
Advances and challenges on springback control for creep age forming of aluminum alloy
2022-11-13 07:34LiwenZHANGHengLITianjunBIANChanghuiWUYangGAOChaoLEI
CHINESE JOURNAL OF AERONAUTICS 2022年10期
Liwen ZHANG, Heng LI,*, Tianjun BIAN, Changhui WU,Yang GAO, Chao LEI
a Taicang Yangtze River Delta Research Institute of NPU, Northwestern Polytechnical University, Taicang 215400, China
b State Key Lab of Solidification Processing, School of Materials Science and Engineering, Northwestern Polytechnical University,Xi’an 710072, China
c Shanghai Aerospace Equipments Manufacturer Co., Ltd., Shanghai 200245, China
d School of Materials Science and Engineering, Xi’an University of Technology, Xi’an 710048, China
KEYWORDS Aluminum alloy;Creep age forming;Integrated manufacturing;Springback compensation;Tool design
Abstract Creep age forming(CAF)is an advanced forming technology that combines creep deformation and age hardening processes. When compared with the conventional forming technologies including roll bending and shot-peen forming, CAF has many advantages of low residual stress,excellent dimensional stability, good service performance and short production cycle. It is an optimal technique for precise manufacturing for shape and properties of large-scale complicated thinwalled components of light-weight and high strength aluminum alloys in the aviation and aerospace industries. Nevertheless, CAF has an inevitable disadvantage that a large amount of springback occurs after unloading, which brings a challenge on the accurate shape forming and property tailoring of components. Therefore, how to achieve accurate prediction and control of springback has always been a bottleneck hindering the development of CAF to more industrial applications.After the factors of affecting springback and measures of reducing springback are summarized from the internal and external aspects, constitutive models for predicting springback and springback compensation methods for CAF of aluminum alloy panel components are reviewed.Then,a review of research progresses on tool design for CAF is presented.Finally,in view of the key issue that it is difficult to predict and control the shape and properties of components during CAF, the technical challenges are discussed and future development trends of CAF are prospected.
1. Introduction
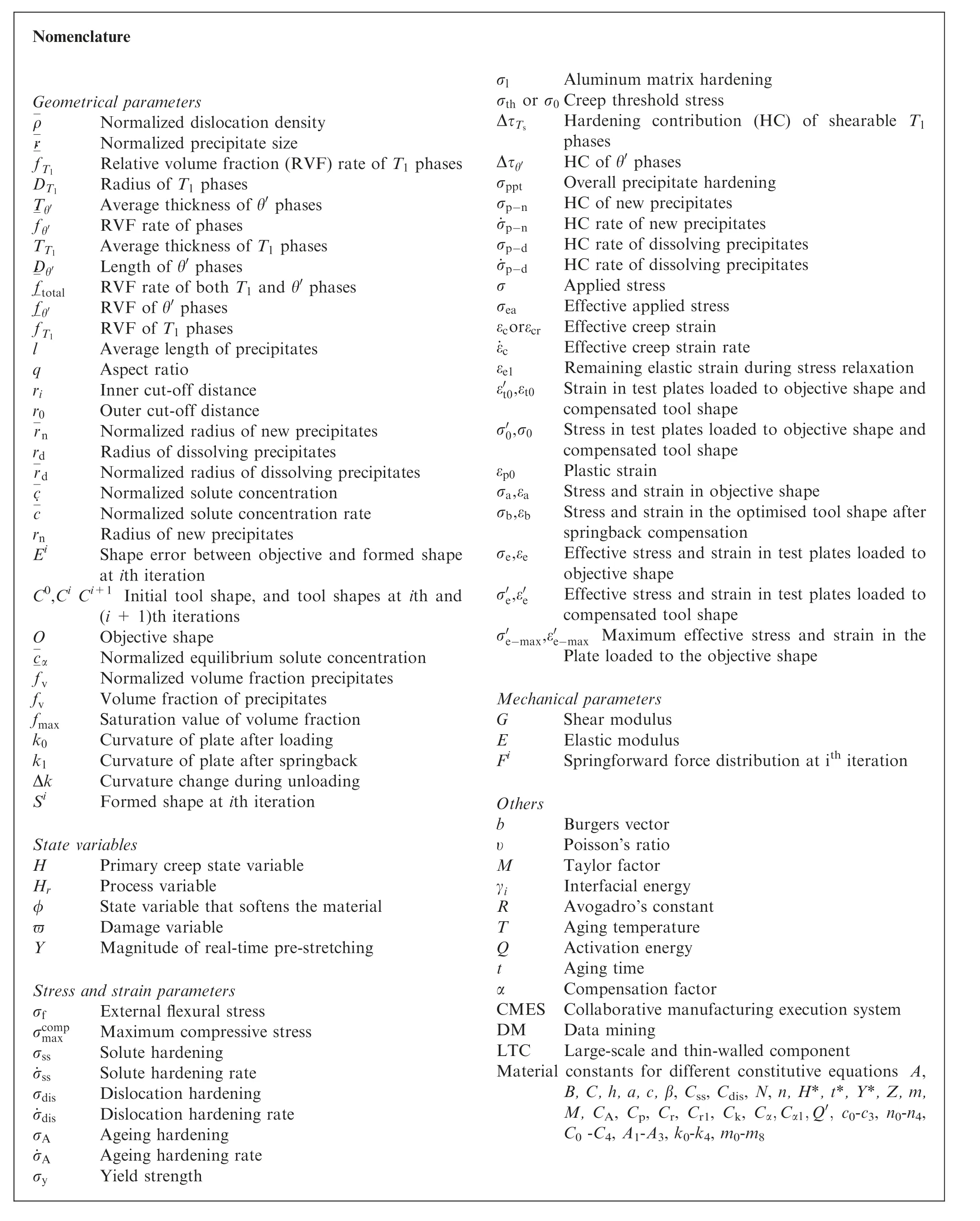
Nomenclature Geometrical parameters ρ- Normalized dislocation density r- Normalized precipitate size ˙f-T1 Relative volume fraction (RVF) rate of T1 phases DT1 Radius of T1 phases Tθ′ Average thickness of θ′ phases ˙fθ′ RVF rate of phases TT1 Average thickness of T1 phases Dθ′ Length of θ′ phases ˙ftotal RVF rate of both T1 and θ′ phases f-θ′ RVF of θ′ phases f-T1 RVF of T1 phases l Average length of precipitates q Aspect ratio ri Inner cut-off distance r0 Outer cut-off distance r-n Normalized radius of new precipitates rd Radius of dissolving precipitates r-d Normalized radius of dissolving precipitates c- Normalized solute concentration ˙c- Normalized solute concentration rate rn Radius of new precipitates Ei Shape error between objective and formed shape at ith iteration C0,Ci Ci+1 Initial tool shape, and tool shapes at ith and(i + 1)th iterations O Objective shape c-α Normalized equilibrium solute concentration f-v Normalized volume fraction precipitates fv Volume fraction of precipitates fmax Saturation value of volume fraction k0 Curvature of plate after loading k1 Curvature of plate after springback Δk Curvature change during unloading Si Formed shape at ith iteration State variables H Primary creep state variable Hr Process variable φ State variable that softens the material ϖ Damage variable Y Magnitude of real-time pre-stretching Stress and strain parameters σf External flexural stress σcomp max Maximum compressive stress σss Solute hardening ˙σss Solute hardening rate σdis Dislocation hardening ˙σdis Dislocation hardening rate σA Ageing hardening ˙σA Ageing hardening rate σy Yield strength σl Aluminum matrix hardening σth or σ0 Creep threshold stress ΔτTs Hardening contribution (HC) of shearable T1 phases Δτθ′ HC of θ′ phases σppt Overall precipitate hardening σp-n HC of new precipitates ˙σp-n HC rate of new precipitates σp-d HC rate of dissolving precipitates ˙σp-d HC rate of dissolving precipitates σ Applied stress σea Effective applied stress εcorεcr Effective creep strain ˙εc Effective creep strain rate εe1 Remaining elastic strain during stress relaxation ε′t0,εt0 Strain in test plates loaded to objective shape and compensated tool shape σ′0,σ0 Stress in test plates loaded to objective shape and compensated tool shape εp0 Plastic strain σa,εa Stress and strain in objective shape σb,εb Stress and strain in the optimised tool shape after springback compensation σe,εe Effective stress and strain in test plates loaded to objective shape σ′e,ε′e Effective stress and strain in test plates loaded to compensated tool shape σ′e-max,ε′e-max Maximum effective stress and strain in the Plate loaded to the objective shape Mechanical parameters G Shear modulus E Elastic modulus Fi Springforward force distribution at ith iteration Others b Burgers vector υ Poisson’s ratio M Taylor factor γi Interfacial energy R Avogadro’s constant T Aging temperature Q Activation energy t Aging time α Compensation factor CMES Collaborative manufacturing execution system DM Data mining LTC Large-scale and thin-walled component Material constants for different constitutive equations A,B, C, h, a, c, β, Css, Cdis, N, n, H*, t*, Y*, Z, m,M, CA, Cp, Cr, Cr1, Ck, Cα,Cα1,Q′, c0-c3, n0-n4,C0 -C4, A1-A3, k0-k4, m0-m8
With the increasing requirements for high performance and lightweight of advanced aircrafts and heavy-lift carrier rockets,large-scale integrated panel components of the lightweight and high-strength aluminum alloy have broad application prospects in the aviation and aerospace industry. The typical size of the integral panel for large-scale aluminum alloy wing is 33 m in length, 2.8 m in width, and its thickness varies within the range between 2 mm to 63.5 mm.At the same time,it has a variable curvature profile and rib-frame structure suitable for aircraft aerodynamic layout. These structural features have brought challenges to traditional panels forming technologies such as milling, roll bending, and shot peening which leads to high residual stress,low forming accuracy and poor surface quality, respectively.1To solve the above problems, Textron Aerospace proposed a novel forming method for panel components, namely creep age forming (CAF).2It is an advanced panel forming technology used to solve the problem of precise formation of large-size and complex panel components of high-strength aluminum alloy in the aviation and aerospace industries. Compared with the traditional manufacturing processes,CAF technology has some distinctive advantages.It can shape the components by creep deformation and strengthen them by aging treatment for heat-treatable aluminum alloys.Therefore,it can simultaneously achieve forming and improve material properties during CAF process, which has been proved to be conducive to reduce residual stresses, manufacturing costs and energy consumption in production.Moreover,it is characterized by low damage, high forming accuracy and short production cycle. CAF has been successfully used in the manufacture of wing skins with variable thickness and integrally stiffened fuselage panels of B-1B long-range fighter jets,Airbus A330 and A380. Even in the aerospace field, the manufacturing of structural components of launch vehicles such as stiffened panels of fuel tanks was realized via CAF. Fig. 1 shows the current and future potential applications of CAF in aircrafts and launch vehicles.3
With the development of aviation, aerospace and other transportation equipment toward large-scale, thin-walled and complex structures,CAF is expected to become an ideal forming technology.However,its forming process involves thermomechanical coupling, various strengthening mechanisms (including dislocation strengthening , precipitation strengthening, solid solution strengthening, etc.) and their coupling effect(complex interaction between dislocations and precipitates),4and also a significant amount of springback occurs after unloading. So how to accurately predict and control shape and mechanical properties of aluminum alloy components has become the biggest technical challenge for CAF process.Generally, the loading modes of CAF include mechanical loading and air pressure loading systems,and more details will be given in section 5.Its forming process is mainly divided into three steps, as shown in Fig. 2.5The first step is the loading,when the original aluminum alloy plates undergo the solution treatment followed by being placed on the forming tool, and the vacuum is generated between the tool and the component by a vacuum pump,so that the atmospheric pressure forces the plate to deform and fits with the tool shape. For aviation and aerospace components with small curvature, the initial strain introduced into the components is predominantly elastic strain,while the permanent plastic strain is formed in the components with large curvature. If the elastic modulus of the component is too high to deform,autoclaves that provide high pressure or mechanical clamping devices can be applied to make it fit tightly to the tool surface.6The second step is creep aging(CA).After the component is fixed to the tool,the whole device including tool and component is put into a hightemperature furnace to heat both the component and the tool to the aging temperature of the aluminum alloy, then hold them in the furnace for a certain time to make part of the elastic strain in the component to transform into creep strain,and the alloy is strengthened by precipitation during CAF process.The third step is the unloading and springback.After the holding time is over,the component is cooled to room temperature,and pressure on its upper surface is released.Because the elastic stress generated in the loading stage cannot be completely transformed into creep strain, there is some residual elastic stress which drives a certain amount of springback occur in the bent component, and the final shape is located between the initial shape of the component and that of the tool. In the whole CA process,the springback is characterized by linear elastic response of the material, while the CA is characterized by nonlinear creep deformation of the material induced by stress relaxation. The springback occurs due to the release of residual stress of aluminum alloy sheet after stress relaxation,resulting in elastic recovery.7,8Fig.3 illustrates the evolution of stress against strain during loading, stress relaxation and unloading in CAF under elastic and plastic loading conditions,respectively. Under the condition of the elastic loading (see Fig.3(a)),the applied stress decreases from σ0to σ1after stress relaxation.The release of σ1leads to springback after unloading,and its corresponding elastic strain responses to εe1.While in the case of plastic loading, the mechanism of springback is the same as that under elastic loading conditions,and the only difference between them is that the initial plastic strain εp0is generated during loading stage, as shown in Fig. 3(b).9
In conclusion, creep deformation and aging strengthening occur simultaneously and are interacted in CAF process.Among them,the external applied stress makes the dislocation configuration and density change constantly during the creep tests, which provides more heterogeneous nucleation sites for the aging precipitates and affects their subsequent growth. In addition,continuous precipitation also has an important effect on the dislocation movement and further exerts a notable influence on the creep strain.10Therefore,it is considerably difficult to accurately predict and control the springback and mechanical properties of creep age formed (CAFed) components. Fig. 4 shows the schematic of coordination control of deformation and properties tailoring in the whole CAF process.
At present, one of the biggest challenges of CAF technology is to accurately predict and control the springback of components under specific aging process conditions. The springback characteristics of CAF of aluminum alloys mainly include: (a) Large amounts of springback, generally between 50%and 70%;(b)Under the same conditions,the springback amount of different series of aluminum alloy panels after unloading is quite different;(c)When the component is formed under different initial microstructures, tool structures, stress states and under various manufacturing environments, the springback amount of the component is also greatly different.The above characteristics make the springback of aluminum alloy components during CAF process difficult to predict and control. The technique of springback compensation has become the key to achieve the accurate forming of largescale and thin-walled components (abbreviated as LTC) with complex shapes of high-strength aluminum alloys.
The precise CAF process of typical LTC with complex shapes is displayed in Fig. 5. In the whole forming process,springback prediction is based on the establishment of CAF geometric and constitutive models, and springback compensation is implemented according to the accurate results of springback prediction.So springback prediction and control become important technological links to obtain the precise shape of the components. Meanwhile, the final shape of the components after springback largely depends on the stress state at the end of the CA, and the mechanical and corrosion properties of the formed components are determined by the microstructure.11 Although the integrated manufacturing of shape and properties greatly improves the production efficiency of panel components, the CA process parameters (temperature, stress and aging time) of different series of aluminum alloys under various initial tempers are limited to narrow process windows.Up to now, most of the researches are confined to the springback prediction and compensation of a specific aging forming process, and few systematic reviews about the methods of springback prediction and control for CAF,and on tool design are given.
According to the above analysis, it is essential for us to summarize the research progresses on springback and challenges of obtaining the desired deformation and excellent mechanical properties for CAF of aluminum alloy. Firstly,from the perspective of internal and external factors,the influential factors of springback and corresponding reduction measures are summarized and proposed, respectively. Secondly,aiming at these problems that the springback prediction and control of components during CAF are difficult, the constitutive models and springback compensation methods of aluminum alloy panel components for CAF are reviewed. On this basis, a review of research progresses of tool design for CAF is presented. Eventually, in view of the application of CAF towards integrated manufacturing of the shape and properties tailoring of LTC with complex shapes, some challenges of CAF that may need to be solved are discussed, and its future development trends are also prospected.It is hoped that this work will contribute to the manufacturing of structural components in aviation and aerospace fields and the development of CAF technology of Al alloys towards more industrial applications.
2. Influencing factors and measures to reduce springback for CAF
The springback is an inevitable phenomenon in the CAF process of aluminum alloy. Hence, springback has a considerable impact on the precise shape forming of CAFed components.High springback often leads to exceeding the tolerance required for the component and introduces some additional problems in the final assembly process, such as damaging the aerodynamic performance of aircraft wing panels.3In the CAF process, the main internal factors including microstructure of aluminum alloy materials,residual stress,and the external factors such as stress level and state, structure and size of components, and the thermal-mechanical loading sequences have been proved to substantially affect the springback behaviors of formed components. Over the last decades, the researchers have done a lot of work on the factors affecting springback, and the main factors include the following four aspects: 1) Initial tempers of aluminum alloy; 2) Creep aging process parameters and thermal-mechanical loading sequences; 3) Structures and dimensions of the tool and component; 4) Multi-energy fields.
2.1. Initial tempers of aluminum alloy
The initial tempers affecting the springback of aluminum alloy for CAF process mainly includes the initial microstructure,pre-deformation and residual stress.These initial tempers have a significant effect on the creep deformation and aging strengthening. Reasonable initial tempers can effectively reduce the springback and improve the forming efficiency.
2.1.1. Initial microstructure
Since solution heat-treated aluminum alloys have good plasticity and formability, the as-received aluminum alloys are often treated with solid solution before CAF, which is not only a necessary prerequisite for solute atom precipitation and aging strengthening in the matrix, but also beneficial to reduce the loading force in the loading stage. Creep strain is the main index of creep formability of aluminum alloy. A low creep strain usually means low deformation efficiency and significant springback effect during CAF. In recent years, researchers have paid attention to the influence of initial microstructure on the subsequent CA behavior of aluminum alloys.Lei et al.11studied the influence of different initial microstructure on creep deformation and aging strengthening of 7050 alloy under the test conditions of 165°C and 250 MPa,as shown in Fig.6.They found the total creep strain of specimen that has undergone the retrogression treatment was the largest, followed by the solid solution treatment,and that of the specimen with initial temper of re-solution was the smallest. This is mainly due to the fact that the size of the precipitates in the matrix of the specimen with initial temper of retrogression is the largest after CA test, and the dislocations can bypass the precipitates,resulting in the best formability and the least springback. On the contrary, the precipitation size is fine and distributed dispersedly in the matrix of the specimen with initial temper of retrogression,and the dislocation needs to cut through the precipitates, leading to the difficulty of its movement, the worst forming performance and the largest springback. Li et al.12researched the effects of different initial tempers (T34, T84 and as-quenched) on creep deformation of 2050 aluminum alloy, and the results showed that the creep deformation of as-quenched was the largest,while the specimen with T84 temper had the minimum creep deformation and the springback was the largest due to its high creep resistance induced by good aging strengthening. Liu et al.13introduced a large number of dislocations into the material through cold-rolling, and compared the creep deformation of T3, T4 and HD (processed by cold-rolling) alloys at different temperatures and stresses.As illustrated in Fig. 7,they found that the creep deformation of HD alloys at a high temperature of 165°C and a low stress of 50 Mpa is three times and twenty times higher than those of the traditional T3 and T4 temper alloys,while the creep deformation of HD alloys at 165°C and a high tress of 150 MPa is seven times and twenty times compared with those of T3 and T4 temper alloys, respectively, as is extremely important for the reduction of springback. Furthermore, the creep deformation of HD alloys at lower temperatures of 120°C and 80°C is even higher than that of T3 and T4 temper alloys at 165 °C under the same stress. This means that HD alloys can be formed at a lower temperature during CAF. The low processing temperature is not only tremendously important for reduction in cost of production and energy conservation, but also conducive to improving the forming accuracy as result of the lessened thermal expansion difference between the aluminum alloy component and the tool (usually made of steel). They attributed the observed large creep deformation of HD alloys to the rapid migration of high-density dislocations, which strongly proves that creep deformation has a strong dependence on the initial microstructure. It is well known that the creep deformation mechanisms currently proposed mainly include diffusion creep,dislocation climbing and slip.Dislocations and vacancies are essential elements for creep deformation. Therefore, the solution treatment parameters can be optimized to increase the vacancy concentration or a large amount of dislocations is introduced through pre-stretching,fatigue, and rolling to increase creep deformation before CA,thereby reducing the springback. In conclusion, the initial microstructure of aluminum alloy greatly affect creep deformation, so initial microstructure of alloys can be reasonably designed by adjusting and optimizing to obtain good deformation and strengthening effect,and the resultant increased creep deformation and decreasing springback.
2.1.2. Pre-deformation
Some latest studies have found that pre-deformation before CA has a positive effect on creep deformation and aging strengthening of aluminum alloy.Zuo et al.14studied the influence of different pre-deformation on creep deformation of 7055 aluminum alloys under the same aging conditions. It is noteworthy that the final creep deformation of the alloy increases with the increase of the pre-deformation,which leads to the decreasing springback of components. In addition, the total creep strain is less than that of the specimen with no pre-deformation,which is mainly attributed to a large number of defects such as dislocations and vacancies in the matrix introduced by pre-deformation during loading stage.15As nucleation sites, these defects accelerate the precipitation of the second phase particles,and the pre-deformation promoted the internal accumulation of dislocation,leading to work hardening and hindering the dislocation movement. In the steadystate creep stage, dislocation slip and climb are more likely to occur due to the presence of numerous dislocations, resulting in an increase in the steady-state creep rate,growth in the total creep strain and a decrease of springback.Similar results were also observed for 252416, 221917and 7B0418aluminum alloys with the same temperature, loading stress and different predeformation amounts, but the above conclusions were contrary to that of Wang et al.19for Al-Li-S4 alloys, which may be due to the differences in creep mechanism and aging precipitation among Al-Cu-Mg, Al-Zn-Mg and Al-Li-S4 alloys. Li et al.20observed that 7050 aluminum alloys have asymmetrical creep deformation under different pre-deformation. With the increase of pre-deformation, both the total strain and strain rate of tensile and compression specimens increase, but the total creep strain of compression specimen is less than that of the tensile specimen. Tension-compression asymmetrical creep behavior also appears in other aluminum alloys such as Al-Si-Cu and Al-Cu-Li.21,22The asymmetrical creep may be caused by different precipitation behaviors of various precipitates under tension and compression stress. Under tensile stress, large amounts of microdefects, such as vacancies and dislocations perpendicular to the direction of stress, are introduced into the matrix to promote the diffusion of solute atoms.Under compression stress, the misfit between the matrix and the precipitates along the direction of stress loading increases,leading to an increase of the interaction stress around the precipitates and making it difficult for the dislocation to cut through or bypass the precipitates, thus increasing the creep resistance.23In addition, under compressive stress, some precipitates such as θ’phase were found to preferentially nucleate at a particular variant that is vertical to stress loading direction, and the precipitated phase interface perpendicular to the direction of stress loading has a strong hindering effect on dislocation motion.As a result,the compressive creep resistance is greater than that of the tensile creep, contributing to the tension-compression asymmetry creep behaviour.
2.1.3. Residual stresses

2.2. Creep aging process parameters and thermal-mechanical loading sequences
2.2.1. Creep aging process parameters
As is known to all,CAF is usually carried out under thermalmechanical conditions, and the forming process parameters mainly include aging temperature, time, stress level, heating rate, etc. The springback of the component is sensitive to the forming process parameters. Researchers have done a lot of research on the CA parameters. Lin et al.27and Li et al.28investigated the effects of different aging temperatures and time on springback of 7050 aluminum alloy under the same test conditions.They claimed that as the increase of aging temperature, the creep deformation of the material increases,resulting in the better forming performance and the decrease of springback.When the aging temperature is constant,springback decreases with the increase of aging time. Deng et al.29analyzed the influence of different aging temperatures and times on the CAF behavior of 7055 aluminum alloys, and found the springback decreased with the increase of aging temperature and the extension of aging time,but the maximum or minimum springback was basically unaffected. Zhan, et al.30investigated the effect of four kinds of aging temperature(100 °C, 130 °C, 160 °C, 190 °C) of 2524 aluminum alloys on springback, and also observed that the amount of springback decreases with the extend of aging time. Natural logarithm linear relationship between the springback and aging time was observed.The aging temperature has a huge influence on the springback, and the springback decreases rapidly with the increase of aging temperature.Yang et al.31and Liu et al.32analyzed the influence of stress level on the creep deformation of 2219 aluminum alloys, and found the creep deformation increased with the increase of applied stress. Similar results were obtained for Al-Cu-Mg33alloys at different temperatures and stress levels, and when the internal stress of the material exceeds the yield point after loading,the creep strain increased significantly. This is attributed to the fact that the large numbers of dislocations are introduced into the material when the loading stress is large, and the movement of the dislocations needs to overcome the long range stress field generated by the external stress.All the above studies were carried out under tensile stress.However,during CAF process,both tensile stress and compressive stress appear in the bending deformed plates.In the aging process of some aluminum alloys,the stress direction has a significant effect on the orientation of the precipitates, namely precipitation orientation effect. Eto et al.34and Zhu et al.35,36believed that the orientation of the main precipitates in Al-Cu alloys is parallel to the stress direction under tensile stress, while it is preferred to precipitate perpendicular to the stress direction under compressive stress. Li et al.25,37researched the CA behaviors of 2050 and 2195-T84 alloys under tensile and compressive stresses, and the results show that the creep strain under tensile stress is greater than that under compression stress.In other words,an obvious asymmetry creep strain phenomenon occurs during tensile and compression CA. Chen et al.38thought that there is also tensilecompression asymmetry creep in Al-Cu alloy, and the asymmetry decreases with the increase of the stress level.The difference between dislocation density and precipitated phase size under different stress states is the main reason for the asymmetry creep behavior. Xu et al.39investigated the creep deformation behavior of 2524 aluminum alloy under different heating rates,and found the creep strain decreased with the increase of heating rate in the heating stage,while the heating rate had no significant effect on the creep strain in the insulation and cooling stages, and the total creep deformation decreased with the increase of heating rate.Lei et al.40studied the effects of different heating rates of 0.25, 0.5 and 1 °C/min on creep deformation of 7050 alloys.As shown in Fig.11,when the heating rate is 0.5 °C/min, the total creep strain reaches the maximum,which is somewhat different from the research results in Xu et al.39The possible reasons for the difference may be related to alloy materials or aging temperature.
2.2.2. Thermal-mechanical loading sequences
The CA tests under uniaxial stress are heating prior to loading in the early period and mainly focus on isothermal creep,while the thermal-mechanical loading sequence in aging forming process for aluminum alloy panel components is first loading and then heating when adopting mechanical clamping device.In addition, the whole CAF process is usually carried out in a sequential process of mechanical loading, holding and unloading. Both the loading and unloading are completed in a relatively short period of time in CAF, so it is generally believed that the forming and hardening of aluminum alloy mainly occur in the holding stage. However, some researchers have noted that the thermo-mechanical loading sequences have a significant effect on the subsequent isothermal and nonthermal creep even though the whole thermo-mechanical loading process is very short. In the previous studies, the influence of thermal-mechanical loading sequence on the CA behavior was not paid enough attention.In order to find out the appropriate thermal-mechanical loading sequence, Fu et al.41studied the influence of thermal-mechanical loading sequence on creep deformation of 5A09 Al-Li alloy during the CA process at 130 °C, and found different thermal-mechanical loading sequences made the alloy have different initial tempers and microstructures during CA.Due to the difference in the initial microstructure, the total creep strain of loading prior to heating (LH) is greater than that of after heating prior to loading(HL) and the total creep strain of LH (0.1475%) is twice that of HL(0.0720%).Lei et al.42investigated the influence of thermal-mechanical loading sequence on total creep strain under 165 °C, and observed that the ultimate deformation of LH specimen is about 1.55 times that of the HL specimen, which is due to the fact that the heating-up period of HL is just a non-isothermal stress-free aging process without creep deformation, and that of LH is a non-isothermal CA process with obvious creep deformation which accounts for 44.4% of the final deformation. Xu et al.39investigated the influence of isothermal and non-isothermal heating on creep deformation behavior of 2524 alloy, and the results showed that the total creep strain was larger than that of isothermal heating due to thermal deformation in the heating stage under nonisothermal condition, and the creep strain in the nonisothermal creep heating stage was about 22.28%-26.86% of the total creep strain.Compared with isothermal creep behavior, the springback of the component under non-isothermal creep is slightly smaller than that under isothermal creep.
In conclusion, springback is significantly affected by aging temperature,stress,time,heating rate and thermal-mechanical loading sequences.Therefore,the above CA parameters can be optimized to find the best process window. Meanwhile, the loading prior to heating and non-isothermal CA should be adopted as much as possible to increase creep deformation and reduce springback.
2.3. Structures and dimensions of the tool and component
The structure and size of the tool and component affect the stress level and distribution in the component after bending and deformation, and then have a great effect on the creep strain and springback after CAF. For example, Wen et al.43analyzed the influence of the tool radius on the springback of 7475 aluminum alloy during the creep tests, and the results showed that the springback amount increased with the increase of tool radius.Lin et al.7simulated the stress relaxation,creep deformation and springback of AA7010 panel parts with various thickness by single and doubly curved forming tool surfaces based on a set of physics-based unified creep and aging constitutive equations during CAF at 150 °C. The FE model and evolution of effective stress during CAF are presented in Fig. 12. The results showed that the springback caused by a doubly curved tool is lower than that of a singly curved tool under the condition of the same tool shape and workpiece thickness. At the same time, the thicker workpiece has less springback when using the tool with same curvature.
Furthermore, Ho et al.44,45believed that the amount of springback decreases with the increase of the curvature of singly or doubly curved panels. When stresses in the aluminum alloy panels exceed the yield point after loading, the decline rate of springback increases and the springback decreases significantly. Zhan et al.46studied the springback behaviors of singly and doubly curved components of 7055 aluminum alloy under the CA condition at 120 °C for 20 h. As shown in Fig. 13, it has been found that the doubly curved components have lower springback and more uniform springback distribution than the singly curved components, mainly due to the higher effective stress (creep driving force) generated on the doubly curved components and the ‘‘Hoop effect” of restraining the workpiece from springback resulting from accumulation of more creep strains at the outer edges of workpiece.Furthermore, Zhang et al.47investigated the springback behaviors of singly and doubly curved components of 2124 aluminum alloy under different aging conditions. It has been observed that the doubly curved components have obvious differences in the two curvature directions and their mutual coordination results in almost parallel springback curves in the two directions. Furthermore, the springback of the component with double curvature is inhibited compared with that of the component with single curvature. Lam et al.48investigated experimentally and numerically the behaviors of creep-age forming AA2219 plates with three different types of integrally stiffened designs,namely the stiffened beam,waffle and isogrid plates, alongside the flat plates under the same aging condition. As shown in Fig. 14 and Fig. 15, it can be seen that that the springback of isogrid plate is minimum, and that of waffle plates maximum,which is ascribed to the internal stress differences caused by different structural plates after bending deformation. Internal stress of the isogrid plate is the largest, and the springback is the smallest due to large amounts of stress relaxation. When the normal bending stress after deformation reached the material yield point,local plastic deformation may occur,resulting in that the springback is suppressed.The internal stress of waffle plate is relatively low after bending deformation, which leads to the increase of springback. Lyu et al.49analyzed the influence of the height of stiffener on the springback of 7B04 alloy plates, and found the stress on the upper surface of the panel increases and even exceeds the yield point of the alloy with the increase of the height of stiffener,resulting in local plastic deformation and the decrease of the springback of CAFed plates. In conclusion, the creep formation and springback of components are affected by the structural size of tools and components, so their structure and size can be optimized and the stress state of components can be changed to reduce the springback.
2.4. Multi-energy fields
At present, CAF processes assisted by external energy fields mainly includes ultrasonic vibration and electric pulse assisted CA. Ultrasonic vibration assisted forming is a method that is intended to introduce a certain amplitude of cyclic excitation load in the CA process of aluminum alloy. During the CAF process, the internal stress field by bending deformation and the external stress field by excitation are superimposed, and when the superimposed stress between the two is greater than the yield strength of the component,the local plastic deformation of the component can occur to a certain extent, which changes the stress state and the amount of stress relaxation in the loaded plate,and then affects the springback of the component.Wang et al.50researched the effect of ultrasonic vibration on creep deformation and aging strengthening of 7055 aluminum alloys. As shown in Fig. 16, it has been demonstrated that compared with simple creep time forming(SCAF)without ultrasonic vibration assistance, ultrasonic vibratory creep age forming (VCSF) can accelerate the stress relaxation process of components.After 24 h ultrasonic vibration-assisted forming, the springback of ultrasonic vibration-assisted specimen is 12.3% lower than that of the specimen without ultrasonic vibration assistance. Duan et al.51introduced ultrasonic vibration into the CAF process of 7075 aluminum alloys. It was concluded that that ultrasonic vibration can significantly promote the creep deformation of the component,and the springback of the component further decreases with the increase of ultrasonic vibration power and the extension of time. Electric pulse assisted creep forming mainly utilizes the Joule heating effect and the electronic wind effect generated by the electric pulse to promote creep deformation.
Zhan et al.52analyzed the CA behavior of 7075 aluminum alloys under electric pulsed current(EPC),and found the Joule heating effect introduced by EPC can promote the diffusion of atoms, thereby promoting the increase of dislocation slip,creep strain and the decrease of springback.53,54Compared with the traditional aging treatment, the pulsed current assisted aging treatment can reduce the springback and shape deviation. Moreover, Zhan et al.55also investigated the aging hardening behavior of 2219 aluminum alloys under the electric field, magnetic field and electromagnetic field, and they found that the magnetic field delayed the aging precipitation process of the alloy and slightly reduced the mechanical properties of the alloy. The electric field accelerates the aging precipitation of the alloy, enhances the mechanical properties of the alloy,and makes the precipitation phases fine and dispersedly distributed. However, due to the shortest path effect of current,the local current density in the material increases and the properties of the alloy are not uniform. Under an electromagnetic field, the direction of electron movement in aluminum alloys is deflected by the action of the Lorentz force, so that the distribution of precipitated phase is more uniform and the properties of the alloy are more stable. However, the influence of the three energy fields on the creep deformation is not involved in the above studies. Xu et al.56introduced the electric pulse into the CAF process of Al-Cu-Li aluminum alloy panels,and the device is shown in Fig. 17. The results showed that the springback percentage of the panels after electric pulse assisted forming is reduced from 30.86% to 24.03%, and the mechanical properties of the components after deformation are more uniform. In summary, the auxiliary energy field can provide extra energy to promote atomic diffusion and dislocation movement, and the creep deformation of aluminum alloy is usually dominated by diffusion creep and dislocation creep mechanism, so the springback of CAFed components can be effectively reduced by means of external energy field. At present, there have been a large number of studies on the effect of EPC on aging precipitation behavior and mechanical properties of aluminum alloy, but relatively few studies have been conducted on the effect of multi-energy field on springback of CAFed components.57,58In the future,it is necessary to further explore the mechanism and process technology for CAF under a multi-fields coupling environment.
2.5. Measures to reduce springback for CAF
In view of the above factors affecting springback of CAFed plates, the corresponding measures to reduce springback are listed in Table 1.
3. Research progresses of the constitutive models for CAF
For the purpose of accurately predicting the ultimate shape and mechanical properties of the manufactured components,it is essential for CAF simulation and modeling, so that the specified shape and strength of the CAFed components can be achieved the first-time. The scientific method of prediction is on the basis of understanding of the thermo-mechanical behaviour of the work-piece under applied temperature and deformation conditions during the forming process.The development of creep constitutive models not only can reduce the production cost caused by conventionally repeated shape adjustment after bending deformation, but also obtains the evolution law of precipitate phases and mechanical properties of materials, which lays a theoretical foundation for optimizing CAF process parameters and design of tool shape.
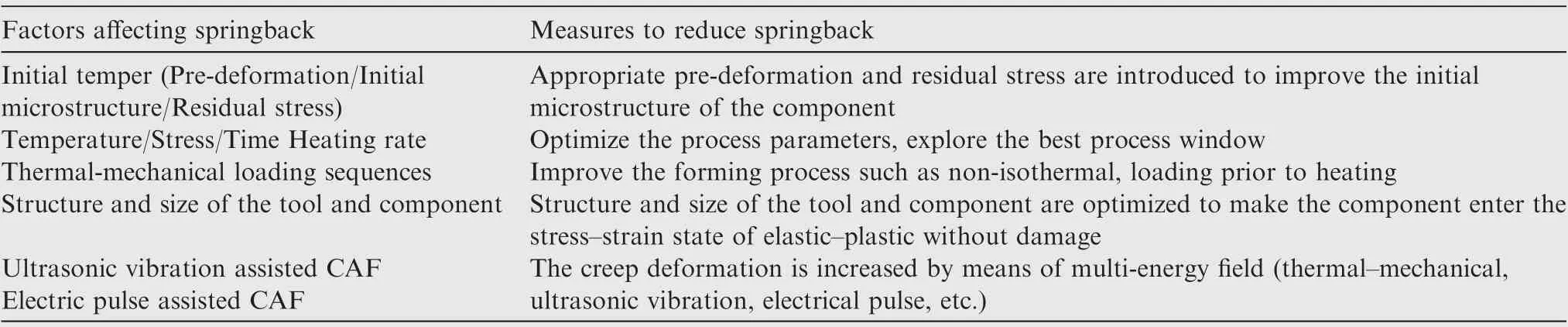
Table 1 Influence factors of springback and their reduction measures.
For the heat-treatable aluminum alloys, some constitutive models for CAF based on phenomenological theory, unified constitutive theory and the physical mechanism have been developed, which are used for the springback prediction and compensation of formed components. More specifically, the constitutive models based on phenomenological theory mainly describe the macroscopic creep deformation or stress relaxation behavior of aluminum alloy under thermal-mechanical loading conditions. The CA constitutive models based on the unified constitutive theory introduced internal variables and considered the hardening and softening behavior of the material,which could describe the macroscopic deformation behavior, but could not predict the evolution laws of precipitate phases and mechanical properties of aluminum alloy. However, the physical mechanism-based CA constitutive models can not only describe the macroscopic deformation behavior,but also understand the evolution of the precipitates and mechanical properties of an aluminum alloy during CAF.Specially,by coupling macroscopic and microscopic scales,we can fully comprehend the evolutions of yield strength and microstructure,such as dislocations,solute concentration,size,shape and volume fraction of precipitates based on thermodynamic and kinetic theories in the aging forming process.According to the modeling methods, Table 2 lists the developed CA constitutive models and analyzes the characteristics of each model, so that researchers select appropriate models or develop new constitutive models according to the actual requirements of the engineering.59-65
The above developed constitutive models are all suitable for predicting CA behavior of Al alloy within the range of elastic deformation,such as aircraft wing panels with small curvature.However, when the components with large-size and complex shapes,such as thin-walled integrally panels with complex curvature and the stiffened plates,are manufactured via CAF,the internal stress of the plate after loading is far beyond the yield strength of the material, which is commonly seen in industrial production and belongs to the CA behavior under elastic and plastic regions. As a result, creep deformation characteristics and mechanisms are different from the traditional ones in elastic region,which directly affects the creep deformation and the prediction accuracy of springback. No reports have been found on this case previously. In recent years, some preliminary results have been obtained on the CAcharacteristics of aluminum alloys with loaded stresses spanning from elastic to plastic regions. Rong et al.66studied the creep behavior of 6082 aluminum alloys under the elastic-plastic stress state,and observed that the creep deformation increased significantly when the material was loaded into the elastic-plastic region.Similar results were also observed for Al-Cu-Li alloy65and 7B04 alloy33under different pre-deformations and elasticplastic stress state.However,if the traditional analysis method using creep index is still adopted to study the creep deformation behavior under the stress state beyond yield point, index n in the plastic region is negative,and the relevant theories67,68cannot be used to reasonably explain this phenomenon.Therefore,the traditional creep exponential analysis method cannot effectively analyze and accurately predict the creep deformation or stress relaxation behavior of aluminum alloy panels with the elastic-plastic stress state. The creep deformation or stress relaxation essentially belongs to the category of plastic deformation induced by thermal activation since thermally activated plastic theory can provide information associated with the activation energy and dislocation of the alloy.69,70Therefore, relevant variables such as activation energy, internal stress, effective stress and apparent activation volume can be quantify to established a stress-relaxation aging constitutive model for aluminum alloy under elastic-plastic stress state. Recently, this theory has been applied to the develop stress-relaxation aging (SRA) constitutive model in elastic and plastic regions. Yang et al.71established a stressrelaxation aging constitutive model for aluminum alloy under elastic-plastic stress state and successfully predicted the stress relaxation behaviors of AA2219 aluminum alloys by using this model under different initial stresses.However,this model only suitable for predicting the stress relaxation behavior at constant temperature Similarly, Rong et al.72has proposed a new SRA constitutive model that can simultaneously predict the stress-relaxation and age strengthening behaviors of the AA6082-T6 alloy in the elastic and plastic zone. The model is based on the main deformation mechanism related to the microstructure variables,and innovatively introduces the variable threshold stress (previously a constant threshold) under different initial stresses when the origin plate is plastically loaded.Subsequently,the calibrated model is utilized to simulate SRA forming and springback compensation to obtain an optimized tool surface used for SRA test to verify the feasibility of the model.The results showed that the established material model can better predict the SRA behaviors of AA6082-T6 with loaded stresses spanning from elastic to plastic regions.However, the initial temper of the used material is T6, the inter-particle spacing increases with aging time during the SRA process, leading to dislocations bypassing the precipitates. Then the proposed reduction in the threshold stress under the plastic loading is based on the increase in the inter-particle spacing caused by the coarsening of the precipitated phases. Accordingly, the initial tempers when the model is applied are limited due to the decrease of the inter-particle spacing for some initial tempers such as the quenched or naturally aged alloys before peak aging. In conclusion, the developed constitutive models so far suitable for predicting the springback of aluminum alloy panels under elastic-plastic stress state have their own limitations, so great efforts should be made to broaden the applications of CAF or SRA.
4. Research progresses of springback compensation for CAF
In the process of CAF, the stresses generated in the bending deformed plates are not completely relaxed, which results in the larger springback of the formed component due to the release of the internal residual elastic stress in the unloading stage. Therefore, the tool surface needs to be ‘‘over designed”so that the shape of the deformed component after springback can be within the allowable tolerance range.In other words,in order to obtain the desired target surface,the springback compensation of tool surface must be carried out based on the springback prediction results obtained from the constitutive models for CAF mentioned in the previous section.Therefore,springback compensation has become the key technology forthe accurate forming of large thin-walled panel components with complex curvature.So far,researchers have proposed several typical springback compensation methods according to the difference of springback compensation direction and the complexity of component structure, mainly including springback forward method, displacement adjustment, one-step method for singly curved product, acceleration displacement adjustment method for CAF of varyingly curved product.This section briefly introduces these springback compensation methods and compares their advantages and disadvantages as well as the scope of their practical applications.
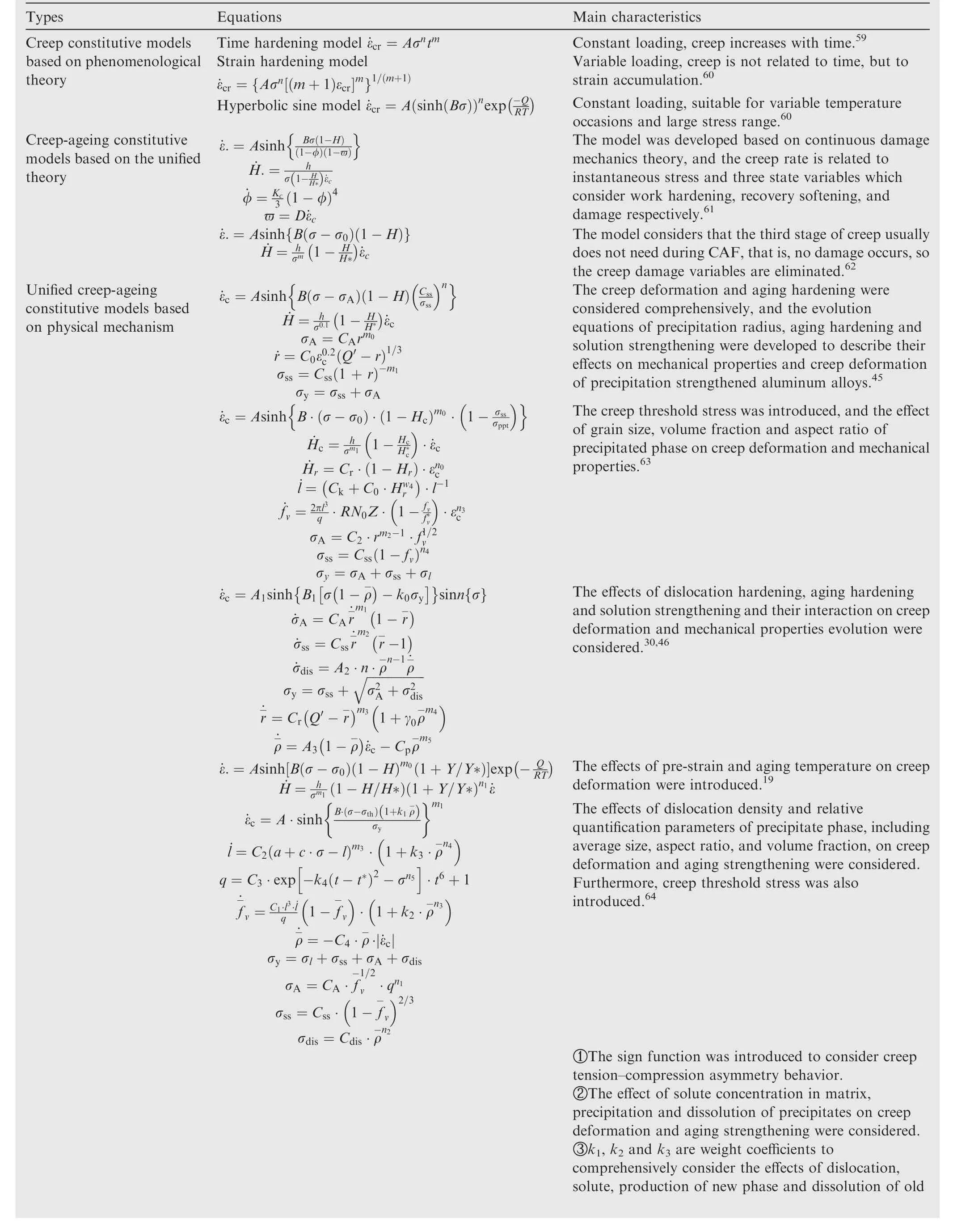
Table 2 Classification of creep aging constitutive model.
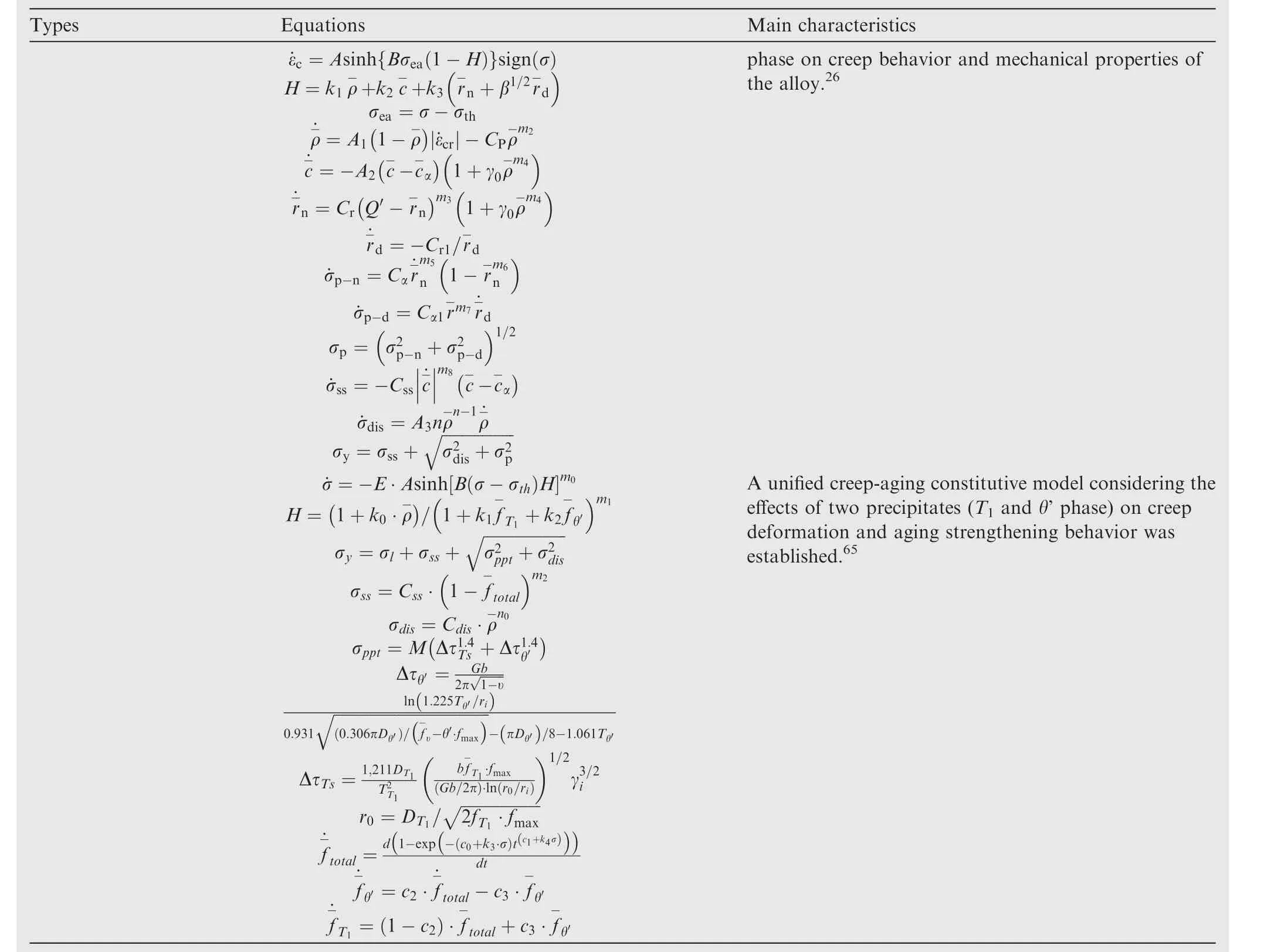
Table 2 (continued)
4.1. Springforward method
The springforward method (SF)73is to calculate the distributed surface force of the loaded component through the finite element software, and then to calculate the springback amount through the reverse action of the same ‘‘springforward”force distribution Fito the objective shape by the elastic loading. The new tool surface was designed based on the previously calculated springback amount.The iterative algorithm can be expressed by Eq.(1).
where,Ci+1represents the updated tool shape in the next iteration, O the objective shape. Fican be obtained by analytical method or finite element modeling; When the error Ei+1between the formed shape Si+1and the objective shape O meets the relevant requirements, the optimized tool shape can be gained. This method is an open-loop correction algorithm with poor accuracy and slow convergence rate. Especially when compensating springback of asymmetrical components with complex shapes, it is difficult to converge.The springback compensation process includes four steps, as shown in Table 3.
4.2. Displacement adjustment method
Displacement adjustment method (DA), proposed by Gan et al.74, is an iterative correction method based on finite element.The principle of this method is to take a certain number of nodes on the sheet material as the compensation object,and construct a new tool shape by adjusting the position of the nodes in the opposite direction of the springback. In otherwords, the offset displacement of each node before and after springback is compensated to the opposite side of springback to determine the new tool surface by 3D reconstruction technology. In this method, the objective shape of the component is first used as the shape.After loading,CA and unloading successively, the springback occurs, and there is a certain deviation Δy between the corresponding nodes of tool and the component after springback. During the construction of a new tool shape,Δy is added to the location of the corresponding node to get a tool shape,and then the component is formed by the new tool surface. In this way, repeated iterations are conducted until the error of each node between the tool and the component meets the accuracy requirement. The process of springback compensation is divided into the following four steps, as shown in Table 4.
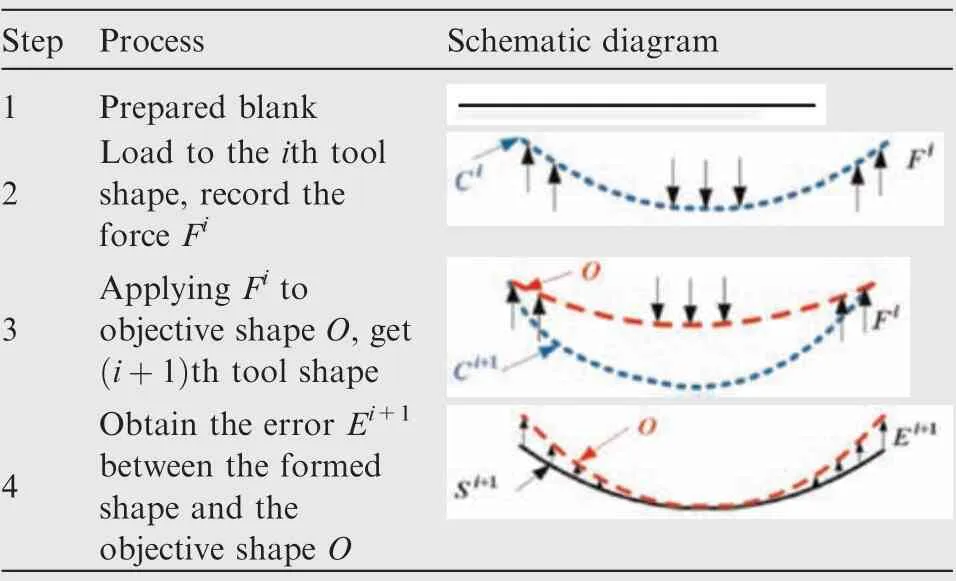
Table 3 Springback compensation process of SF method.
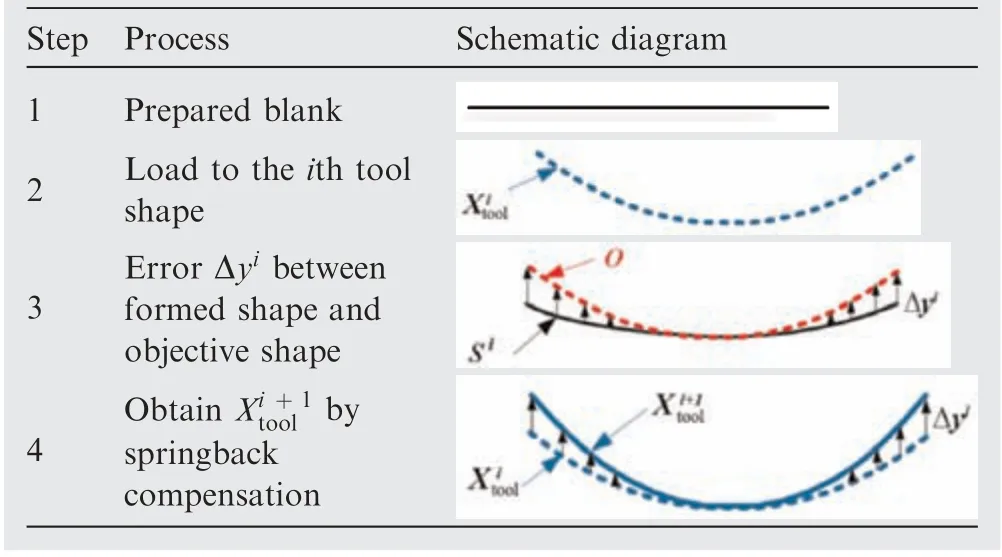
Table 4 Springback compensation process of DA method.
4.3. Modified displacement adjustment method
The displacement adjustment method proposed by Gan74compensates the springback amount of each node to the opposite direction of the component springback, but only considers the vertical displacement offset of the corresponding nodes,but does not consider the horizontal offset of displacement at each node before and after springback. Modified displacement adjustment method considering horizontal compensation is shown in Fig.18.75Oa is the vertical direction,which is also compensation direction of traditional DA method. Ob is attachment direction of OO’; Oc is the normal direction of the arc where O is. As Ob and Oc have different angles with the perpendicular direction, the horizontal components of the two compensation schemes are different. By comparing the forming errors of the components in three compensation directions, the results showed that the normal deviation is the smallest, followed in order by the attachment and vertical direction.
4.4. One-step method for singly curved product
By analyzing the internal stress-strain relationship of the singly curved component after loading and unloading, the equation between the curvatures of the component and tool after springback compensation is established, namely the springback compensation curve. The derived equations can be used to quantitatively obtain the relationships among the curvature,strain, stress and other key parameters of the component with single curvature before and after springback during CAF process. For a component with the single curvature of k0, Eq.(3)can be used to calculate the corresponding curvature k1of the component after springback.9
where, Δk is curvature change during unloading and determined by the residual stress and torque in the components after creep deformation. A detailed mathematical derivation can be found in Ref.9.Based on the springback compensation curve shown in Fig. 19, the tool shape design of the singly curved component can be realized by one step. For instance,in order to obtain the component with a single curvature of ka, the tool shape curvature should be designed as kb, as shown in Fig. 19(a). In addition, other springback compensation curves can also be plotted, such as the relationships between the surface stresses or strains (σ′0or ε′t0) in the plates loaded to the objective shape and the tool shape(σ0or εt0)after springback compensation,as illustrated Fig.19(b)and(c),and then the final tool shape is designed by 3D reconstruction technology.
4.5. Acceleration displacement adjustment method for CAF of varyingly curved product
where C0is the initial tool shape. With the compensation factor α, the corresponding formed shape S0can be obtained by CAF with the initial tool shape C0.If the maximum difference between the formed shape and the objective shape E0(max(S0- O)) is within the required shape error e, then this initial tool can be regarded as the final optimised tool shape for CAF manufacture. Otherwise, the second step of the ADA method needs to be carried out subsequently to optimise the initial tool shape.In this step,optimising the tool shape iteratively is performed by the DA method and the compensation factor α can be implemented to accelerate the optimisation procedures.
Eq. (5) is the iterative equation of the tool shape.
where Ciand Ci+1tool shape in current and next iteration steps. Siis the formed shape obtained through CAF FE simulation with tool shape with Ci. When the shape error Ei(max(Si- O))<e is achieved at the ith iteration, the finally optimised tool shape for CAF of the objective product is then obtained as Ci.
Through the comparison of springback simulation results,it has been found that the convergence rate of ADA method is faster than that of DA method and smaller forming deviation is obtained.The flow chart of ADA method for determining the final tool shape is shown in Fig. 20 when CAF is used to manufacture panel components with complex shapes.
4.6.Comparison of advantages and disadvantages for springback compensation methods
The above five springback compensation methods for CAF have their own characteristics,and their corresponding advantages and disadvantages are listed in Table 5. Based on the comprehensive analysis, it is difficult for each compensation method to achieve a combination of high-precision and highefficiency.Therefore,the compensation method should be further optimized in the future and combined with intelligent algorithms to achieve high-efficiency and high-precision springback compensation.
5. Research progresses of tool design for CAF
The tool design is usually carried out after springback compensation to save costs and improve forming accuracy. In recent decades, great efforts have been made in tool design for CAF. The tool design and manufacture used for CAF of aluminum alloy has great influence on the precise forming of panel components. The accurateness of tool design directly affects the final precision of the formed components. During the aging phase, creep or stress relaxation occurs. The stress caused by bending deformation of the part cannot be relaxed completely, resulting in a large amount of springback in the formed parts. Therefore, the tool shape needs to be ‘‘over designed” so that the shape of the deformed part is within the specified tolerance after springback. In order to compensate for springback, numerous forming iterations are usually required to determine the appropriate tool shape. Because the size of a toolset used for large-size parts is large, its manufacturing cost is considerably high. This makes shape correction of the tool using trial-and-error methods more expensive than that of conventionally sized tools. Furthermore, the flexible adjustment of the tool shape is extremely important for reducing production cost and improving production efficiency.Thus,a great deal of research has been conducted on designing lighter and cheaper tools and defining tool shapes via CAF process modeling. This section will briefly introduce the current progress of state-of- the-art on the tool design used for CAF of aluminum alloys.
5.1. Mechanical clamping tools for CAF
5.1.1. Machined dies This tool is a kind of traditional forming tool, which requires to machine concave and convex dies, as illustrated in Fig. 21(a). The main drawback for this design is that it is difficult to change the shape of the dies during the iterative process of springback compensation to achieve the desired shape of component. Once shape of the component is changed, a new set of dies has to be reworked. Therefore, material waste is serious, the dies are heavy and have poor flexibility, and it is suitable for forming the small-size components with single and complex curvature, but not for large-size components by CAF process.76To avoid this problem, researches have been carried out on lightweight tool design,where tool shape correction can be achieved cheaply and quickly, which will be introduced in the following sections.
5.1.2. Multi-point flexible tool As shown in Fig. 21(b), the tool structure is mainly composed of upper and lower motherboard and dispersed pins with round head. By adjusting the height of the pins, we can easily obtain the desired tool shape. The tool is more flexible than adjustable rib-boards forming tool,and suitable for the manufacture of components with complex multi-curvature shapes.However, the number of pins and spacing between them has a significant effect on the forming precision. Although a largenumber of pins bring good forming accuracy, they indeed result in an increase in tool weight and the relatively poor surface quality of the component due to the discontinuous tool surface. Moreover, the height adjustment is a lot of work,time-consuming and error-prone due to the need of adjusting the height of each pin manually.77

Table 5 Comparison of advantages and disadvantages of several springback compensation methods.
5.1.3. Flexible tool for extra-large panel components
The principle of this kind of tool is consistent with that of the flexible tool. The upper and lower dies are arranged with equally spaced pins with round-head in the direction of the chord and span, as shown in Fig. 21(c). Once the profiles of components are determined, the desired curvature of the tool can be obtained by adjusting the height of the upper and lower pins. This kind of tool has high flexibility and is also suitable for the manufacturing of extra-large panel components with any complex curvature.However,due to the need of adjusting the height of a large number of pins, it is time-consuming and inefficient to manufacture extra-large panel components.78It is also worth noting that, the temperature distribution of the components may be uneven resulting from its large size.
5.2. Air pressure loading tools for CAF
The shape of large-size aluminum alloys panels used in modern aircraft and aerospace components is becoming more complex,and the demand of forming precision is tending to be higher.This poses a challenge to the use of traditional mechanical clamping tools because of unevenly distributed stress in the formed panels induced by discontinuous tool surface,as shown in Fig.21(b)and 21(c).At the same time,the tools usually consist of an upper die and a lower die, as illustrated in Fig. 21,resulting in high cost and heavy weight of tool.To address this difficulty, Textron in USA developed autoclave equipment,which can provide high temperature and high pressure forming environment, to produce wing skins for the B-1B fighter aircraft in the mid-1980 s, as shown in Fig. 22(a). The whole assembly consisting of tool and work-piece is put into the autoclave to achieve the loading of the work-piece and its age forming. In combination with the autoclave, the tools developed for forming the aluminum alloy panels are as follows.
5.2.1. Welded rib-boards tool
This tool for CAF is manufactured by welding together the base-frame and the stiffened plates with cross-section profile of the formed components after springback compensation,and then the stiffened plates and cushion board are welded,as shown in Fig.22(b).The main purpose of the cushion board is to prevent excessive deformation of the workpiece between the ribs.In terms of material selection,in addition to considering the thermal expansion coefficient of the parts, should also consider the welding performance between the ribs and the cushion board. Before spot welding to the ribs, the cushion board is generally formed by rolling and bending until it is close to the theoretical surface of parts. In order to eliminate the residual stress between the ribs and the cushion board caused by welding, the whole tooling needs to be heat treated for many times in the manufacturing process, so this tool brings a high manufacturing cost and display long production cycle.At the same time,because the ribs and the cushion board are welded and fixed together,once the objective shape is changed,both stiffened ribs and cushion board with different curve profiles need to be remanufactured. According to the above analysis, the flexibility of the tool is poor, and it is uneasy to correct the tool curvature for the shape correction of panel components after springback compensation.79,80
5.2.2. Adjustable rib-boards tool
Airbus in the UK developed a kind of adjustable rib-boards forming tool based on the original welded rib-boards forming tool, as displayed in Fig. 22(c), which had been used for the production of A380 wing skins.81The main feature of this designed tool is that the distance between the ribs can be adjusted by changing the length of locating blocks.Compared with the welded rib-boards forming tool as shown in Fig. 22(b), this tool structure makes the tool shape easier to be modified due to ribs can also be easily replaced if needed. Therefore, the tool shown in Fig. 22(c) is easier to realize springback compensation. Above all, this tool is not only appropriate for the production of the components with single curvature,but also meets the demand of springback compensation of the multi-curvature components.
5.2.3. Rib-board tools for extra-large panel components
This design adopts the modular design idea, as shown in Fig. 22(d). The profile of tool after springback compensation is discretized along one direction of the desired forming profile to obtain the equal-spaced cross-section profiles.According to the curve profiles of different cross-sections,the corresponding module is necessary to be produced, and then a large number of modules and the horizontal and vertical guide rails are assembled together.81Apart from the components with simple shapes, the tool is suitable for manufacturing LTC with complex shapes.The weight of the tool is relatively light,and once the tool shape is changed, only ribs with curvature profiles on various cross-sections of the corrected tool need to be fabricated. However, similar to extra-large panel components formed by flexible tool as mentioned earlier, uneven temperature distribution may exist in the components by this tool,thus making it more difficult to predict and control springback. In conclusion, to conveniently select the desired type of tool,Table 6 summarizes major advantages and disadvantages of various tools mentioned in section 5.1 and section 5.2.
Recently, we have designed and manufactured a large-size tool for the melon petals of fuel tank in carrier rockets based on a similar principle, as shown in Fig. 23, which can realize both mechanical and air pressure loading modes. When the lower tool is used alone, CAF is carried out in an autoclave that can achieve air pressure loading. While using the whole set of tools, the weight of the upper tool can be just utilized to make the flat plate fit with working surface of bottom tool.If the fitting process cannot be completed by the weight of upper tool, the flat plate can be mechanically loaded with the aid of a hydraulic machine on the upper tool, where ribs improve the rigidity of the upper tool and prevent deformation after repeated use, followed by CAF.
6. Challenges and trends for CAF
China has fully deployed major projects such as manned lunar landing,deep space exploration and large aircraft,as well as a series of major projects involving ‘‘Command of the Space Power”. The development of aerospace launch vehicles towards heavy, high-efficiency and mass production is in urgent demand for leap-forward development in manufacturing capacity of launch vehicles. The manufacturing of LTC with complex shapes can provides a solid foundation for the leaping and bounding progress of aerospace equipments manufacturing capability. Large-scale components characterized by high stiffener, thin-walled and complex curvature are important elements of space launch vehicles, accounting for more than 60%-80% of the rocket body.82Aerospace components are large in size, complex in structure and shape, rigorous in forming precision, and require long service life and high performance such mechanical properties and high corrosion resistance.Accurate coordination manufacturing of shape and properties are the key technology of producing large-scale panel components for space equipments. CAF has the advantages of low residual stress and integration of shape and properties, and has become a promising advanced manufacturing technology of LTC with complex shapes. However, CAF process is quite complex, especially in the multi-energy field manufacturing environment,the coordination mechanism of shape and properties tailoring during the manufacturing process are more complicated, which are mainly reflected in the followingaspects: (a) the creep deformation and aging strengthening occur simultaneously,and there is a strong interaction between them under the same manufacturing environment. The evolutionary mechanism of shape and properties under the condition of a complex multi-energy field is still unknown; (b) the contradiction between the demand for uniform forming of large-size components and the discontinuous structures with variable stiffness is sharp, and the complicated internal stress is released non-uniformly; (c) the energy fields required by large creep deformation and good aging strength are different greatly, and the driving energy of shape and properties is not uniform; (d) it is difficult to control the size, distribution and quantity of the precipitates, and is challenging to regulate and control coordinately the precise evolution of the shape and properties.As a result,it is difficult to predict and control the shape and properties of LTC with high service performance. Moreover, driven by the new round of scientific and technological revolution taking intelligent manufacturing as the core and the demand for high-end equipment in the aviation and aerospace industries, CAF will be advanced toward green manufacturing and intelligent forming. Therefore, additional problems and challenges will be introduced into CAF.According to the above analysis, considering the development trends of CAF, several key problems and challenges in inte
grated manufacturing of shape and properties tailoring of components for CAF process are attempted to be discussed as follows:
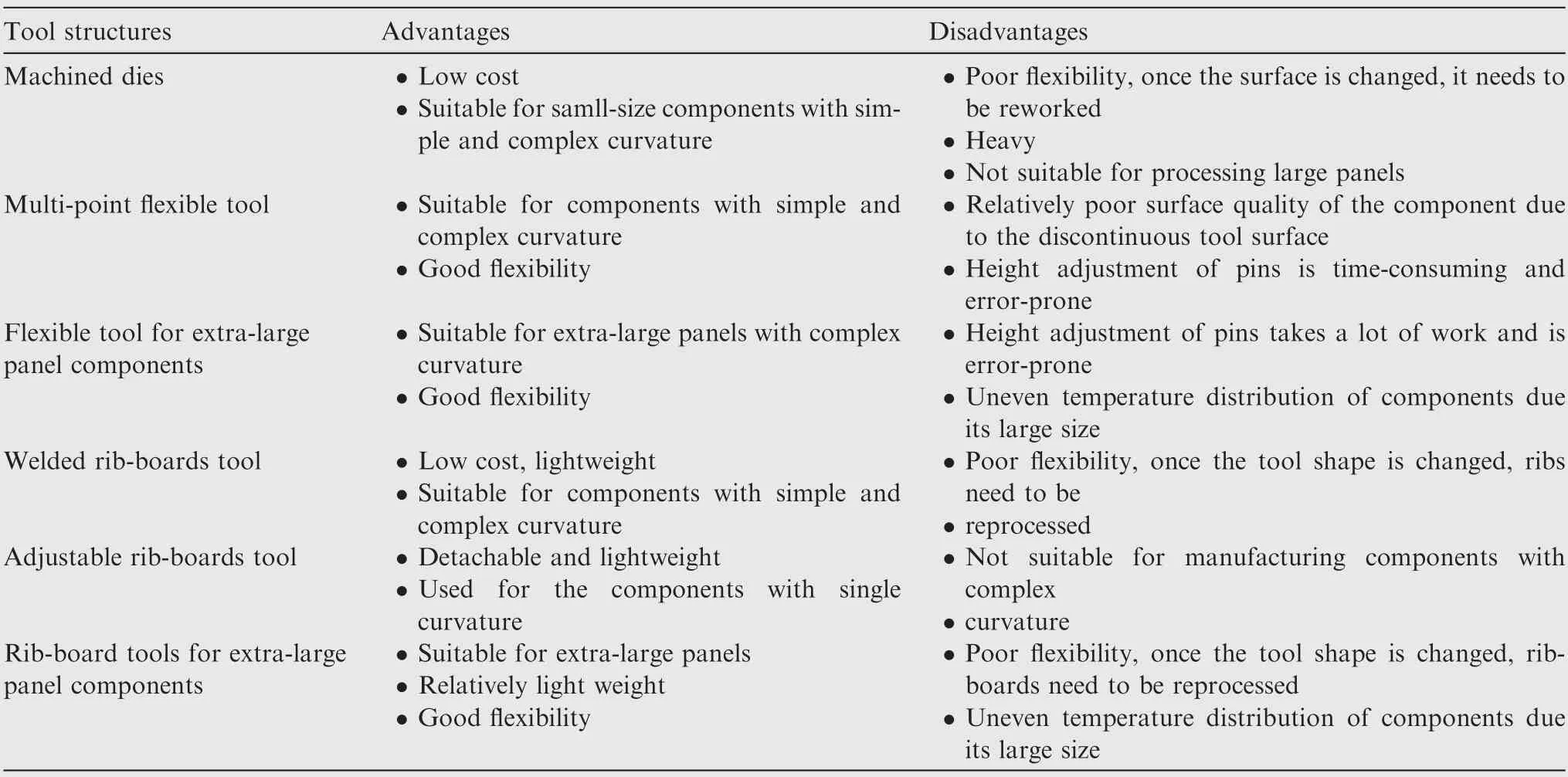
Table 6 Comparisons of different structure tools.
(1) Solving the difficulties in manufacturing the extra-large panel components with extremely high comprehensive service performance in terms of component size.
It is quite necessary to develop the material microstructure with high strength, good toughness, satisfying corrosion resistance, excellent fatigue resistance and impact resistance after CA, and find out how to obtain such microstructure under a multi-energy field environment and the path of energy transmission in the complex component.Furthermore,how to solve the problem of non-uniform performance of large-size components of aluminum alloy during CAF by adjusting the manufacturing factors, such as energy field and material composition should be explored.
(2) Realizing the collaborative manufacturing of shape and properties of Al-Li alloy components with lightweight and high-strength in terms of materials.
The new lightweight and high-strength Al-Li alloy faces the following problems that urgently need to be solved during the CAF process:(a)Large deformation Al-Li alloy with complex multiphase microstructure. The complex multiphase microstructure has the intensified obstruction effect on the dislocation movement,and the machining is easy to crack for Al-Li alloy.The creep rate of the Al-Li alloy is lower than that of the aluminum alloy with single-phase precipitation strengthening, so it is difficult to meet the requirements of large creep deformation of components with large curvature; (b) Precise forming under anisotropic constraints. Recent studies have indicated that 705083and 2219-T3 aluminum alloys84have obvious in-plane anisotropic creep behavior. Therefore, it is difficult to meet the precise forming requirements of Al-Li alloy components based on the isotropic constitutive assumption of traditional aluminum alloy, and it is essential to reveal the anisotropic generation mechanism and establish the CA constitutive models with anisotropic creep characteristics; (c)It is difficult to regulate and control microstructure with complex multi-phases under large deformation. To be specific, the heterogeneous dislocation configuration caused by heavy deformation affects the composition, morphology and distribution of the complex multi-phases, leading to the loss of the original equilibrium adaptive mode for the multiple precipitations,and further increasing the difficulty of regulation and control for shape and properties; (d) Collaborative control of creep deformation and phase transformation of lightweight and high-strength Al-Li alloys is challenging. The current researches are based on the existing aluminum alloy material composition and the microstructure to passively explore the CA manufacturing process route of single stage or multistage and multi-phase, and then optimize the process parameters to achieve the best deformation and properties of the aluminum alloys. In the future, the advanced computational and characterization methods should be explored to optimize the alloy composition and synergize them with CAF technology to achieve the collaborative manufacturing of shape and properties of large-scale integrated panel components. In other words,the composition suitable for co-manufacturing of shape and properties will be promoted, and the optimal microstructure of creep deformation and phase transformation can be realized. In addition, the new lightweight and high-strength aluminum alloy material and its corresponding manufacturing process should be developed, which will greatly improve the forming efficiency and bring the integrated manufacturing technology of shape and properties into full play.
(3) Achieving the collaborative control of shape and properties and integrated intelligent manufacturing of LTC with complex shapes under multi-energy fields.
The precipitates and stresses are distributed unevenly during manufacturing LTC with complex shapes by CAF, resulting in poor uniformity of the shape and properties. There is a big difference between the driving energy of shape and properties, leading to the narrow processing window, and that the collaborative manufacturing of shape and properties is difficult to achieve. Therefore, it is necessary to explore some new forming technologies under composite energy field to manufacture LTC with complex shape in the future, including the electric pulse assisted forming,vibration assisted forming,local and global temperature compensation under microwave heating condition. In addition, current CAF manufacturing process has low degree of informatization and automation, and most of the manufacturing links are independent of each other.The genetics and evolution of microstructure in forming process lack accurate mathematical characterization and high precision quantitative control models. Complex tools and connection among multiple process steps still rely on manual operation, resulting in the low production efficiency and poor product consistency. The simulation calculation efficiency of forming manufacturing process lags far behind the actual process,and there is a lack of highly reliable on-line monitoring on process parameters and real-time data processing system for LTC with complex shape during CA, which cannot guide the on-line process optimization. In order to realize data sharing among various technologies, improve forming accuracy,reduce human intervention and shorten the cycle of product development, there is an urgent demand on establishing a collaborative manufacturing execution system (CMES) for CAF based on deep knowledge and data mining (DM), as shown in Fig. 24, to achieve multi-scale coupling collaboration manufacturing of shape and properties of aluminum alloy components. The whole system integrates deformation,microstructure, properties and design optimization, and realizes intelligent collaborative manufacturing based on process database, on constitutive model database, on numerical simulation platform and expert systems.
7. Conclusions
CAF has the potential to become an advanced and reliable forming technology for LTC with complex shape.A lot of useful researches and explorations have been done on factors affecting springback, CA constitutive models for springback prediction,springback compensation methods and tool design.In this paper, firstly, the influencing factors and measures to reduce springback are summarized from the perspective of internal and external aspects. Secondly, in view of the springback prediction and control, advances on constitutive models and springback compensation methods for CAF are discussed,and the advantages and disadvantages of various compensation methods are compared. Then on this basis, research progresses of tool design for CAF are reviewed.Finally,based on the development trends of CAF, the unsolved scientific problems and technical challenges of LTC with complex shapes are discussed. The main conclusions are as follows:
(1) The tools developed for CAF at present have the characteristics of low automation, poor accuracy and high cost, which are difficult to meet the requirements of mass production and results in that the collaborative manufacturing of shape and properties for LTC with complex shape is difficult to achieve. The intelligent manufacturing system,which can realize the intelligence of tool equipment and combine with the CAF technology, is a hot spot of current researches.
(2) The factors influencing springback during the CAF process include initial tempers of materials, process parameters and thermal-mechanical loading sequences, the structure and size of the tool and component,and external energy field. Currently, the research on the factors affecting the springback of components generally only considers a single factor, and does not comprehensively consider the influence of multiple factors on the springback. At the same time, the multi-factor optimization problem affecting the springback has not been involved.
(3) The developed techniques for CAF under multi-energy fields, including electric pulse and ultrasonic vibration,can increase creep strain, reduce springback and strengthen alloys, but the coordinating mechanism of shape and properties tailoring of LTC with complex shapes under multi-energy fields remains unclear.
(4) The existing constitutive models are all established on the basis of the isotropic creep hypothesis, which can well predict the creep deformation,springback and morphology (size, volume fraction and morphology) evolution of precipitates under constant temperature.However, the influence of instantaneous temperature on creep deformation during heating on morphology evolution of precipitates and springback is not considered. Furthermore, anisotropic creep behavior discovered lately in some aluminum alloys is obviated in the current constitutive models. Furthermore, the existing springback compensation technologies of tool surface are all based on the finite element simulation for CAF of aluminum alloy plates and three-dimensional reconstruction techniques based on reverse engineering, and the lack of seamless information transmission and sharing among the technologies slows down the research and development cycle of LTC with complex shapes.
Declaration of Competing Interest
The authors declare that they have no known competing financial interests or personal relationships that could have appeared to influence the work reported in this paper.
Acknowledgements
The authors gratefully acknowledge the financial support from the Key Program of the National Natural Science Foundation of China(No.51235010),the National Science Fund for Excellent Young Scholars (No.51522509) and the National Natural Science Foundation of China (NO.51905424).
 CHINESE JOURNAL OF AERONAUTICS2022年10期
CHINESE JOURNAL OF AERONAUTICS2022年10期
- CHINESE JOURNAL OF AERONAUTICS的其它文章
- Full mode flight dynamics modelling and control of stopped-rotor UAV
- Effect of baffle injectors on the first-order tangential acoustic mode in a cylindrical combustor
- Experimental study of hysteresis and catastrophe in a cavity-based scramjet combustor
- Flow control of double bypass variable cycle engine in modal transition
- Effects of chemical energy accommodation on nonequilibrium flow and heat transfer to a catalytic wall
- A reduced order model for coupled mode cascade flutter analysis