
基于田口试验方法的汽车仪表前框工艺参数优化
2022-10-10 01:56方明月张振东黄永跃
新乡学院学报 2022年9期
方明月,张振东,黄永跃,王 儒
(安徽信息工程学院 机械工程学院,安徽 芜湖 241100)
近年来, 随着模具行业的迅速发展以及塑料制品的广泛应用, 模具行业逐渐成为我国国民经济发展的重要组成部分。 汽车轻量化的提出,使得塑料在汽车行业逐渐被广泛运用, 这就对塑料配件的质量提出了更为严格的要求。 在实际生产中,翘曲变形量是影响注塑件质量的关键因素。 控制翘曲变形量的传统方法是试模法, 但是该方法效率低,经济效益较差。 为此,许多学者做了相关研究。
王丽珍等[1]研究汽车挡位杆的各种质量缺陷与工艺参数之间的关系, 找出了各工艺参数对产品影响程度及最佳工艺参数组合。李六月等[2]通过Taguchi 正交试验方法研究了工艺参数对汽车顶棚零件的变形量的影响,得出影响翘曲变形量最大的因素为浇口位置,并得到最优工艺参数组合。 张节群[3]运用正交试验和Moldflow 软件对烟雾报警器外壳零件进行了表面质量优化。 王家涛[4]以翘曲变形量为优化目标,通过正交试验获得了最优工艺参数组合。
本文以汽车仪表前框为例, 利用Moldflow 软件和田口试验方法探究注塑成型工艺对翘曲变形量的影响,设计了试验方案并对试验结果进行量化分析,得到了翘曲变形量的影响因素。
1 汽车仪表前框工艺性分析
1.1 零件分析
汽车仪表前框三维模型如图1 所示, 其尺寸为398.4 mm×207.3 mm×32 mm。

图1 汽车仪表前框三维模型
1.2 模型建立
塑料制品的结构比较复杂, 有许多倒角和小凸台等微小结构。 对于流动分析而言,要求网格匹配度只有大于85%, 才能保证整个模流分析过程比较顺利地进行。 因此在进行模流分析之前,先对塑料制品模型进行结构简化。 利用Moldflow CAD Doctor模型的简化功能, 去除倒角和小凸台等微小结构,再进行仿真分析[5],简化后网格的最大纵横比降低11.97%,网格匹配度提高至91.9%,完全重叠单元数量与配向不正确单元为0。
1.3 材料选择
汽车仪表前框作为仪表信号的电路通道, 对其光滑性、强度、变形量和外观等方面有一定要求。 若塑料制品变形量较大,仪表前框与仪表盖板、仪表后框安装有缝隙,会导致整个仪表密封性不强,进而引发汽车仪表内部电路板进水、 仪表显示不灵等一系列问题,因此需严格控制仪表前框的翘曲变形量。由汽车仪表前框结构特点可知, 其注塑过程中易发生翘曲变形缺陷,故仪表前框材料应选择光洁性、强度和耐磨性较好的ABS 材料[6],本文中的汽车仪表前框注塑材料采用ABS(NC100G20)。
1.4 CAE 数值模拟
运用Moldflow 软件中浇口位置模块对汽车仪表前框模型进行分析, 系统会自动求解出最佳浇口区域与最佳浇口匹配云图(图2)。 由图2 可知,制品的中部位置浇口匹配性最好, 两端位置浇口匹配性最差。

图2 浇口匹配云图
根据图2 以及零件结构特点, 将仪表前框的注塑浇口数目设置为3,浇口分布如图3 所示。 注塑模具中型芯和型腔排布冷却管道, 管道直径为10 mm,管道中心距为20 mm,冷却管布局如图4所示。

图3 浇口分布

图4 冷却管布局
确定浇注系统和冷却系统后, 再对工艺参数进行设置,然后对仪表前框进行仿真分析,得到翘曲变形量的仿真结果,如图5 所示。

图5 翘曲变形量
2 工艺参数优化
2.1 试验设计
汽车仪表前框的翘曲变形量是影响制品装配精度和表面质量的主要因素, 因此将翘曲变形量作为优化目标,采用田口试验方法进行优化。
2.1.1 试验因素与水平
为了能够得到最优工艺参数组合, 需合理设置田口试验的因素和水平。本文选取模具温度、熔体温度、冷却时间、保压压力、保压时间和注射时间6 个因素作为试验因素, 每个试验因素在合理范围内选择5 个水平,如表1 所示。

表1 因素水平表
2.1.2 田口正交试验


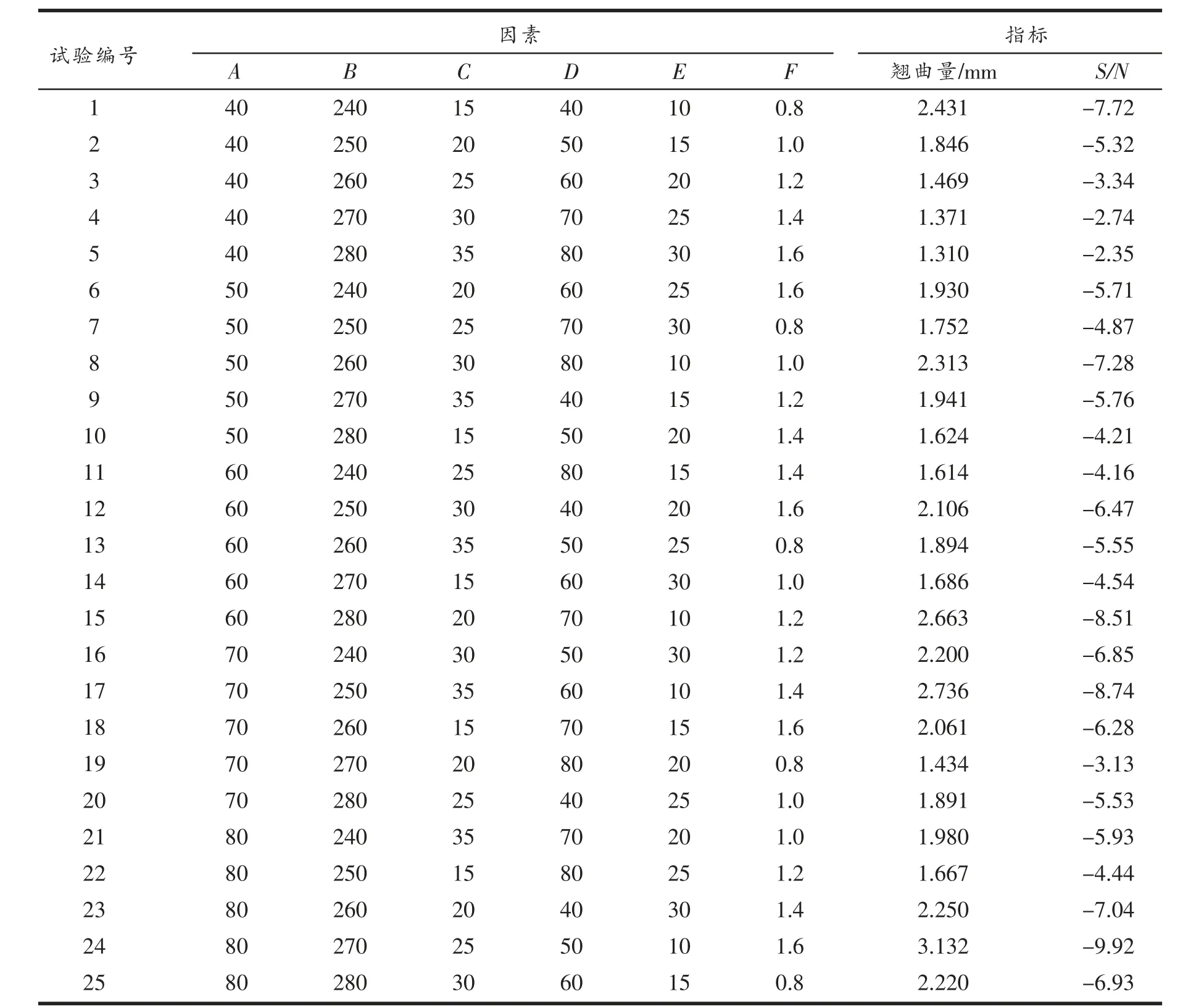
表2 正交试验结果与信噪比
2.2 结果分析


信噪比越大表示优化效果越好, 即翘曲变形量越小。 从表3 和表1 可知: 随着模具温度的增加, 信噪比呈减小趋势, 即翘曲变形量呈增大趋势,最优模具温度为40 ℃;随着熔体温度和保压时间的增加, 信噪比呈先增加后减小趋势, 即翘曲变形量呈先减小后增大趋势, 最优熔体温度和保压时间分别为270 ℃和20 s; 随着冷却时间的增加, 信噪比经历先减小后增大然后再减小再增大的过程, 即翘曲变形量也经历先增大后减小然后再增大再减小的过程, 最优冷却时间为15 s;随着保压压力的增加,信噪比呈增大趋势,即翘曲变形量呈减小趋势, 最优保压压力为80 MPa;随着注射时间的增加, 信噪比呈先减小后增大再减小的趋势, 即翘曲变形量呈先增大后减小再增大的趋势, 最优注射时间为1.4 s。

表3 翘曲变形量信噪比的均值
3 试验验证
为确定田口试验方法得到最优工艺参数组合的正确性, 利用Moldflow 软件对该工艺参数组合进行仿真试验验证,仿真结果如图6 所示。 对比优化前的翘曲变形量可知,优化后的翘曲变形量明显减小,由2.672 mm 降至1.174 mm, 降低了56.06%, 由此可见,上述得到的最优工艺参数比较合理。

图6 优化后的翘曲变形量
4 总结
(1)将汽车仪表前框模具温度、熔体温度、冷却时间、保压压力、保压时间、注射时间作为试验水平因素,以制品的翘曲变形量作为试验指标,通过田口正交试验方法对汽车仪表前框工艺参数进行优化。对田口试验结果进行极差分析, 得出最优的工艺参数组合:模具温度为40 ℃,熔体温度为270 ℃,冷却时间为15 s,保压压力为80 MPa,保压时间为20 s,注射时间为1.4 s。
(2)利用Moldflow 软件对最优工艺参数组合进行模流分析,得到的翘曲变形量为1.174 mm,与优化前的翘曲变形量相比,降低了56.06%,达到优化制品表面质量的目的,满足模具设计对翘曲变形量的要求。
猜你喜欢
汽车实用技术(2022年16期)2022-08-31
现代仪器与医疗(2022年1期)2022-04-19
汽车实用技术(2022年5期)2022-04-02
北京理工大学学报(2021年12期)2022-01-13
北京理工大学学报(2021年8期)2021-09-14
建材发展导向(2021年23期)2021-03-08
智慧少年·故事叮当(2020年10期)2020-11-06
中华诗词(2020年1期)2020-09-21
作文周刊·小学二年级版(2018年29期)2018-11-26
数学大王·中高年级(2016年12期)2016-12-26
