
SP32 烟丝膨胀系统浸渍罐中的力学模型
2022-10-30 12:11路兰卿
机电产品开发与创新 2022年5期
路兰卿, 陈 强
(北京航天试验技术研究所, 北京 100074)
0 引言
SP32 烟丝膨胀系统是北京航天试验技术研究所开发的新型环保烟丝膨胀生产线。 项目来源于国家烟草专卖局2006 年科学研究与技术开发项目暨科技项目专项合同。项目名称:环保型烟丝膨胀介质开发及应用技术研究。该项目通过了国家烟草专卖局的鉴定,鉴定意见和建议为:“项目总体达到国内领先水平,研发的零ODP 值新型环保膨胀介质(KC-2A)获得了国家发明专利授权,填补了国内空白,一致同意通过鉴定。 ”2014 年,SP32 烟丝膨胀生产线通过国家烟草专卖局的定价审核, 正式进入国家烟草机械产品目录。
1 SP32 工艺介绍
烟叶从收割到加工成烟丝时, 其烟叶的细胞结构发生了变化,由此造成了皱缩。而为了尽可能恢复到绿叶时相同的体积和形状, 通过烟丝的膨胀处理能够使皱缩的烟丝得到一定程度的恢复。SP32 烟丝膨胀系统是借助环保介质KC-2A 来完成烟丝的膨胀过程。 首先环保介质KC-2A 在一定压力下浸渍烟丝,然后将浸渍好的烟丝送入微波膨胀器,在微波作用下,水分子急剧摩擦、碰撞产生的热量促使烟丝中的膨胀剂蒸发, 推动烟丝细胞壁向外扩张,从而实现烟丝膨胀目的。
经该工艺处理后的烟丝优势有以下几点:
(1)经该工艺处理的烟丝填充值可高达6.92cm3/g,具有填充值高、回弹好、造碎率低(≤1%)的特点,部分牌号使用比例达到了22%, 卷烟原料消耗降低0.2kg/万支,提高了卷烟企业的经济运行水平。
(2)经该工艺处理的烟丝能够有效地降低烟丝中焦油及尼古丁的含量, 减焦降害方面具有难以比拟的技术优越性,有利于吸烟者的身心健康。 可在减轻吸烟对健康危害的同时完美展现高档卷烟的品质。
(3)经该工艺处理的烟丝,理化指标优于传统烟丝膨胀设备的产品,感官评吸好,可用于搀兑在中高档卷烟品牌,有效提高卷烟吸食品质,即提高烟支感官又能完美展现高档卷烟的品质和档次。
该工艺采用的新型环保介质KC-2A 具有优良的烟丝膨胀能力,在一定的温度和压力条件下可以使烟丝得到完全膨胀,且膨胀后的烟丝体态饱满、色泽鲜亮,在成倍提高烟丝填充值的同时又能提高烟丝的外观质量。 另外,介质低毒、阻燃,具有很高的安全性,并且介质难溶于水、沸点低,可在常温下迅速挥发,因此膨胀后烟丝介质残留低。
该工艺系统组成相对简单, 主要设备组成为烟丝浸渍系统、介质加注系统与回收系统和微波膨胀系统(系统的设备立面图见图1)。 其中比较关键的设备为烟丝浸渍罐和微波膨胀器, 下文主要针对浸渍罐在设计中应用到的力学模型进行探讨。

图1 SP32 设备立面图Fig.1 The facility layout of SP32 system
2 浸渍罐的技术条件
内容器: 介质:KC-2A、烟丝,工作压力:0.6~1.0MPa,设 计 压 力:1.2MPa, 工 作 温度:<100℃,设计温度:145℃,容积:~3m3,内径:DN1200,日蒸发率:≤0.58%。
夹套:介质:水蒸汽,工作压力:0.2~0.4MPa,设计压力:0.45MPa,工作温度:120~140℃,设计温度:155℃,容积:60L,内径:DN1250,最大高度:~3200mm。
3 浸渍罐的机构
在工程实践中, 大多装置的工作都是由许多不同的机构来完成的, 而各种机构都是用来传递运动和力或改变运动形式的机械装置, 为实现装置的自动操作起着很大的作用[1]。这些机构有楔块机构、螺旋机构、摩擦轮传动机构、凸轮机构、齿轮机构、棘轮机构、万向铰链机构、连杆机构等。在这些机构中连杆机构的应用比较普遍,而平面连杆机构连杆机构是由若干个刚性构件用平面低副连接而成,各构件均在相互平行的平面内运动的机构[2]。 在平面连杆机构中,四杆机构应用最为普遍。 这个在SP32烟丝膨胀系统中得到了充分体现, 是完成烟丝膨胀系统中的关键设备—浸渍罐自动化运行必不可少的机构。
浸渍罐的工作过程:浸渍罐工作时,在液压缸、曲臂组成的四杆机构的带动下,打开罐盖,烟丝送入罐体。 接着, 在相同的四杆机构反向作用下关闭罐盖, 又在由气缸、锁圈等组成的四杆机构的作用下锁紧浸渍罐的上盖,实现浸渍罐在一定密封压力下完成罐体内抽空、 介质加注、烟丝浸渍、介质回收等一系列工艺过程,为后续的微波膨胀做准备。
由以上浸渍罐的工作过程可以了解到: 为了实现浸渍罐的自动化操作,需要两个机构,从结构上说这两个机构都是最简单的平面四杆结构。 正是这两个机构实现了浸渍罐开锁-开盖-关盖-锁紧的过程,这样周而复始的动作即可实现浸渍罐自动运行的目的。
3.1 浸渍罐中的液压开盖机构
为了实现浸渍罐门盖自动开关过程, 在该系统中使用了四杆机构:液压缸、活塞(液压杆)、曲臂和固定件组成了传统意义上的四杆机构。 其中液压推动活塞运动作为机构的原动件,做为负载的浸渍罐门盖,在液压推力的作用下,由水平位置旋转90°到达竖直位置,此时活塞的行程为207mm,液压缸的最大摆角为4.7°。为了使四杆机构能够拉起门盖,液压系统必须提供一定的液压。
当需要打开门盖时,锁圈松开门盖,液压缸活塞向下运动,在活塞杆拉力作用下,门盖绕曲臂中心旋转从水平位置旋转至竖直位置,门盖完全打开(运动机构简图见图2)。 活塞在液压缸内部滑动同时也做平面旋转运动,液压缸以O1为中心左右摆动,门盖则绕曲臂中心O2旋转。

图2 浸渍罐开盖四杆机构简图Fig.2 The diagram of the dip tank’s unclosing machine
开盖机构的尺寸结构见图3。 图中实线部分是门盖处于关闭位置锁紧的状态, 双点化线所示位置是门盖旋转90°后处于打开的位置。如果门盖以曲臂的旋转中心匀速开启,那么门盖在旋转过程中始终处于平衡状态,则可以计算出在开启过程中所需的液压系统提供的液压力,并根据已知的液压压力得到理论上的活塞直径, 再考虑到设计计算中为了简化计算过程忽略摩擦力的因素,实际门盖有保温材料和冲击等, 取一个安全系数后即可选定液压缸的大小。
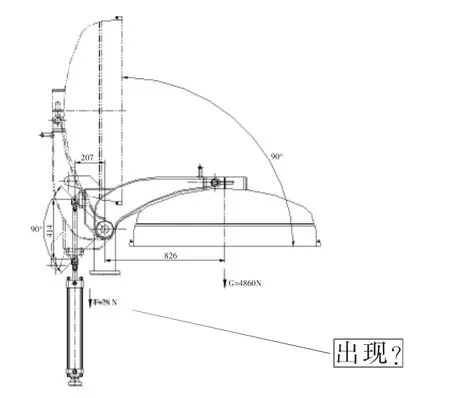
图3 浸渍罐开盖结构图Fig.3 The schematic diagram of the dip tank’s unclosing machine
门盖开启时以曲臂中心旋转时,此处的合力为0,合力矩为0,得到以下平衡式:

由计算知所需液压缸的推力为19393N。 液压缸选型为:最大工作压力8MPa,活塞直径90mm,活塞杆28mm,提供的推力41350N,可以满足使用要求。
3.2 浸渍罐中的气缸锁紧机构
由于SP32 烟丝膨胀系统的工作罐是在完全自动的条件下工作的,而其工作过程又需要一定的压力下进行。为了实现自动化运行,开盖机构采用了液压开盖机构,而为了实现门盖到位后的锁紧, 在该系统中采用了气缸锁紧机构。 当门盖关闭并到位后, 需要门盖能够承受0.6~1.0MPa 的工作压力,这时在气缸锁紧机构的带动下将门盖压紧在工作罐的筒体端面上。 该气缸锁紧机构从运动角度分析同样是一个四杆机构,见图4,由筒体、活塞、气缸、锁圈四个构件组成,实现门盖锁紧的目的。 其中气缸与工作罐上的锁圈通过销轴连接, 活塞杆同样通过销轴与工作罐的筒体连接,活塞在气缸中滑动,而锁圈可以围绕工作罐筒体旋转。 锁圈和门盖上焊接有楔形块,门盖与筒体端面之间安装O 形圈,当需要锁紧时,气缸充压,在活塞杆的推动下锁圈旋转, 使得上下两楔块(锁圈楔块为上楔块,门盖楔块为下楔块) 重合并在气缸推力作用下压紧, 这样门盖被固定并保证了连接面的密封性。 为了调整筒体端面O 形圈的密封力,可以通过限制气缸的行程来实现,具体结构见图5。 其中座块焊接在筒体上,限位块安装在锁圈上,并通过调整限位块上螺栓的伸出长度达到限制气缸运动行程的目的。

图4 浸渍罐锁紧四杆机构简图Fig.4 The diagram of the dip tank’s closing machine
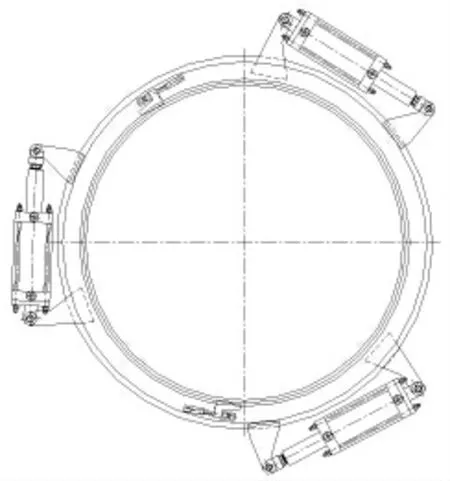
图5 浸渍罐气缸工作图Fig.5 The schematic diagram of the dip tank’s cylinder
为了选定气缸的型号, 可以对楔块受力进行分析求解。 楔块受力图见图6(以锁圈楔块为模型分析, 门盖楔块受力与之相反)。
在锁紧过程中, 楔块受到4 个力的作用,见图6(a):气缸的水平推力P、 下楔块的支反力N、 两楔块之间的摩擦力Ff 和筒体对于锁圈的压力F。 为了简化受力计算过程,引入文献3 中的摩擦角概念,从而得到图6(b),此时构件受力简化为3 个力, 应用力的三角形概念可以得到图7。

图6 浸渍罐楔块受力图Fig.6 The force diagram of the dip tank’s chock
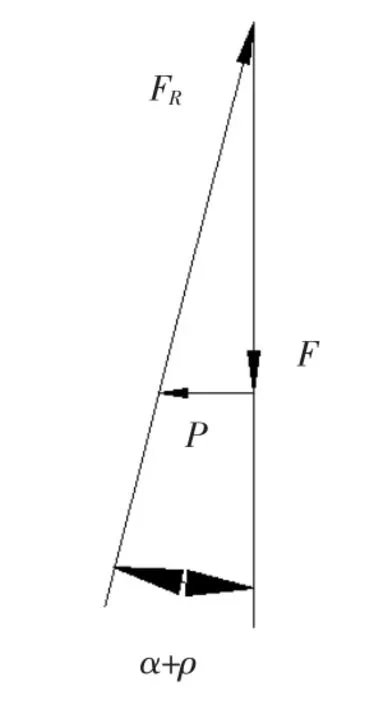
图7 浸渍罐楔块受力三角形图Fig.7 The triangle force diagram of the dip tank’s chock
由文献3 知三力合力为0,得到
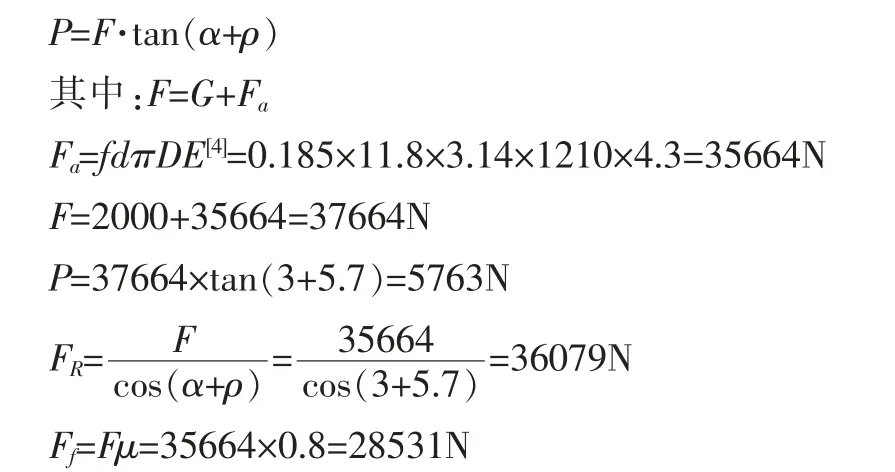
锁圈转动所需的水平力P 气缸力由3 个气缸提供,气缸能够提供的最大水平力Pmax为

所以门盖与O 圈之间没有相对运动。
式中:α—楔块倾角 (α=3°);ρ—钢钢之间摩擦角(钢钢之间的摩擦系数在0.1~0.15 之间, 对应的摩擦角在5.7~8.5°);G—锁圈的重力 (G=2000N);Fa—O 形圈的密封力(N);Ff—门盖端面与O 形圈之间的摩擦力 (N);μ—O 形圈与金属之间的摩擦系数;f—压力系数(f=0.185);d—O形圈截面直径 (d=11.8mm);D—O 形圈内径(D=1210mm);E—O 形圈的弹性模量 (D=4.3MPa);Dc-气缸内径(mm);p—气缸操作压力(MPa)。
由以上的计算即可确定气缸型号,并能够了解到:当气缸推动锁圈转动时,门盖与O 形圈之间没有相对运动;气缸所能够提供的气缸力大于锁圈运动所需的力,故能够推动锁圈转动。
4 结束语
在SP32 烟丝膨胀系统中用到了不少种机构,这里只介绍了其中浸渍罐用到的最基本的四杆机构。 也正是由于这两个机构的应用使得工作罐的工作过程实现了完全自动化操作,并确保了工作罐的密封性。
猜你喜欢
鞍钢技术(2022年3期)2022-06-12
湖北农机化(2021年6期)2021-12-01
烟草科技(2021年4期)2021-04-24
矿山机械(2021年3期)2021-03-25
汽车维护与修理(2020年7期)2020-10-15
西南农业学报(2020年3期)2020-05-05
汽车维护与修理(2019年1期)2019-07-09
消费导刊(2018年8期)2018-05-25
科技创新导报(2016年9期)2016-05-14
专用汽车(2014年1期)2014-12-10
