轻型汽车排放在用符合性抽样及判定规则研究
2022-09-27 03:17:50苏盛
柴油机设计与制造 2022年3期
苏盛
(厦门环境保护机动车污染控制技术中心,福建 厦门 361023)
0 前言
近年来,随着我国国民经济的飞速增长和人民生活水平的快速提高,汽车已成为大众消费品。2013—2019年,我国机动车保有量由1.2亿辆增长至2.6亿辆[1]。汽车在给人民生产生活带来便利的同时,也带来了严重的大气污染问题[2]。
为了进一步控制汽车排放对环境的影响,我国在制定新车排放限值规定的同时,也加强了汽车在用符合性检查,对在用车的排放进行有效控制,保证车辆在正常使用期限内其排放符合法规要求[3]。在用符合性检查是对已通过排放形式核准和生产一致性检查的车型,要求制造企业采取措施,确保其排放控制装置在正常使用条件下和汽车正常寿命期内始终有效运行[4]。我国轻型汽车从国家第3阶段机动车污染物排放标准(国家颁布的不同阶段机动车污染物排放标准,以下简称“国三标准”、“国四标准”、“国五标准”、“国六标准”)开始,要求对其在用符合性进行检查。国六标准发布之后,主管部门对轻型汽车的监管重点逐渐转变成事中、事后监管,从而更加注重生产一致性抽检和在用符合性抽检,逐步形成汽车全生命周期的监管体系[5]。对企业生产车辆进行在用符合性检查之后,一旦出现在用符合性不满足法规要求的情况,企业将面临车辆的召回、对用户的赔偿及主管部门罚款等一系列损失[6]。因此,了解抽样和判定规则是产品质量控制的一项重要内容。
本文主要研究国五和国六标准中有关轻型汽车在用符合性的管理要求,通过统计学理论推导出轻型汽车国五、国六标准的在用符合性抽检判定依据。根据统计学原理解析国五、国六标准在用符合性检查的抽样及判定规则,并绘制国五、国六标准中的在用符合性检查抽检特性曲线(OC)和平均样本量(ASN)曲线。对比分析了2种方法对企业生产质量和风险控制要求的差异,以期为企业更好地理解国六标准中的在用符合性要求,合理安排在用符合性自查试验项目,在控制产品生产质量的同时尽可能降低自查成本等方面提供指导。
1 国五标准在用符合性抽样及判定规则
1.1 国五标准在用符合性试验统计要求
国五标准在用符合性试验流程如图1所示。流程采用2种不同的程序进行:① 对中高排放样车评估时采用的程序;② 不对中高排放样车单独采用的程序。鉴于高排放车评估程序不涉及抽样规程,本文只讨论不对中高排放样车单独采用的程序。
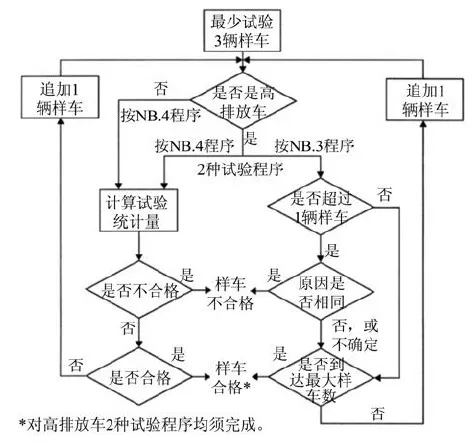
图1 国五标准在用符合性试验规程
国五标准不对中高排放样车单独采用的评估程序,其抽样规则为:最少抽取3辆样车,使得当一批车辆缺陷率为40%时,则判定为通过试验的概率为95%,即生产者风险为5%;当一批车辆缺陷率为75%时,则判定为通过试验的概率为15%,即消费者风险为15%[7]。计算样品中不合格品的数量,如果不合格品数量没有超过国五标准判定表中的通过判定数,则判定为在用符合性试验通过;如果不合格品数量超过了判定表中不通过判定数,则判定在用符合性试验不通过,应该追加1辆样车继续进行统计评估。
1.2 临界限值的计算
已知生产者风险质量水平PA=40%,生产者风险α=5%,消费者风险质量水平PR=75%,消费者风险β=15%。根据标准《计数序贯抽样检验方案》(GB/T 8051—2008)[8]通过判定数和不通过判定数的计算方式如下。

则:
(1)
(2)
(3)
式中:hA为用于决定接收值的常数;hR为用于决定拒收值得常数;g为序贯抽样参数,用于决定接收值和拒收值的累积样本量的增加数。
当累计样本数n小于截尾样本数nt时,通过判定数A按式(4)计算,结果向下取整;不通过判定数R按式(5)计算,结果向上取整。
A=gn-hA
(4)
R=gn+hR
(5)
截尾样本数表达式如下:
(6)
通过计算得到截尾样本数为20。截尾样本数的接收数At按式(7)计算,结果向下取整:
At=gnt
(7)
拒收数Rt=At+1。
按照上述方法计算出的通过判定数和不通过判定数与累计样本量的关系如表1所示。
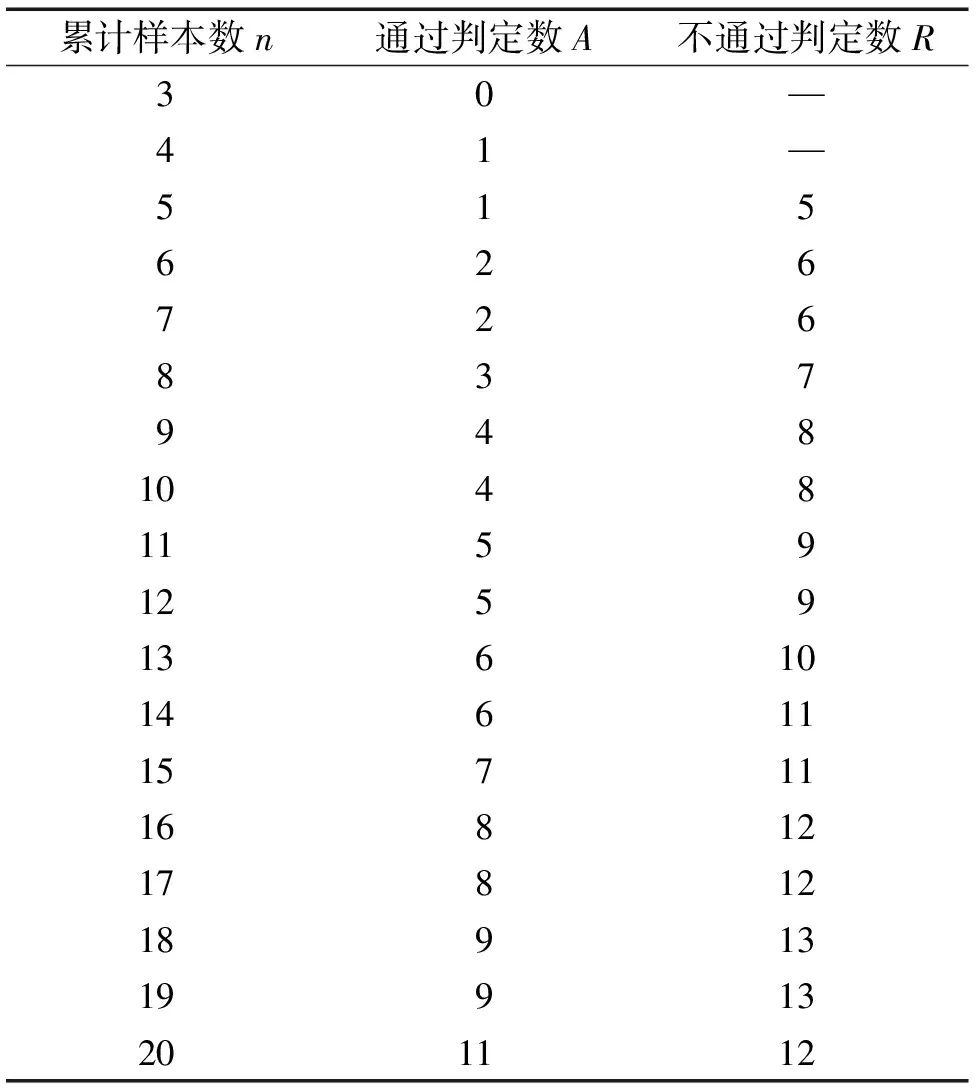
表1 在用符合性判定表
1.3 统计学原理解析
国五标准在用符合性抽检采用计数序贯抽样方法,其核心是根据似然比进行判断。假设H0代表通过在用符合性检查,H1代表不通过在用符合性检查;α和β分别代表生产者风险和消费者风险,具体在用符合性假设检验情况见表2。似然比l的定义式见式(8),似然比l越大,H1发生的可能性越大,似然比l越小,H0发生的可能性越大。

表2 国五标准在用符合性假设检验
(8)
式中:f(Data|H1)为H1事件发生的似然函数,f(Data|H0)是H0事件发生的似然函数。
定义S为在用符合性抽检中不合格样品数,服从二项分布B(n,p),构建似然比函数如下:
(9)
式中:p0为批次不合格率40%;p1为批次不合格率75%。
两边同时取对数,可得:
(10)
1.4 OC曲线
根据规定的抽检方案,把具有给定质量水平的检验批判定为接收的概率称为接受概率。它既是批次不合格率p的函数,又可以看成给定抽检方案的抽检特性函数。接受概率随产品批次质量变化的曲线称为OC曲线。每个特定的抽检方案必然对应1条OC曲线。OC曲线定量地反映了产品质量状况和被接收可能性之间的关系[9]。通过绘制OC曲线,企业可以清楚地知道过程质量水平控制在什么程度才能保证在用符合性抽检时有较大的通过概率。
按照式(11)和式(12)可计算OC曲线的参数过程风险质量水平P和相应的接受概率Pa:
(11)
(12)
式中:λ为中间参数。通过代入有选择的指数参数λ,即可求出过程质量水平P和相应的接受概率Pa。
图2给出了根据国五标准在用符合性抽样方案绘制的OC曲线。
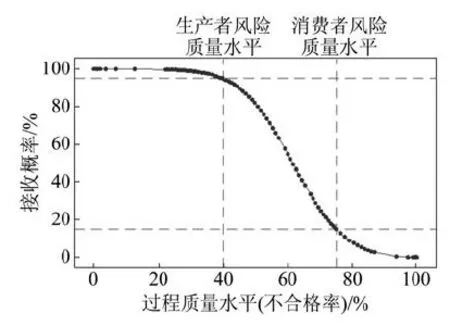
图2 国五标准在用符合性抽样特性曲线
1.5 平均样本量(ASN)计算
根据GB/T 8051—2008,平均样本量按式(13)进行计算,计算结果如图3所示。
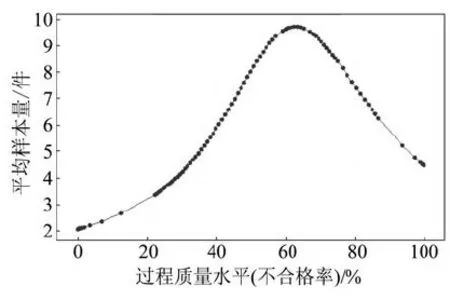
图3 国五标准在用符合性平均样本量
(13)
式中:nav为平均样本量。
2 国六标准在用符合性抽样及判定规则
国六标准在用符合性检查流程如图4所示,国六标准在用符合性抽样计划判定限值见表3。国六标准在用符合性的抽样规则为:最少抽取3辆样车,当一批样车缺陷率为20%时,可判定通过试验的概率为90%即生产者风险10%;当一批样车缺陷率为60%时,可判定通过试验的概率为10%即消费者风险为10%[10]。统计样品中不合格品的数量,如果不合格车辆数没有超过表3中通过判定数,则判定为在用符合性试验通过,如果不合格车辆数超过了国六标准判定表中不通过判定数,则判定在用符合性不通过,否则应该追加1辆车继续进行统计判定。
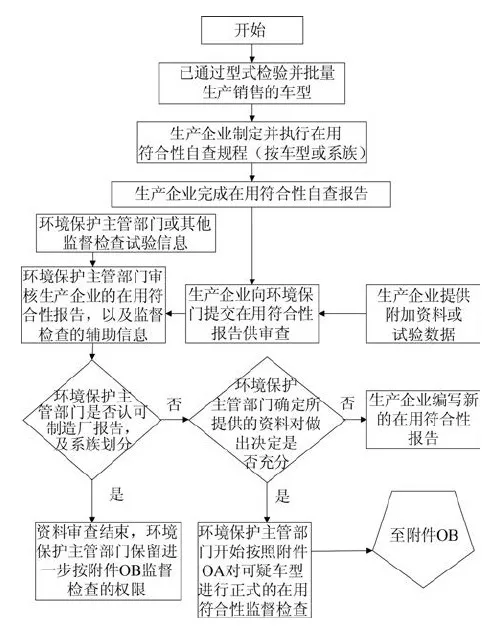
图4 国六在用符合性检查流程
2.1 临界限值的计算
已知生产者风险质量水平PA=20%,生产者风险α=10%,消费者风险质量水平PR=60%;消费者风险β=10%。按照临界限值的计算方法计算,结果见表4。计算结果与表3存在差异。
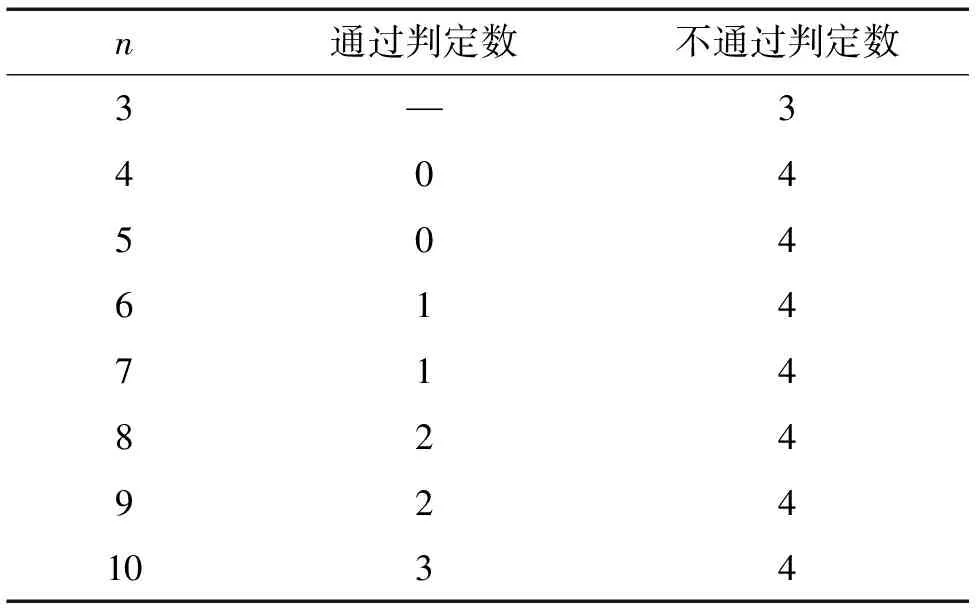
表3 国六标准在用符合性抽样计划判定限值
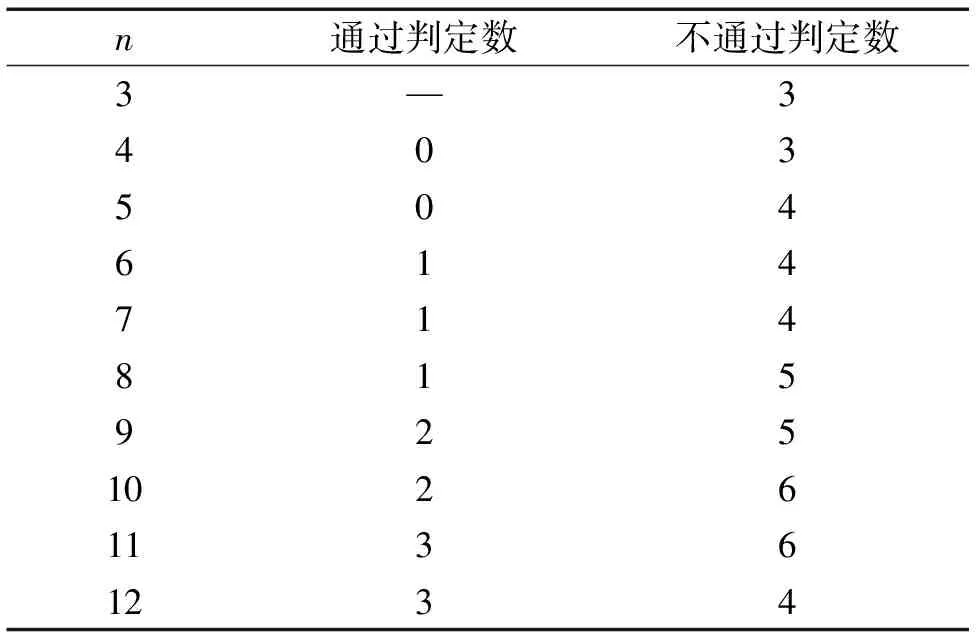
表4 国六标准在用符合性抽样计划判定限值计算结果
2.2 OC曲线和ASN计算
绘制国六标准在用符合性OC曲线并与国五标准进行对比,如图5所示。按照1.5节的方法计算国六标准在用符合性抽检ASN曲线并与国五标准进行对比,如图6所示。

图5 国五、国六标准在用符合性抽检特性曲线对比
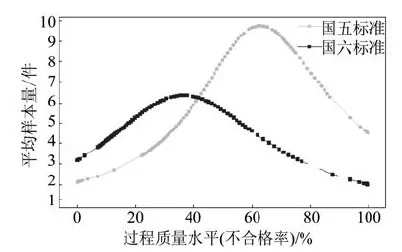
图6 国五、国六标准在用符合性平均样本量曲线对比
3 在用符合性抽样及判定规则对比
对比图5和图6可知:① 国六标准在用符合性整体要求要比国五更加严格,即为了保持与国五标准同样的生产者风险,国六标准在用符合性抽检方法要求企业更好的控制的生产者风险质量水平。② 当过程质量水平(不合格率)为40%时,国五标准在用符合性通过概率为95%,而国六标准在用符合性通过的概率仅为50%左右。生产企业需要更大的投入进行产品过程质量控制才能使产品通过在用符合性抽查的概率更大。国五标准在用符合性OC曲线比国六标准在用符合性OC曲线斜率更大,说明国五标准在用符合性抽检方案比国六标准在用符合性抽检方案鉴别能力更强,更不容易出现误判。③ 国六标准抽检方案所需平均样本量更少,国六标准过程质量水平(不合格率)在30%~40%时,所需的平均样本量最大,而国五标准过程质量水平(不合格率)在60%~65%时,所需平均样本量最大。
4 结论
通过对轻型汽车国五、国六标准在用符合性的抽样及判定规则的研究,推导出了在用符合性检查判定依据,并绘制轻型汽车在国五、国六标准中在用符合性检查的OC曲线和ASN曲线。通过对2种曲线进行分析,得出以下结论。
(1)国六标准在用符合性整体要求要比国五标准更加严格,即为了保持与国五标准同样的生产者风险,国六标准在用符合性抽检方法要求企业控制更小的生产者风险质量水平。当过程质量水平(不合格率)为40%时,国五标准在用符合性通过概率为95%,而国六标准在用符合性通过概率仅为50%左右。生产企业需要更大的投入进行产品过程质量控制才能使产品通过在用符合性抽查的概率更大。
(2)国五标准在用符合性OC曲线比国六标准在用符合性OC曲线斜率更大,说明国五标准在用符合性抽检方案比国六标准在用符合性抽检方案鉴别能力更强,更不容易出现误判。
(3)国六标准抽检方案所需平均样本量更少,说明相较于国五标准,国六标准的抽样及判定规则抽检得出结论所需的平均样本数更少,有利于监管部门和企业节约时间和成本。
猜你喜欢
汽车实用技术(2022年16期)2022-08-31 07:01:16
车主之友(2022年4期)2022-08-27 00:58:12
汽车实用技术(2022年10期)2022-06-09 11:16:54
装备制造技术(2020年3期)2020-12-25 05:21:58
经济技术协作信息(2020年30期)2020-02-28 17:32:10
中国质量监管(2017年7期)2017-09-30 05:49:20
中国质量万里行(2017年2期)2017-02-18 16:10:10
中国质量万里行(2017年2期)2017-02-18 15:53:35
中国质量监管(2016年10期)2016-07-10 10:24:23
中国卫生质量管理(2015年1期)2015-12-01 05:43:30