
真空丝印机实用检漏方法的应用
2022-09-27 06:14李育建
设备管理与维修 2022年17期
李育建
(珠海镇东有限公司,广东珠海 519070)
0 引言
真空丝印机的主要功能就是提供丝印塞孔的真空工作环境,去除电路板孔内及油墨内的气泡,保证电路板塞孔后的品质无气泡、空洞等缺陷。要达到此要求,真空丝印机的工作真空度需达到≤100 Pa,如果真空计显示的数值高于此数值,真空丝印机将会报警提示并停止工作。这是就需要对真空丝印机进行检漏,查出漏点并进行处理。真空丝印机是一种大型真空设备,有配套的真空泵1 台以及精度为0.1 Pa 的电阻真空计2 个,根据珠海镇东公司有关真空检漏的经验,在对真空检漏方法以及真空丝印机的结构、功能有充分的了解之后,按照一定的流程和方法,利用现有的真空泵和真空计进行真空检漏是完全可行的。
1 真空检漏方法
1.1 常用的真空检漏方法及特点
真空检漏的方法按照有关的标准,可以分为定位检漏法、定量检漏法、定性检漏法。如果根据压力容器内外受力所处的状态来分可分为加压检漏法和抽真空检漏法等。加压检漏法:就是对被检容器内部充入一定压力的示漏物质。抽真空检漏法:对被检容器抽真空,使被检容器和检漏仪器的敏感元件均处于真空状态,将示漏物质施加在被检容器的外部,如有漏孔存在,示漏物质由于压力差的作用,通过漏孔被吸入容器的内部及安装有敏感元件的空间,由敏感元件检测出示漏物质的存在,并通过仪器的指针、数据、声光等作用,从而可以判定漏孔的位置和大小。
另外,也可以通过更换疑漏配件或安装盲板等方法,观察真空计度数的变化找出漏点的位置。抽真空捡漏法的优点:对于真空设备而言,设备的工作状态与真空检漏所需要的受力(受压)的方向和状态是完全一致的,检测时容器处于负压状态,只要结构合理一般不会导致容器损坏等安全事故。
现在常用的使用真空规(计)的抽真空检漏法的有如下7个:热传导真空规法(电阻真空计法),电离真空规法,差动热传导真空规法,差动电离真空规法,具有吸附阱的热传导真空规法,具有吸附阱的电离真空规法[1]。
1.2 选择真空检漏方法的一般要求
(1)明确被检容器的工作条件,检漏方法实用,且满足检漏要求。
(2)清楚被检容器所能承受的内压、外压、温度、湿度、介质等极限要求和安全要求。
(3)明确被检容器使用状态时各部位的受力方向、受力大小,检漏时尽量模拟实际工作状态。
(4)反应时间短、检漏快,漏孔位置判断准确,且稳定性好。
(5)示漏物质对设备结构无损害,对环境无污染等,检漏环境宽敞、通风、安全。
(6)操作简单,维修方便,经济适用等[2]。
2 真空丝印机结构分析
真空丝印机外形见图1。为达到快速、准确检漏的目的,除了要了解真空检漏的方法外,很有必要了解真空丝印机结构。

图1 真空丝印机
真空丝印机主要由7 个部分组成(图2):①真空发生系统,如真空泵;②真空控制系统,如真空阀门、真空计、真空规管;③真空传送结构,如真空管道及接头等配置;④工作真空室,一般称为主(大)真空室,真空塞孔工作在此内部进行;⑤转换真空室,又称中转(小)真空室,由前真空室、对位台面及密封机构、小真空盖及移动机构组成;⑥真空丝印塞孔机构,在主真空室内部对PCB(Printed Circuit Board,印刷电路板)进行真空塞孔(气路及元件与检漏有关);⑦电气控制系统等,控制设备运行及安全保护等(与检漏操作有关)。其中,①~⑤部分均与与检漏工作有关。
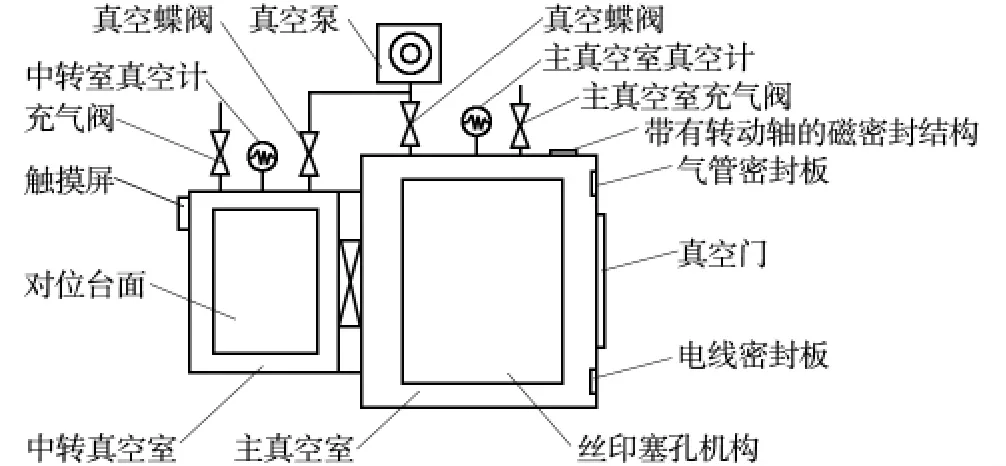
图2 真空丝印机结构
3 真空丝印机检漏方法的选择
真空丝印机选择抽真空检漏法系列中的真空计检漏法(即热传导真空规法)的理由如下[3]:
(1)选择抽真空检漏法:由于真空丝印机在工作时为真空状态,即负压状态,故真空检漏的方法与真空室的受力方式完全一致,抽真空检漏法要求为负压状态,符合检漏方法的选择原则。如果采用加压检漏法,轻则导致多处泄漏,重则导致设备破坏或发生爆炸事故。
(2)选择真空计检漏法:抽真空检漏法有很多种,为考虑降低检漏成本,可以充分利用真空丝印机配套的真空泵和数显真空计,真空丝印机配套数显真空计的精度为0.1 Pa,而且主真空室和中转真空室各配套安装了1 个真空计,完全可以充分利用。
对于真空丝印机而言,抽真空之真空计检漏法就相当于自带了一套真空检漏仪器,既经济又实用(图3~图4)。

图3 真空计

图4 显示真空度数值的触摸屏
4 真空丝印机检漏流程及操作方法
4.1 真空丝印机检漏前真空泵和真空计的校验和确认
由于真空丝印机检漏主要采用的是抽真空检漏法系列中的真空计检漏法,因此必须保证真空丝印机配套的真空泵和真空计使用状态是正常的,真空计的测试和计量是准确的。
(1)确认配套真空泵运行是否正常。可关闭主管道上的真空阀,并启动真空泵,对真空泵进行真空度测试,如果真空泵测试合格(真空度≤1 Pa)就可以排除真空泵的问题。如果是真空泵的问题,则需要马上检查维修或更换真空泵。
(2)确认真空计计量数据的准确性。将主真空室与中转室联通抽真空(真空丝印机一般都配置有2 个精度为0.1 Pa 数显真空计),即两个真空计同时测量1 个容器,当真空度≤100 Pa 时,如果两个真空表的真空度差值≤2 Pa,则表示真空计没有问题,否则就需要更换新的真空计。设备部门也可以配置1 套经技术监督局检测校正的真空计,专门用于真空检漏。通过以上的检查和测试,就可以排除真空泵和真空计的问题,使即将进行的检漏工作得以顺利进行。
4.2 利用真空计进行检漏的流程和方法
4.2.1 单独抽主真空室真空进行检漏
(1)主真空室可能涉及漏气的结构和零配件:台面密封结构,后真空门密封,与主真空室连接的真空管道,主室充气阀,台面水平移动磁密封体。
(2)检查后真空门密封条是否完好,再关好后真空门,将主真空室与中转室隔开,抽真空并观察真空度的变化快慢,如果在5 min之内达到20 Pa,则主真空室密封正常。如果在5 min 之内达不到20 Pa 或更大,则主真空室密封不正常、有漏气现象,需要检漏。
(3)如果主真空室有漏气现象,首先应从内部的气管、接头、气缸等着手。操作及判断的方法:将主真空室外部和内部的气源完全断开,不允许气体流动,即外部的压缩空气进不了主真空室内部。抽真空,如在5 min 之内达到20 Pa,则证明气路及相关元件漏气,需进行检查。具体检查和操作的方法为:将完全断开的气路,每个执行元件的气路按顺序分别接通,接通1 个、稍等片刻后,观察真空计数值的变化,如果数值无变化,则气管、接头、气缸等不漏气,如果气路接通时数值明显变大,则说明气路漏气。气路漏气的原因一般为气管老化开裂或磨损、接头坏或松动、气缸杆密封圈磨损等。
(4)经过以上检查,如果还未发现漏气点,则需检查主室充气阀和台面水平移动磁密封体。检查方法:提前加工好配套盲板,取下充气阀,安装好盲板,抽真空并观察真空计的数值,真空度数值合格,说明充气阀漏气、需更换;如果真空度不合格且无变化,则可能是磁密封体漏气,需按同样的方法进行处理。
4.2.2 单独抽中转室真空进行检漏
(1)中转室可能涉及漏气的结构和零配件:台面密封结构,小真空盖密封,与中转真空室连接的真空管道和真空蝶阀,充气阀,台面密封。
(2)检查后小真空盖密封条是否完好,并将主真空室与中转室隔开,再盖好小真空盖,抽真空,并观察真空度的变化快慢:如果在6 s 之内达到100 Pa 则继续抽真空,真空度≤10 Pa 时则关闭真空蝶阀,如果能保压5 min 后真空度值不超过100 Pa,则中转真空室密封正常;如果不能达到要求,则中转真空室密封不正常,有漏气现象,需要检漏。
(3)中转真空室的基本结构与主真空室的基本结构相似,其零配件也只是规格大小的不同,因此其检漏方法可以参照主真空室的检漏方法。
4.2.3 联通主真空室和中转室进行检漏
在对主真空室和中转真空室分别进行局部真空检漏并认为合格之后,需要将主真空室和中转真空室联通,再进行整体抽真空,如真空度合格则设备检漏完成,可以投入使用。如果两室均已检查,但真空度的数值还是偏高,也未查出漏点,这时同样可以将主真空室和中转真空室联通、进行整体抽真空,如真空度合格,只需要检查中转位置的密封条是否保证密封即可,处理之后,再两室分别抽真空合格,再整体抽真空验证,即可投入使用。
4.2.4 根据真空计记录的数据及现场情况分析进行检漏
在积累了丰富的检漏经验之后,可以直接根据现场实际情况作出判断,进行快速检漏;如果真空度的变化是均匀的、慢慢的,一般情况下为动密封的密封圈磨损所致,检查或更换密封圈即可;如果是随机性的偶然出现真空度达不到要求的情况,一般为真空阀或充气阀的密封出现问题;如果真空室的真空度数值突然变得很大,而且真空阀重复开关数次后,真空计的数值也没有什么变化,一般情况下为真空室内部气路及相关元件漏气,仔细检查即可;如果有磁密封件出现高温、振动、冲击等异常情况,则有必要检查磁密封体是否损坏或失效。
4.3 真空丝印机检漏注意事项
(1)检漏时必须考虑零部件不受腐蚀或损坏,特别注意磁密封体不能使用丙酮、酒精、氟里昂、油、水等液体,磁密封件只能采用封板、密封罩等方法进行检漏。
(2)只能采用抽真空检漏法,不允许采用真空室内部充气的加压检漏法,否则会损坏设备。内部压力过高,还有可能造成爆炸等安全事故。
(3)由于真空丝印机一般放置于无尘室内,为封闭空间,如果采用其他有示漏气体的检漏方法,一定要注意设备检漏空间的通风及使用安全。常见的易燃易爆性示漏物质有氢气、甲烷、乙烷、丙酮、乙醇、乙醚等,有毒有刺激性的示漏物质有丙酮、乙醚、氯仿、氨气等,如果配件齐备,优先采用更换配件或采用盲板的方法检漏,尽量不要利用这些示漏物质进行检漏。
5 结束语
虽然真空丝印机检漏工作比较复杂,但是只要检漏工作人员将真空检漏的方法与真空丝印机的结构结合起来,并不断积累和掌握真空丝印机各结构及零部件的漏气规律,从而简化检漏流程,同时在检漏时做到精益求精、耐心细心,就完全可以得到快速准确的检漏效果。同时,利用真空丝印机配套真空泵和真空计进行检漏,而不必购买价格昂贵的氦质谱检漏仪进行检漏。实践证明,这种抽真空之真空计检漏法不仅可行,而且非常经济、实用。
猜你喜欢
汽车维护与修理(2022年11期)2022-12-07
上海节能(2021年8期)2021-08-29
车用发动机(2021年3期)2021-06-30
中华养生保健(2020年3期)2020-11-16
石油化工建设(2020年1期)2020-08-24
幼儿教育·父母孩子版(2020年2期)2020-05-12
造纸信息(2019年7期)2019-09-10
汽车电器(2019年4期)2019-05-07
中国奶牛(2019年1期)2019-02-15
科学与财富(2016年29期)2016-12-27
