一种叉车型AGV在食用菌工厂的应用
2022-10-19 01:09:40宋允辉楼佩煌陆广敏
机械设计与制造工程 2022年9期
宋允辉,张 悦,楼佩煌,陆广敏
(1.南京航空航天大学苏州研究院,江苏 苏州 215500)(2.苏州荣世吉自动化设备有限公司,江苏 苏州 215500)
食用菌产业是近年来精准扶贫背景下兴起的朝阳产业,随着市场竞争的扩大,以食用菌产品为重点的产业化道路是必然选择。食用菌产业由于培养环境稳定,工艺步骤简单,非常适合工业化运作。随着人力成本的提升,对于食用菌这种低效益产业来说,产业升级迫在眉睫。
食用菌产业主要包括菌种栽培、转移、培育等环节,食用菌生长对周围环境的要求较高,各种环境因素都会影响食用菌的生长代谢和养分积累,进而影响食用菌的生长状况[1]。其中转移和培育过程中需要高温消毒并且满足恒温高湿的条件,传统方式主要依靠工人驾驶叉车或电动堆高车来完成,需要穿着防护服长时间在此类环境中工作,对身体产生较大影响。同时采用人工堆放,不同批次的培养皿难以区分,对于菌菇生长情况只能估算,无法按标准时间出库,无法将培养效率最大化,甚至由于时间误差会造成一定量的菌菇损失,或者菌菇的生长情况参差不齐,影响后续的打包和称重。另外,在较高的堆垛情况下,也容易产生安全隐患。为此,本文结合物联网技术,提出了一种新的应用于食用菌工厂的叉车型自动导引车(automated guided vehicle,AGV),其具有自动堆垛、自动上下料、自动出入库管理等一系列自动控制功能。
1 AGV控制系统及结构
1.1 提出背景
1)国内发展现状。
目前,中国已成为世界食用菌生产第一大国,栽培面积大,总产量高。根据中国食用菌协会统计,1978年我国食用菌产量只有5.8万t,到2009年已达到了2 020.6万t[2]。
食用菌工厂化生产起源于20世纪50年代,之后在欧、美、日、韩等国家和地区发展迅速。我国的食用菌工厂化生产模式起步较晚,20世纪 90年代后才逐渐兴起。经过20多年的发展,我国食用菌产量已居世界第一[3]。然而,我国生产食用菌的地区发展差异较大,福建、浙江等省份是食用菌生产先进地区,具有规模化的食用菌工厂,其产品除了供应国内市场,还出口国外,但食用菌产品出口的份额还有待提高[4]。
国内的食用菌工厂规模在不断扩大,但工厂的扩大一般选择偏远郊区,或人口相对密集的贫穷地区。由于其自动化程度低,人工需求量较大,工厂内需要大量的人工搬运,对于菌菇的生长环境以及生长情况也无法有效控制,只能按估算时间大概计算出库时间,造成很大的浪费。
2)AGV在行业中的现状。
AGV广泛应用于仓储物流业,近年来叉车AGV不断兴起并扩展到各个生产加工业,叉车AGV具有承载能力大、速度快、适合码垛等多种优势,同时结合激光导航,通过构建全局坐标系统,结合工厂实际环境,能够灵活建立各种物流运输模型[5]。
叉车AGV在工业上的成功并没有刺激其在食用菌行业的发展。究其原因主要在于食用菌行业的效益低,难以接受自动化的投入改造成本。市场上的叉车AGV成本难以满足食用菌工厂的成本要求。但近年来人力成本的提升使传统行业从业者看到了农业工业化的未来成效,同时新技术的发展促进了叉车AGV在食用菌行业的发展。
综合来看,叉车AGV在食用菌工厂的应用还处于空白阶段,随着食用菌工厂的自动化升级改造,以及结合物联网技术进行AGV任务调度管理方式的发展,激光导航叉车AGV依靠其简单灵活、适用场景多样的特性,一定会有较为快速的发展。
1.2 AGV结构及控制系统
基于叉车的结构,考虑工厂高温高湿的环境,叉车型AGV采用激光导航方式,激光传感器安装于叉车横梁顶部,如图1所示。

图1 叉车本体图
如图2所示,应用于食用菌工厂的叉车型AGV导航系统主要包括3个部分:定位与建图控制器、激光雷达头、导航控制器。激光雷达头将二维扫描数据传给定位与建图控制器,定位与建图控制器进行地图建立与实时定位,并将定位数据传给导航控制器,导航控制器解算AGV的运动控制。

图2 系统整体结构图
路径规划导航主要完成AGV车体点到点的运动控制,实现任意两个目标点之间路径导航。
具体步骤如下:
步骤1,激光坐标计算。
激光导航传感器根据环境中多个反光板的位置,确定传感器在空间中的坐标(x,y,θ)。
步骤2,激光坐标转换到辅助轮。

图3 AGV控制模型
(1)
式中:l为激光传感器中心到辅助轮中心的距离。
步骤3,激光运行路径偏差计算。
首先建立一个坐标系XOY,设定车体任务工位点由A到F点,将AF分成多段直线,如图4所示。
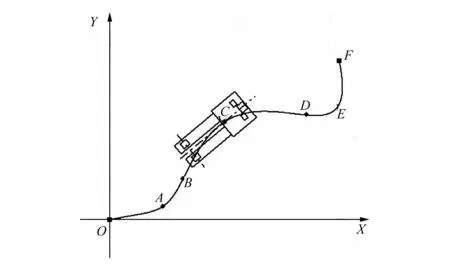
图4 任意曲线轨迹示意图
这里以A,B两点直线行走为例,在AB点之间建立一条直线,AGV实时位置为点C:
1)激光坐标转换到车体前部。
2)绘制激光坐标点连线。
3)A、B的坐标分别为(xA,yA)和(xB,yB),车体实时位置C的坐标为(xC,yC)。规定车体沿直线AB行走。
在车体位置C点和目标点B点之间建立一条直线lCB:
水利水电工程项目的施工技术管理,需要重视全员管理原则,在项目施工环节不仅关注施工技术人员,同时还要关注施工技术应用的相关因素,包括原材料供应、施工监理等,通过全员管理避免外界因素对施工技术应用造成影响。
mx+ny=λ
(2)
式中:m,n,λ为直线参数。
如果xC-xB=0,则m=0;如果xC-xB≠0,则m=1。
将AB两点坐标代入式(2)中,计算出n和λ的值。因为C点在直线上,所以C点和直线距离偏差为:
ddis=0
(3)
角度偏差为:
(4)
4)根据角度偏差和距离偏差实时调整AGV姿态。达到停止条件后,执行对应动作,包括取货、转弯、放货等。
2 自动堆垛及出入库管理
2.1 提出背景
近年来,随着国内人工成本的提高,食用菌工厂对于产业升级的需求不断加强。由于食用菌工厂培育条件严格,机器代人必然成为主流趋势。食用菌工厂码垛托盘质量在1 t以上,出于节省空间的需求,一般需要多层堆垛,堆垛高度可达5 m。待培育期过后,人工寻找出库托盘,由工人开叉车搬运出库。
AGV在仓储物流业的巨大成功也加速了其向食用菌产业的扩散。激光导航的叉车型AGV具有承载能力大、运动灵活、柔性高、适应能力强等特点,能完美解决食用菌工厂对于叉车载重要求、运动模型要求、堆垛能力要求,以及根据生长状况出库搬运要求等。
物联网(internet of things,IOT)是指通过各种信息传感器、射频识别技术、全球定位系统、红外感应器、激光扫描器等各种装置与技术,实时采集任何需要监控、连接、互动的物体或过程,采集其声、光、热、电、力学、化学、生物、位置等各种需要的信息,通过各类可能的网络接入,实现物与物、物与人的泛在连接,实现对物品和过程的智能化感知、识别和管理。
传统方式对食用菌出库的判断通过人眼判断来完成,仓库内托盘码垛情况复杂,人眼判断并不是十分准确。
食用菌对生长环境的敏感性使得以时间作为出库条件并不合理,不能最大化保证菌菇的生长质量。随着物联网技术的兴起,将触感器数据通过大数据分析,可以解决工业自动化领域环境监测方面的诸多问题。
2.2 自动出入库流程
结合传感器技术,通过检测菌菇的生长情况,结合菌菇的生长时间,综合判断菌菇的出库需求。同时通过系统不断地学习优化,将传感器数据与对应的菌菇生长情况进一步优化匹配,提高菌菇的出入库效率。工厂自动控制系统结构如图5所示。
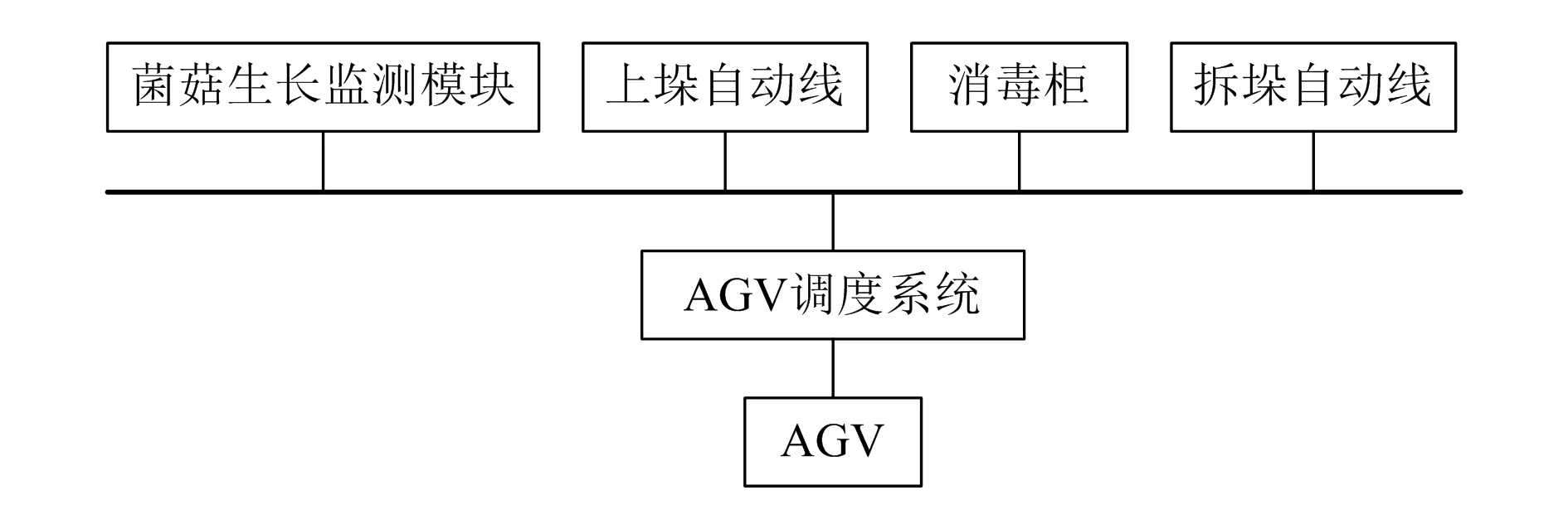
图5 工厂自动控制系统结构图
AGV调度系统主要完成调度AGV车体从工位到工位的转运以及相应的动作。菌菇生长监测模块主要通过采集菌菇土壤成分变化信息监测菌菇生长情况。上垛自动线主要完成菌菇培养皿的堆砌。消毒柜对菌菇培养皿进行消毒处理。拆垛自动线完成对出库菌菇的培养皿拆垛。
工厂自动控制系统运行流程图如图6所示,上垛自动线完成上垛后,呼叫闲置的AGV将对应的托盘搬运至消毒柜中。消毒柜满装后关闭柜门完成消毒,然后呼叫闲置的洁净区AGV搬运托盘至洁净区进行培养。在洁净区,根据菌菇生长模块的监测数据及对应的菌菇培养时间,控制菌菇在托盘存储区、缓存区、托盘出库区的转移,达到出库条件的托盘由AGV自动搬运至拆垛自动线,完成菌菇称重包装的最后环节。
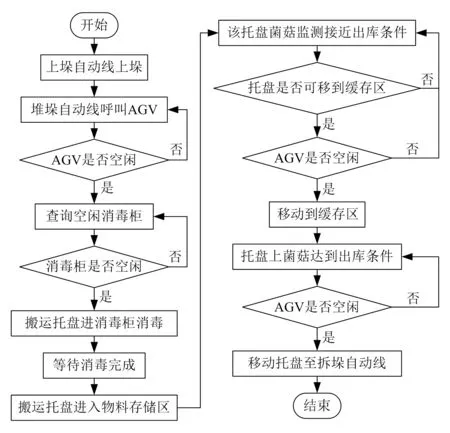
图6 运行流程图
2.3 AGV任务调度策略
AGV主要执行4种类型的任务:
1)从消毒柜搬运托盘至托盘存储区。
每个消毒柜存放10个托盘,依次从各消毒柜取出托盘放置到托盘存储区,当存储区工位大于托盘总数时,每个工位只放置一个托盘,当托盘数量大于N(工位数量)时,查找工位上托盘培养时间最短的托盘进行码垛。该任务优先级最高。
2)在托盘存储区调整托盘位置。
为有效利用空间,当托盘数量大于N时,AGV空闲时对托盘存放区托盘位置进行调整,调整策略为将待出库培养皿尽量调整到堆垛上方,方便后续运达缓存区,也有利于食用菌的生长。系统根据各工位上下托盘的出库剩余时间,计算最简易调整次数进行调整,该任务优先级第二。
3)将符合条件的托盘搬运至托盘缓存区。
对于待出库托盘,AGV将对应托盘放置于缓存区,该任务优先级第三。
4)将托盘缓存区托盘搬运出仓库。
AGV将缓存区符合出库条件的托盘搬运出仓库,该任务优先级第三。
调度系统调度AGV按优先级从高到低执行,优先满足高优先级的任务安排,当AGV无法满足相应的AGV任务时,调度系统将任务挂起等待执行。
3 应用案例介绍
某食用菌工厂每小时堆料机可打包48垛待搬运托盘,有10个灭菌柜,物料入库需要4个人不间断搬运完成,物料堆垛出库需4个人穿着防护服在高温高湿环境下完成。工厂近期面临着食用菌订单需求越来越多,尤其是对于食用菌需求即将到来的旺季,但人员招聘面临巨大困难,离职率高,工作环境严苛,增加产能只能靠增加更多工人,这对于食用菌淡季来说无疑又增加较多成本。
针对该需求做如下方案:
如图7所示,首先AGV从码垛机搬运堆砌好培养皿的托盘,将托盘放置于灭菌柜中消毒。

图7 工厂布局图
洁净区AGV将消毒完成的托盘布置于培养区,培养区被系统划分成各个独立的部分,一个培养区最大可划分的托盘放置区为N,为节省空间,每个工位可进行双层堆垛,即将其他托盘放置在已有托盘的上方。
系统最多可放置托盘数量为(2N-1)。AGV放置好托盘后,调度系统会记录托盘放置位置及托盘进入时间,并存放到对应工位所对应的数据库。
培养皿通常28天左右会进行出库处理,内置于培养皿的菌菇生长监测传感器结合其监测数据对应的菌菇生长情况是否满足出库条件,符合出库条件后,通过调度系统呼叫闲置AGV,闲置AGV提前把待出库的托盘移动到缓存区。
本系统优点:
1)AGV具有自动堆垛到2.5 m高度的能力,相对人工堆垛安全。
2)系统自动结合传感器数据判断出库条件,节省了培养成本。
3)系统可以柔性调整产能,在不同季节有不同的运输能力。
4)效率更高,可以全天候持续运行,搬运速度达到48垛/h,一天工作时长为8 h,相比传统搬运方式,AGV自动搬运效率可以提高3倍。
4 结束语
结合实际应用,本文提出了一种应用于食用菌工厂的采用激光导航方式叉车型AGV,满足食用菌工厂的定位要求的同时,结合传感器技术对食用菌生长情况及出入库需求精确把控,提高了食用菌工厂的生产效率,节约了高温高湿条件下的人工成本,避免了由此带来的安全问题,可以在食用菌行业推广应用。
猜你喜欢
今日农业(2022年2期)2022-06-01 06:10:20
物流技术与应用(2021年11期)2021-12-27 05:17:20
今日农业(2021年12期)2021-10-14 07:30:52
阅读(科学探秘)(2021年9期)2021-05-30 10:48:04
考试与评价·高二版(2020年4期)2020-09-10 07:22:44
海峡姐妹(2020年8期)2020-08-25 09:30:14
制造业自动化(2018年10期)2018-11-02 09:51:40
橡塑技术与装备(2018年14期)2018-07-20 03:22:00
小猕猴学习画刊(2018年5期)2018-06-12 08:41:36
销售与市场(管理版)(2017年3期)2017-03-28 05:59:25