as shown in the green curve in Fig. 13(b)) dominates the decrement of plastic strain amplitude.
The comparison of ΔWpin multistage processes in Fig. 15 indicates that the all plastic area has decreased.The reciprocating cyclic motion annihilates the lattice friction,foreign atoms,etc.,and eventually reduces the friction energy24,25.The plastic properties mainly included friction energy and the stored energy. Besides, the decrement of friction energy causes the total plastic strain energy density to decrease.As per Giordana et al.26, the friction stress of ferrite/martensitic steel EUROFER 97 decreased with the decrement of the free dislocation density in the sub-grain, resulting in cyclic softening room temperature.
However, the grinding process has the most significant decrement compared with the turning process. This can be attributed to stored energy produced in the grinding specimens in the machining process. The compressive residual stress resulted in the increment of the reversed back stress by the microstructural barriers or strain incompatibilities in the material27. The generation of the compressive residual stress resulted in the fact that the total plastic deformation ΔWpdecreases significantly at 0.5 Nffatigue life (Table 3). When the decrement of plastic deformation is dominant for Eq. (5),the total plastic strain energy density decreases significantly.
3.2.3. Dislocation morphology characteristics Fig. 16 shows the dislocations distribution passing fatigue experiments of different machining processes. As shown in Fig. 16(a), there are apparent high-density dislocation tangles at two-phase areas between ferrite and cementite. In addition,in some ferrite grains with more significant plastic deformation, well-developed dislocation walls and dislocation cells are presented (Fig. 16(c)) compared with the GFRT process.This phenomenon corresponds with the increment of plastic energy (as indicated in the red line of Fig. 15).
In the FRT0 process, the dislocations are arranged in the form of plane slip bands in ferrite grains(Fig.16(e)).Moreover,dislocation slip meets many carbide grains. The detour phenomenon occurs, which indicated that the plastic deformation degree of ferrite grain becomes lower, as shown in Fig.16(f).
TEM observations of failed specimens in the FRT process are presented in Fig. 17, and dislocation configurations occur with dislocation tangles in two adjoining boundaries (Fig. 17(c)). Specifically, the ill-developed dislocation loop is showed in the ferrite grains in Fig. 17(a). It indicates that the degree of plastic deformation in ferrite becomes lower, attributed to the decrement of plastic energy density (as indicated in the black line of Fig. 15). However, in dislocation configurations by dislocation tangles at the grain boundary becomes unclear.There is a lower dislocation density. It tends to show transgranular behaviour from dislocation configurations at the grain boundary.Consequently,the GFRT process has the lowest plastic energy density compared with other processes.
3.3. Fatigue behaviour evolution
3.3.1. Fatigue life Machined surface layer evolution ultimately affects the torsional fatigue performance, and the fatigue life is shown in Table 4.It can be seen that the RT process has the shortest life of 5704 cycles due to the rougher surface.When the FRT process under wet cutting conditions was introduced, the average fatigue life increases by 50%, indicating that the surface morphology and the plastic deformation layer strongly affect the fatigue life. However, the fatigue life for the FRT0 process under dry conditions increases by 20% compared with the RT process. As the final process, the Grinding process has the highest average fatigue life of 13,950 cycles increasing by 1.45 times compared with the RT process. Aboulkhair NT et al.28suggested that the machined process does not remarkably improve fatigue life at high stress levels regardless of heat treatment. The literature18shows that specimens by laser shock peening have a 50% higher fatigue strength compared with the machined specimens. However, a factor of nearly ten times is obtained at a low-stress level.
3.3.2. Fatigue fracture analysis
The behaviour of 45CrNiMoVA steel is ductile, and shows a shear failure mechanism. The fracture of torsional fatigue occurs on the maximum shear plane and is perpendicular to the axial direction of the specimen. The surface morphology of fatigue fracture in multistage machined processes was presented from Figs.18-20.Fatigue crack initiates on the surface,and then propagates to the inside with obvious microplastic deformation trace (Fig. 18(e) and Fig. 20(b)). Eventually, the fracture occurs in the centre of Fig.18(c)and Fig.20(b).Interestingly, it is observed that many fatigue fracture surfaces are located at the arc transition near the clamping end.
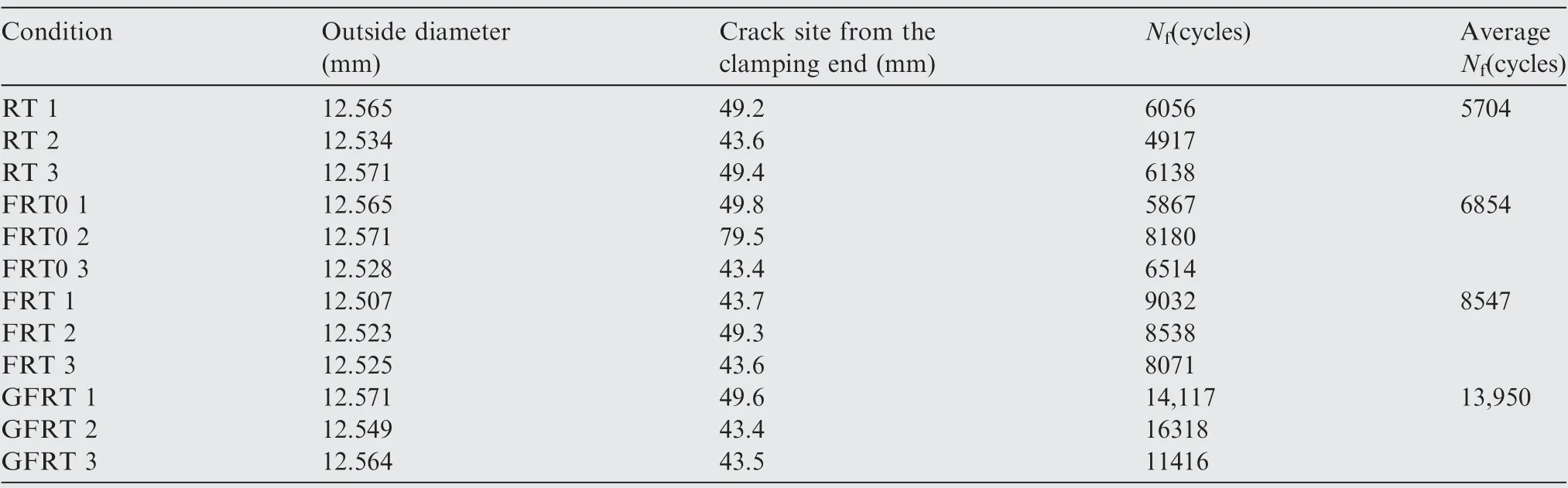
Table 4 Effect of surface integrity evolution on fatigue life.
Fatigue fracture in the RT process is presented in Fig.18.It is shown from Fig. 18(d) that there are apparent bulges with extremely thin tearing slices due to shear slip. In the crack propagation area located at 1/2 R of the surface (Fig. 18(b)),the obvious microplastic deformation trace is perpendicular to the radial direction,and Fig.18(e)shows the magnified view Fig.18(b).The microplastic deformation trace in the whole circumferential region presents a circular distribution. Fig. 18(c)illustrates the transient breaking area located in the centre of the specimen, and Fig. 18(f) shows the magnified view of Fig. 18(c). It can be observed that the transient breaking area presents a circular shape, and obvious cleavage steps are presenting the typical characteristic of the final fracture.
Fig. 19 shows the fatigue fracture of the FRT and FRT0 processes. Fig. 19(a), Fig. 19(b) show the two crack initiation sites on the surface of the FRT0 under dry cutting conditions,and Fig.19(d),Fig.19(e)illustrate respectively the corresponding magnified views. It can be seen that the surface crack sites of the FRT0 process also present bulges which are similar to that of the RT process, and the tear line with a certain depth can be seen at the bottom of the bulges (presented by the red line in Fig. 19(d), Fig. 19(e)).
However, when SEM observes the entire circumferential surface of the FRT process, no noticeable bulges are presenting on the surface of the FRT process under wet cutting conditions (Fig. 19(c), Fig. 19(f)). In addition, a deeper shear line is observed at the flat shear plane,and the crack initiation area is smoother. In the FRT0 and RT processes, microplastic deformation trace in the propagation area, and the cleavage steps in the transient breaking area are similar to the fracture morphology of the FRT process,respectively,so it is not illustrated any further in this series.
Fig. 20 shows the fatigue fracture of the grinding process.Fig.20(a)illustrates the fatigue crack initiation site on the surface,and Fig.20(d)is the magnified view of the crack initiation site.The crack initiation region is flatter,and there is no bulge similar to that of the RT and FRT0 process, where it presents more obvious transgranular characteristics.A noticeable shear microplastic deformation trace around the crack site, is perpendicular to the radial direction (Fig. 20(b)). However, the transient breaking region transfers from the regular circular area (dotted line in Fig. 18(c)) of the turning process to the irregular ring area (presented by the yellow line in Fig. 20(c))of the grinding process. Moreover, apparent cleavage steps are presenting a typical characteristic of final fracture. The irregular ring reduces the crack propagation rate and contributes to the torsional fatigue life improvement. At the same time, the conical dimples can also be seen in the lower right corner of the instantaneous breaking region.
3.4. Effects of surface integrity evolutions on torsional fatigue behaviour
The axial or circumferential residual stress shows the same trend with fatigue life when it evolves from the FRT process to the GFRT process. When the residual stress evolves from the dry condition to the wet condition,the circumferential residual stress which is almost unchanged,improves fatigue life.This is probably attributed to the decrement of surface morphology or plastic deformation layer.
The microhardness in multistage machining processes can’t strongly reflect the fatigue performance because the microhardness variation range (0-30 HV) in Eq. (8) changes little.
3.5. Fatigue life prediction model based on energy method considering machined surface integrity
In section 3.4, the relationship between surface integrity evolution and fatigue properties is discussed from the aspects of geometric-mechanical-metallurgical characteristics. Considering that surface roughness Rahas the same evolution tend with the plastic deformation layer depth and makes the measurement more direct, the revised model considering the machined surface integrity is proposed.
From the perspective of the physical meaning of the energy method, the increment of surface roughness contributes to the fatigue fracture occurred prematurely, which is mainly reflected by the decrease of the total energy.Thus,the geometric parameter of BRais added. On the one hand, considerable compressive residual stress reduces the plastic strain energy density in one cycle,while,changing the total plastic properties due to the rearrangement and changes in dislocations microstructure. It should be noted that the plastic energy density caused by residual stress has been considered in the Morrow model. Thus the mechanical characteristics of Cτ2resis added. The parameters calculated by the Morrow model and the proposed revised model are listed in Table 5, respectively.
Fig.24(a)shows the fatigue prediction of the revised model considering surface integrity evolution. It is evident that the prediction life of the revised model is closer to the experimental data than the Morrow model. Fig. 24(b) compares the results of the fatigue life prediction model of the Morrow energy model and the revised model, where the life dispersion band represents the deviation of the predicted life from the experimental life.The prediction results of the Morrow energy model are in the 30% dispersion band, while the modified model results are in the 10% dispersion band, indicating that the model considering surface integrity parameters has higher prediction accuracy. The Morrow model’s minimum and average prediction precisions are 67.6%and 85.4%,respectively,while the minimum and average prediction precisions of the revised model considering surface integrity are 89.0%and 93.0%.The precision of the revised energy model is higher than that of the traditional Morrow energy model. Fatigue life predictionmodel based on energy method considering machined surface integrity shows a more explicit physical meaning.

Table 5 Prediction model parameters.
4. Conclusions
Low-cycle torsional fatigue experiments were carried out on 45CrNiMoVA steel bars to explore the strain energy relationship between machined surface layer evolution and torsional fatigue behaviour of high strength steel. An energy-based model for the prediction of the torsional fatigue life considering the machined surface integrity was proposed, as follows:
(1) Plastic deformation layer variation with multistage machining processes substantially impacts the lowcycle torsional fatigue life of 45CrNiMoVA steel bars,and it is consistent with a surface roughness Rain geometric characteristics. However, microhardness variation in metallurgical characteristics fails to affect the torsional fatigue life of 45CrNiMoVA steel. When the shallower plastic deformation layer and the smoother surface of the FRT processes evolve from the RT processes, the fatigue crack initiation feature evolves from some specific bulges to no raised shear plane characteristic. There is an obvious indication of high density dislocation tangles at two-phase areas between ferrite and cementite. The plastic strain energy density of one cycle change little at 0.5Nffatigue life, and the average torsional fatigue life of the FRT process increases by 50%.
(2) Residual stress variation in mechanical characteristics significantly impacts the torsional fatigue life of 45CrNi-MoVA steel bars by changing the hysteresis loop. Cycle characteristics transform from softening to hardening when more significant compressive residual stress of the GFRT processes evolves from the tensile residual stress of the FRT process. Plastic strain amplitude decreases by 21%, and plastic strain energy density per cycle reduces 4% at 0.5Nffatigue life, and the average low-cycle torsional fatigue life of the GFRT process increases by 63.2%.
(3) An energy-based model for the predicting torsional fatigue life of 45CrNiMoVA steel bars considering the machined surface integrity was proposed.Surface geometry characteristics were modelled using surface roughness Raand residual stress τres, considering that the plastic deformation layer depth in metallurgical characteristics is consistent with a surface roughness Rain geometric characteristics. It has a significant physical significance that surface topography contributes to the fatigue fracture that occurred prematurely, and is mainly reflected in the decrement of total energy. In addition, residual stress mainly contributes to the decrement of plastic energy density in one cycle.The mechanical characteristics are added to the total energy considering the rearrangement and changes in dislocations microstructure.
(4) In a revised model of the prediction fatigue based on the energy method,the dispersion band of the revised model results with experimental life transfers from 30%to 10%compared with the conventional Morrow energy model.This model can be applied to precisely predict the fatigue life of 45CrNiMoVA steel when variation in surface geometry characteristics is generated in different machined processes. The model result indicates that the influence of the compressive residual stress on fatigue life is mainly attributed tothe plastic strain density of one cycle due to a smaller fair value.
Declaration of Competing Interest
The authors declare that they have no known competing financial interests or personal relationships that could have appeared to influence the work reported in this paper.
Acknowledgement
This work supported by the National Natural Science Foundation of China (No. 52075042).
 CHINESE JOURNAL OF AERONAUTICS2022年10期
CHINESE JOURNAL OF AERONAUTICS2022年10期
- CHINESE JOURNAL OF AERONAUTICS的其它文章
- Full mode flight dynamics modelling and control of stopped-rotor UAV
- Effect of baffle injectors on the first-order tangential acoustic mode in a cylindrical combustor
- Experimental study of hysteresis and catastrophe in a cavity-based scramjet combustor
- Flow control of double bypass variable cycle engine in modal transition
- Effects of chemical energy accommodation on nonequilibrium flow and heat transfer to a catalytic wall
- A reduced order model for coupled mode cascade flutter analysis