
抗菌优可丝/棉混纺针织物的植物染料染色工艺
2022-10-17 10:35张欢怡刘欣晨吴安琪
纺织科技进展 2022年9期
张欢怡,肖 雯,刘欣晨,吴安琪,李 萍
(嘉兴南湖学院,浙江 嘉兴 314001)
优可丝纤维是赛得利公司研发的一种新型生态环保抗菌纤维,从天然木材中提取,无合成成分[1],通过纺前注射的方式将活性抗菌物质均匀分散在纤维内部及表面,具有安全无害的抗菌性能,而且经50次水洗后仍能够达到国标“3A”的抗菌效果。优可丝抗菌纤维可自然堆肥降解,且降解后的成分可以促进土壤再生[2],是替代石油基材料的一种绿色生态材料,目前在内衣等贴身衣物方面应用较多。
植物靛蓝染料属于天然染料,具有无毒、无害、无污染等优点,因其大多提取自板蓝根中,具有一定的药用价值[3]。在天然染料的分类中植物靛蓝染料属于还原染料,靛蓝染料的分子结构中含有羰基,没有水溶性基团,不溶于水[4]。染色时需在强还原剂和碱性的条件下,将染料还原成可溶性的隐色体钠盐才能上染纤维,隐色体上染纤维后再经氧化,重新转变为原来不溶性的染料而固着在纤维上[5]。采用天然植物靛蓝染料对抗菌优可丝/棉混纺针织物进行染色处理,探究其染色工艺,实现从原料到织造及后整理的全流程生态环保生产,符合绿色发展的要求。
1 试验部分
1.1 织物的制备
将抗菌优可丝纤维粗纱(0.85 g/m,圣美隆羊绒制品有限公司)和棉纤维粗纱(0.65 g/m)在多功能环锭细纱机上,通过牵伸加捻纺成5.4 tex抗菌优可丝/棉(30/70)混纺针织纱。其纺纱工艺为:纺纱速度7 500 r/min,前罗拉牵伸比1∶10,后罗拉牵伸比1∶30,捻度370 T/m。后将纺成的纱线在14G STOLL电脑横机上织造抗菌优可丝/棉混纺针织物。
1.2 试剂与仪器
试剂:植物靛蓝染料(常州美胜),保险粉,NaOH。
仪器:48锭多功能环锭细纱机(苏州华飞),STOLL电脑横机,Y517B摩擦色牢度仪,S-W12D耐洗色牢度试验机,HH-8数显恒温水浴锅,Datacolor SF 800型测色配色仪。
1.3测试指标
1.3.1K/S值
选用Datacolor SF 800型计算机测色配色仪测试织物不同部位的染色深度K/S值,K/S值大小与染色深度呈正相关。
1.3.2 耐水洗色牢度
4 cm×10 cm大小的试样缝合于黏胶织物和普通腈纶织物之间,置入温度60℃的皂液中,机械搅拌30min。后将试样冲洗并干燥,与灰色样卡对比,评价试样变色等级。
1.3.3 耐摩擦色牢度
试样规格为5 cm×20 cm(纵向、横向各一块),以及5 cm×5 cm的棉织物(前处理过),分别测试试样纵向和横向的干湿摩擦色牢度,与标准样卡对比,评价变色等级[6]。
2 单因素试验
2.1 方案设计
靛蓝染料属于还原染料,分子中不含水溶性基团,染色时需在碱性和强还原剂的条件下被还原成隐色体上染纤维[7]。隐色体上染完毕后,再经空气氧化,隐色体重新转变成原来不溶性染料而固着在纤维上[8]。
靛蓝染料用全浴法还原,浴比1∶50,室温下加入靛蓝染料、保险粉和NaOH,以均匀稳定的速度升温至还原温度,染料还原后放入抗菌优可丝/棉混纺针织物,染色一定时间后降温至室温氧化,染色工艺曲线如图1所示。
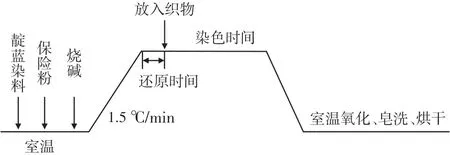
图1 染色工艺曲线
用植物染料染抗菌优可丝/棉混纺针织物,其影响因素主要包括染料浓度、保险粉浓度、NaOH浓度、还原时间和染色温度,单因素染色试验方案见表1。
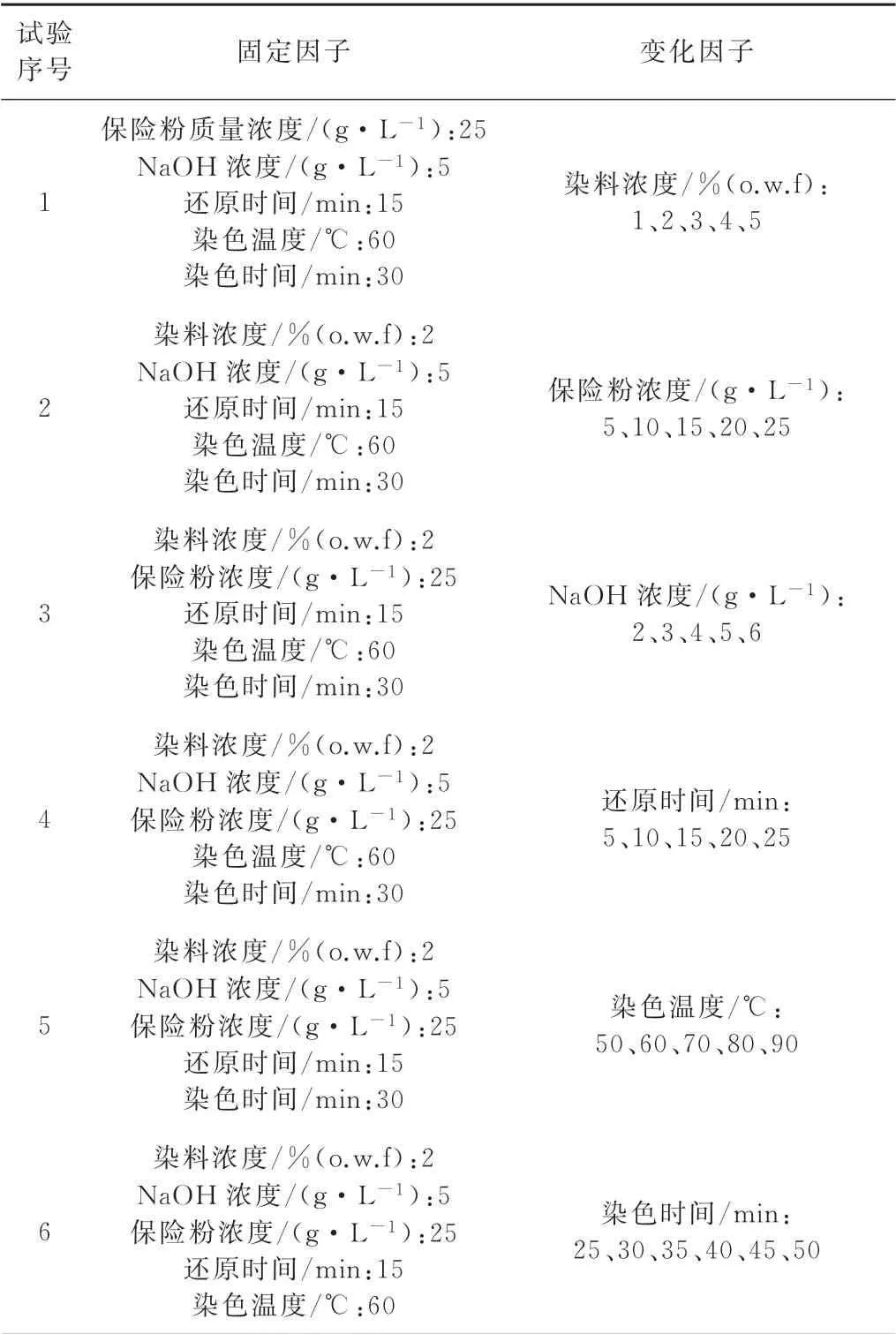
表1 单因素染色试验方案
2.2 结果与分析
2.2.1 染料浓度
由图2可以看出,当染料浓度从1%(o.w.f)增加到5%(o.w.f),面料的K/S值有增大趋势,最大K/S值与最小K/S值的差值为1.41,总体上是比较平缓的,当染料浓度为3%时,K/S值达到最大25.79,综合考虑靛蓝染色深度及经济因素,在后续正交试验采用染料浓度2%(o.w.f)。
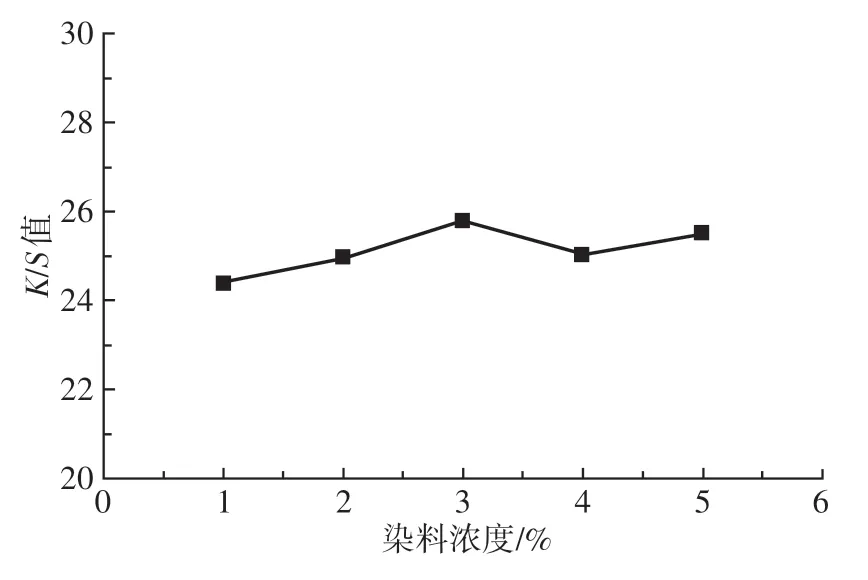
图2 染料浓度与K/S值的关系
2.2.2 保险粉浓度
保险粉在靛蓝染料上染抗菌优可丝/棉混纺针织物的过程中起着促进染料还原的作用。由图3可以看出,随着保险粉浓度的增加,织物的K/S值从4.59逐渐增加到最大值21.32,当保险粉浓度大于20 g/L,K/S值有所减小。这是因为随着保险粉浓度的增加,靛蓝染料的还原程度增加,促进染料的上染[9],而当保险粉浓度过高,会导致染料还原过度,靛蓝染料不能完全上染到抗菌优可丝/棉混纺针织物上,K/S值变小。
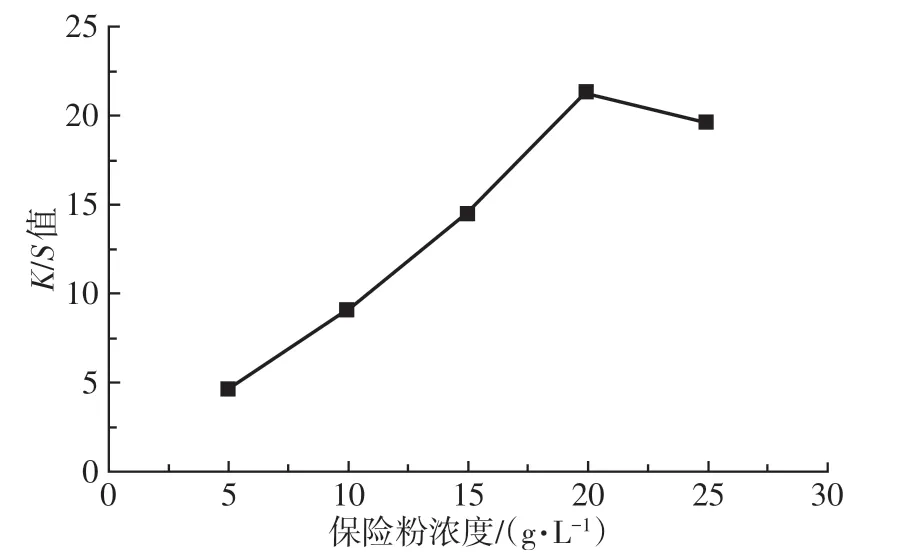
图3 保险粉浓度与K/S值的关系
2.2.3 NaOH浓度
NaOH在靛蓝染料上染抗菌优可丝/棉混纺针织物的过程中给保险粉的还原反应提供碱性环境。由图4可以看出,随着NaOH质量浓度的增加,K/S值先增大后减小,当NaOH质量浓度为4 g/L时,K/S值达到最大值19.80。这是因为随着NaOH浓度的增加,保险粉分解的酸性物质被中和,染色p H值增加,促进染料的上染。而当NaOH浓度继续增加时,染液p H值超过靛蓝染料上染的最佳p H值,影响染料的上染,导致K/S值下降。染色后面料表面的最大K/S值与最小K/S值之间的差值为11.56,面料的染色效果受NaOH质量浓度的影响较大。
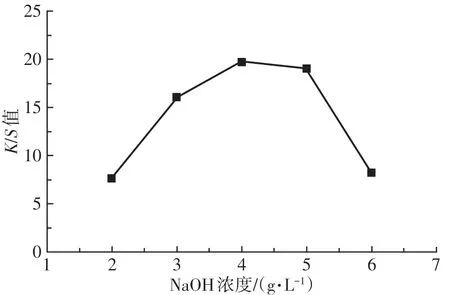
图4 NaOH浓度与K/S值的关系
2.2.4 还原时间
由图5可以看出,随着还原时间的增加,面料的K/S值波动较大,当还原时间为10 min时,K/S值最大,染料的上染深度最大;当还原时间大于10 min时,染料的上染深度随还原时间的增大逐渐减小,延长还原时间并不能使织物表面染色深度加深。
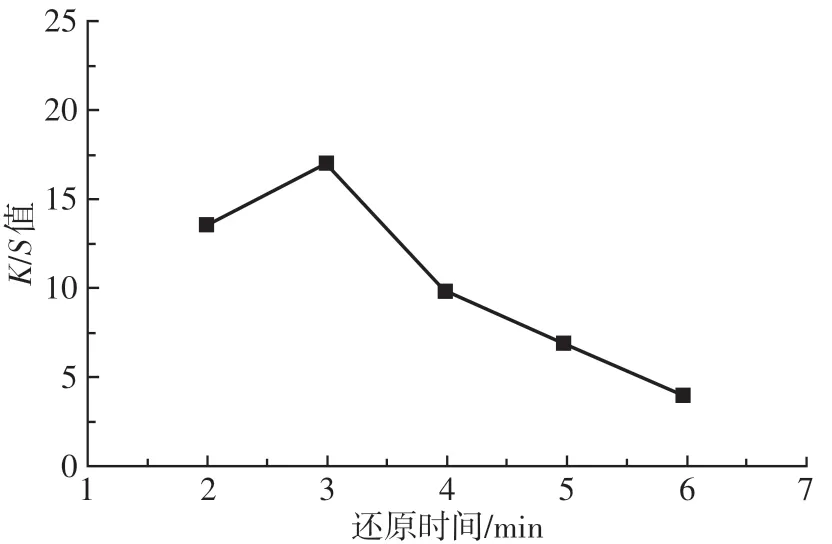
图5 还原时间与K/S值的关系
2.2.5 染色温度
从图6可以看出,随着染色温度的增加,面料表面的K/S值有较大变化,呈现先增加后减小的趋势;当染色温度为70℃时,K/S值达到最大值22.66,当温度大于70℃,K/S值开始下降。这是因为植物靛蓝染料属于低温染色型染料,温度过高会导致染料分解,进而影响对织物的上染,导致得色率低。
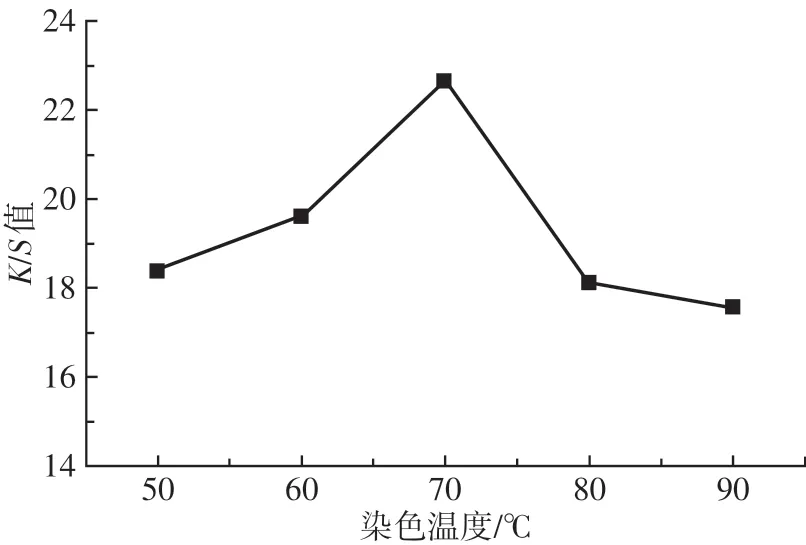
图6 染色温度与K/S值的关系
2.2.6 染色时间
如图7所示,随着染色时间的增加,K/S值逐渐增加后趋于稳定,织物表面的染色深度逐渐增加后基本不变,当上染40 min后,织物表面的K/S值接近最大,后续正交试验选择染色时间40 min。
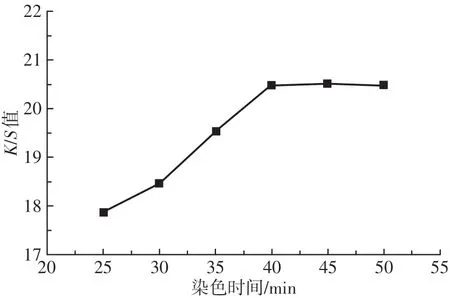
图7 染色时间与K/S值的关系
3 正交试验
3.1 方案设计
根据单因素试验中得到的结果,得出其Na OH浓度、保险粉浓度、染色温度、还原时间4个因素对抗菌优可丝/棉混纺针织面料染色后K/S值影响较大,因此选取这4个因素进行L9(34)正交试验。正交因素水平表见表2,正交方案见表3。
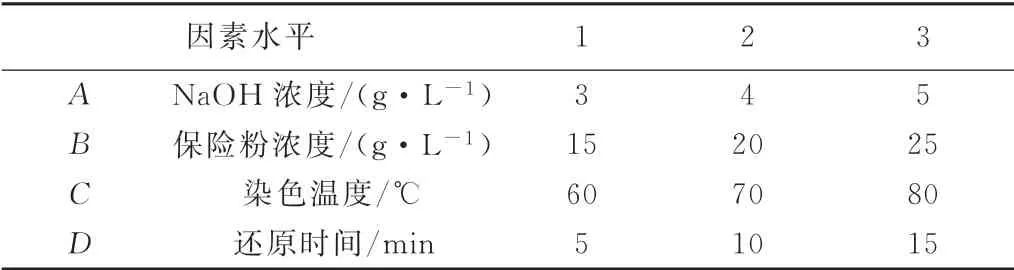
表2 正交因素水平表
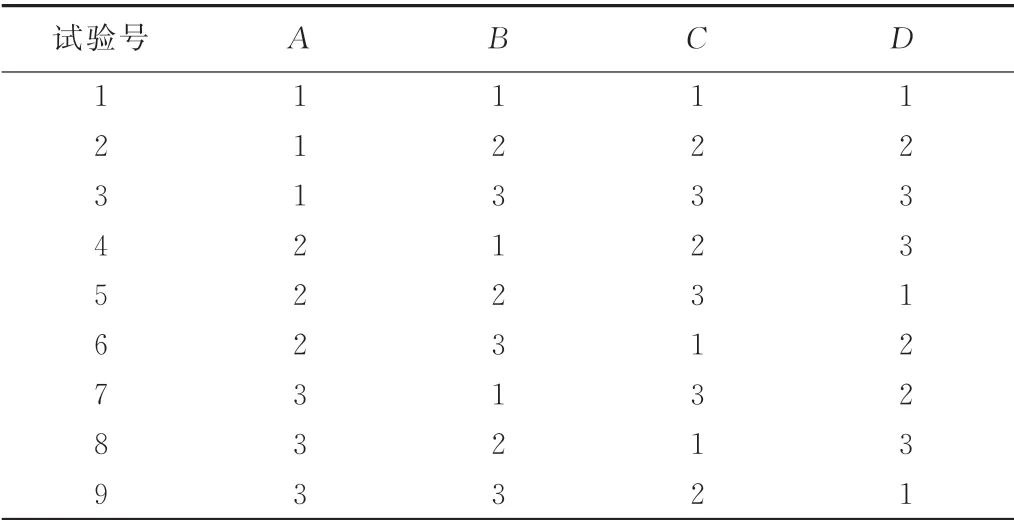
表3 正交试验方案
3.2 结果与分析
植物靛蓝上染抗菌优可丝/棉混纺针织面料的正交试验结果见表4。

表4 正交试验结果
根据极差判断4个因素的影响主次为:NaOH浓度>保险粉浓度>还原时间>染色温度。最优方案为A2B3D1C2,即NaOH浓度4 g/L,保险粉浓度25 g/L,还原时间5 min,染色温度70℃。
3.3 优选工艺染色效果
采用上述优选工艺对抗菌优可丝/棉混纺针织物进行染色整理,其色牢度测试结果见表5。从表5可知,抗菌优可丝/棉混纺针织物的耐水洗色牢度较好,耐摩擦色牢度等级也达到服用织物的要求。
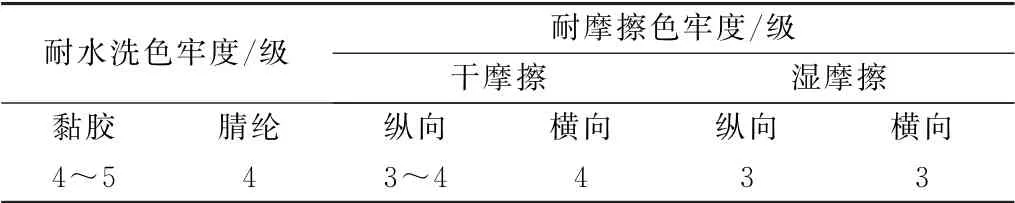
表5 色牢度测试结果
4 结 论
(1)通过单因素试验发现影响抗菌优可丝/棉混纺针织物染色效果的主要因素包括:保险粉浓度、NaOH浓度、还原时间和染色温度。
(2)植物靛蓝染料上染抗菌优可丝/棉混纺针织物的最优工艺为:Na OH浓度4 g/L,保险粉浓度25 g/L,还原时间5 min,染色温度70℃,染色时间40 min,浴比1∶50。
(3)最优工艺整理抗菌优可丝/棉混纺针织物后的耐水洗色牢度4~5级,耐干摩擦色牢度3~4级,耐湿摩擦色牢度3级。
猜你喜欢
纺织服装周刊(2022年13期)2022-04-15
阅读与作文(小学高年级版)(2019年2期)2019-03-27
红领巾·成长(2018年10期)2018-11-19
商情(2018年9期)2018-03-29
考试周刊(2018年8期)2018-01-19
小溪流(画刊)(2017年3期)2017-03-23
中国市场(2017年5期)2017-03-15
中国纤检(2015年15期)2015-11-13
纺织导报(2009年7期)2009-07-30
纺织导报(2009年6期)2009-06-29
