
连退机组炉区张力控制的研究与应用
2022-09-27 06:13:56常生财吕庆秋赵志坚
设备管理与维修 2022年17期
常生财,吕庆秋,赵志坚
(首钢京唐钢铁联合有限责任公司冷轧部,河北唐山 063200)
0 引言
连退炉区张力控制的稳定性对机组的运行和产品质量至关重要[1],近年来,由于张力控制异常导致的带钢跑偏和瓢曲、炉辊速差划伤、炉区堆钢断带问题屡见不鲜,因此对连退炉区的张力控制模型进行研究,通过系统优化解决当前炉区的张力控制问题,具有十分重要的意义[2]。对首钢京唐1700 mm 连退机组炉区张力控制系统进行研究,并针对炉区张力的调节速度、炉温变化导致的张力控制问题,对炉区张力控制进行优化和调整,有效提高炉区张力的稳定性,取得好的效果。
1 炉区张力控制原理
京唐冷轧1700 mm 连退机组炉区共有10 个张力分区,分别为:3 号张力辊、预热段、加热段、均热段、缓冷段、快冷段、过时效1、过时效2、终冷段、水淬段。炉区整体采用基于速度的张力控制,其中3 号张力辊位于炉区入口,主要用于建立炉区入口张力,其余各段炉区张力均由炉辊建立。4 号张力辊位于炉区出口,是炉区主速度辊,其运行速度始终跟随炉区线速度,不参与建张。炉区张力通过张力控制器产生的附加速度建立,炉区张力分区如图1 所示,连退炉区的张力控制分区见表1。
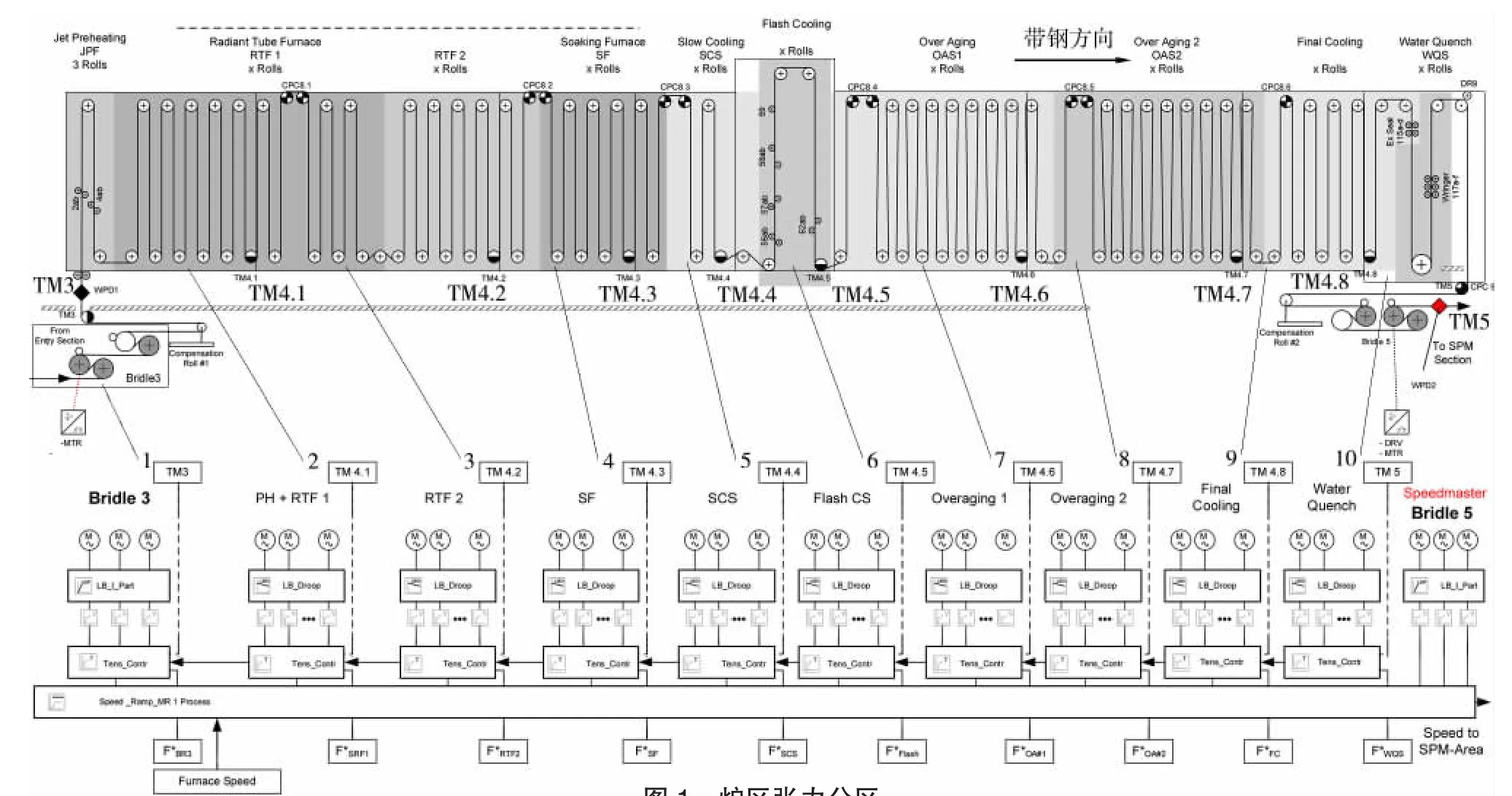
图1 炉区张力分区
炉区10 个张力分区的张力设定值由二级系统下发或者操作人员通过HMI 界面进行设定,设定张力的单位为N,为避免设定张力出现阶跃性的跳变,系统中设置RFG 设定值斜坡功能,RFG 的上升斜坡与下降斜坡可以单独进行设置,调整单位为N/s。同时系统中还设置张力设定限幅功能,保证张力设定在可控范围内。
炉区张力实际值可通过张力计测量反馈,也可通过电机转矩计算得出[3]。如表1 所示,连退炉区共设计10 个张力计,张力计均位于控制区域的出口。张力计TM3—TM11 分别对应10 个张

表1 1700 连退炉区张力控制分区
式中,TQact为炉区电机的转矩,单位为N·m;TQloss为炉区运行中的转矩损失,单位为N·m;i 为炉辊电机的加速比,D 为炉辊的直径,单位为m。
通过以上两种方法得到的张力实际值经过滤波后直接供张力PI 调节器使用[5],调节器的输出即为控制区域的张力附加速度VTECH1。
2 炉区张力控制系统优化
自投产以来,京唐冷轧1700 mm 连退机组因张力问题导致的停机次数为7 次,每次停机后均需要经过长时间的降温过程,严重影响产线的连续生产[6]。同时因张力波动导致的划伤问题增加废品量,降低产品的收益[7]。针对上述情况,对连退炉区张力调节速度进行优化,提高控制精度[8]。
2.1 张力级联优化
针对炉区张力调节速度较慢问题,由于连退炉区通过附加速度控制张力,且基准线速度位于炉区出口的4 号张力辊。除力分区的测量值。通过张力计测量带钢实际张力的计算方法为:

式(1)中,TOS和TDS分别为操作侧和驱动侧张力计压头检测到的压力值,单位为N;θ 为张力计辊与带钢之间的包角。从张力计读出的实际张力通过式(1)计算即可得到带钢的实际张力。
此外,还可通过区域内的电机转矩计算实际张力[4],该方法可替代张力计进行实际张力的反馈,具体方法如下:

式(2)中,TNearby为相邻区域的张力设定值,单位为N;∑Tact_strip为计算区域内参与张力控制的炉辊电机产生的张力之和。∑Tact_strip可通过以下方法得到:

炉区入口段外,当其余张力区段调节设定时,张力调节区域的张力附加速度发生变化会导致入口侧相邻区域的实际张力发生改变,从而间接的造成相邻区域的张力调节,因此一次张力调整会造成所有入口侧的张力区域依次被动做出调节,直到炉区入口。由于连退炉区较长,张力调节造成的张力波动问题将持续一段时间。
针对该问题,在炉区张力控制系统中引入一个新的级联附加速度VTECH2,级联附加速度由控制区域后所有张力控制器的输出决定,计算方法如下:

式(4)中,VTECH1为控制区域后张力控制器的附加速度,单位为m/s;a、b、c 为调整系数,数值采用0.000 1 做计算。
添加张力级联功能后,炉区张力控制附加速度由张力控制器附加速度VTECH1和级联附加速度V级联构成,当张力区域X+1 至区域10 任意一个张力区域变更张力时,通过级联功能使区域X 同步调节张力,提高炉区的张力调节速度。张力级联控制如图2 所示。

图2 张力级联功能图
2.2 炉辊速度纠正
由于炉区在生产不同规格的带钢时炉温会发生变化[9],炉辊直径也会随着炉温的变化而热胀冷缩。实际辊径的变化必然会导致炉辊线速度发生改变。在基于速度的张力控制模式下,运行线速度变化会导致区域的实际张力发生改变。此时张力控制器会产生一个恒定的积分量补偿辊径导致的速度变化,从而稳定区域张力。在正常情况下,由于实际张力跟随设定值上下波动,张力控制器的积分输出也在0 附近波动,而当炉辊辊径变化时,张力控制器的积分值将变为一个正值或者负值,从而降低了张力控制器的输出调节范围。
为了消除炉区温度变化对张力控制的影响,需要对炉辊的运行速度进行纠正[10],降低张力控制器的累计输出。因此在现有的控制方案上引入炉辊的自动速度纠正功能,具体方法是采用对张力控制器的积分值再次进行积分累加,将积分累加的结果作为炉辊的速度补偿。当正常张力控制器的积分值在0 附近波动时,积分值的积分累加也趋近于0,即炉辊速度补偿趋近于0。当由于炉温变化导致张力控制器产生累计积分值时,积分值的积分累加将为一个正负的累加量,将该累加量作为炉辊的附加速度可替代张力控制对炉温导致的张力变化进行补偿,从而使张力控制器的输出重新回到0 附近,增大张力控制器的调节范围,消除炉温波动对张力控制的影响。炉辊速度纠正的计算方法如下:

式(5)中,Vcorrect为炉辊的速度纠正补偿值,单位为m/s;YiTCON2为张力控制器的积分值。
炉辊速度纠正的补偿示意图如图3 所示。
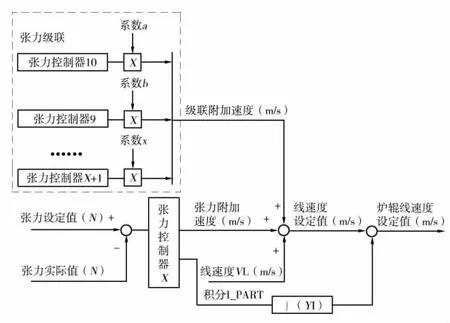
图3 速度纠正功能
3 应用效果
炉区张力级联与炉辊速度纠正功能于2016 年12 月投入使用,为了进一步说明张力级联于自动速度纠正产生的实际效果,对功能投用后的张力调节曲线进行了说明。连退炉区张力控制调节曲线如图4 所示,炉辊附加速度曲线如图5 所示。
图4 中的①时刻,均热段张力由9403 N 增大到112 52 N,缓冷段张力由10 260 N 增大到11 500 N,其他炉区各段张力均未发生变化。通过图5 可以看出,随着均热段和缓冷段调张,张力级联功能使炉区入口、预热段、加热段炉辊附加速度均同步增大,配合均热段和缓冷段调整张力,使调张过程中的张力波动减小,调张速度加快。炉辊速度纠正曲线如图6 所示。
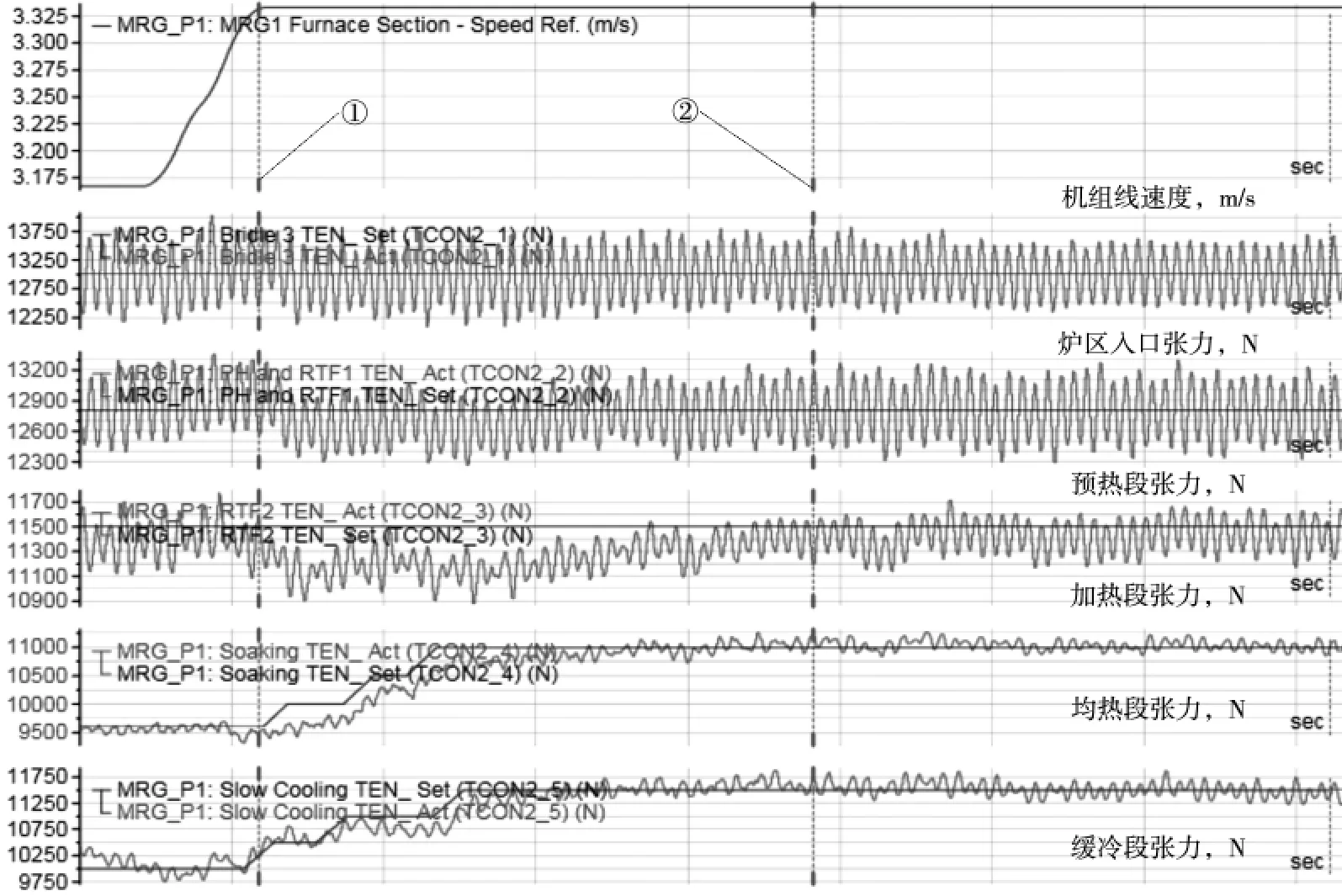
图4 连退炉区张力控制调节曲线

图5 炉辊附加速度曲线
取图6 缓冷段炉辊附加速度举例说明炉辊速度纠正功能的应用效果,当缓冷段张力设定保持恒定时,张力附加速度在自动速度纠正功能的影响下始终在0 附近上下波动,自动速度纠正功能提供的附加速度取代了张力控制器单方向的恒定输出,使张力控制器的调节作用加快,调节范围增大。

图6 炉辊速度纠正曲线
经过现场的实际效果验证,炉区张力级联和自动速度纠正功能有效的提高了炉区张力的调节速度,扩宽了张力控制器的调节区间,优化取得了好的效果。
4 结束语
连退炉区张力控制对机组的运行和产品质量至关重要,对炉区张力控制进行研究,通过增加级联和炉温速度补偿功能,可有效的提高炉区的张力调节速度,消除炉区温度对张力控制的影响,对提高炉区张力控制的稳定性具有十分重要的意义。
猜你喜欢
青少年科技博览(中学版)(2022年11期)2023-01-07 06:21:30
汽车维修与保养(2021年8期)2021-02-16 00:28:20
新世纪智能(高一语文)(2020年9期)2021-01-04 00:42:52
中华诗词(2018年4期)2018-08-17 08:04:12
宝藏(2017年6期)2017-07-20 10:01:02
宝藏(2017年6期)2017-07-20 10:01:01
电子制作(2016年15期)2017-01-15 13:39:09
工业设计(2016年4期)2016-05-04 04:00:15
系统工程与电子技术(2016年2期)2016-04-16 05:16:51
电测与仪表(2014年1期)2014-04-04 12:00:34
