
Development of anti-corrosive coating on AZ31 Mg alloy subjected to plasma electrolytic oxidation at sub-zero temperature
2022-09-26 03:08FatimahKamilHanAlZoubiKo
Journal of Magnesium and Alloys 2022年7期
S.Fatimah,M.P.Kamil,D.I.Han,W.Al-Zoubi,Y.G.Ko
Materials Electrochemistry Group,School of Materials Science and Engineering,Yeungnam University,Gyeongsan 38541,Republic of Korea
Abstract Plasma electrolytic oxidation(PEO)is a promising surface treatment to generate adherent and thick anti-corrosive coating on light-weight metals(Al,Mg,Ti,etc.)using an eco-friendly alkaline electrolyte.High energy plasma,however,inevitably generates porous structures that limit their practical performance.The present study proposes a straight-forward simple method by utilizing sub-zero electrolyte(268 K)to alter the plasma characteristics during formation of the protective coating on AZ31 Mg alloy via PEO with a comparison to the electrolyte at room temperature(298 K).In refrigerated electrolyte,the formation of micro-defects is suppressed relatively at the expense of low coating growth,which is measured to be twice lower than that at 298 K due to the temperature-dependent soft plasma discharges contributing to the development of the present coating.As a consequence,corrosion resistance of the sample processed at 268 K is superior to that of 298 K,implying that the effect of coating thickness is less dominant than that of compactness.This phenomenon is interpreted in relation to the ionic movement and oxide solidification controlled by soft plasma discharges arising from the temperature gradient between electrolyte and surface of the substrate during PEO.
Keywords:AZ31 Mg alloy;Plasma electrolytic oxidation;Sub-zero electrolyte;Anti-corrosive coating;Corrosion.
1.Introduction
Over the past two decades,Mg and its alloys have been used in various applications of electronics,bio-implants,and automobiles due to their light-weight and high-specific strength[1–3].Since poor corrosion resistance was known to be one of the major drawbacks,plasma electrolytic oxidation(PEO)where protective coating with excellent adhesion on light metals(Al,Mg,Ti)generated by plasmaelectrochemical reactions is suggested to improve the surface properties against corrosive environments[4–8].PEO employs high voltages(~250-750 V),which allows continuous reforming process through-thickness of the coating on materials with complex geometry[9–12].It is,however,noted that a myriad of intensive plasma discharges would give rise to porous structures,deteriorating the corrosion-protection properties by the critical attack of corrosive ions via micro-defects.In order to suppress the notorious effects of high-energy plasma,much efforts have been paid towards the development of‘soft’plasma during PEO process,which was indicated by a significant decrease of plasma size and light emission while sustaining the growth of the coating[13–15].Previous investigations reported that the‘soft’plasma regime generally achieved by optimizing asymmetric or bipolar current conditions with increasing the ratio of cathodic to anodic current in silicate-based solution[13–17].Recently,it is reported that soft plasma discharge is achieved by modifying electrolyte conditions such as adding ethylenediaminetetraacetic acid into silicate-based solution during PEO on Al alloy or increasing the concentration of aluminate when utilized Zirco alloy as a substrate[15,18].
In case of Mg,Tsai group[13]has developed soft sparking on pure Mg through sophisticated control of both electrolyte composition and electrical parameter;where the sample was polarized in electrolyte containing K2ZrF6,NaOH,and Na6P6O18under pulsed bipolar current with higher ratio of positive to negative current ofRpn=8.6.
On the other hand,several attempts have been made to reduce the number of micro-defects with a focus on altering the physical parameters such as current mode[19–22],electrolyte composition[23–27],initial substrate condition[28–30],and electrolyte temperature[31–34];whilst less consideration has been paid on the phenomena occurred during PEO,viz.the characteristics of plasma discharges.Of the parameters,the role of electrolyte temperature as one of the primary variables on the formation of anti-corrosive coating has been investigated by several groups.For instance,Thorpe group[31]found based on PEO of Mg alloy that the electrolyte with a high temperature of 313 K favored metal dissolution at the expense of coating growth,resulting in a relatively thin coating.Similarly,studies on Al and Ti alloys showed that the electrolyte temperature above 313 K induced thin and porous structures due to the aggressive chemical etching on the metal surface[32,33].Such phenomena,however,could be suppressed to some extent when the electrolyte temperature decreased from 313 K to 283 K[34].
Whilst it has been well accepted that the electrolyte temperature is the critical factor affecting the morphologies of the coating,previous investigations were focused mainly on a high-temperature electrolyte with room temperature as the comparison,whereas the use of ultra-low temperature was lacking in the literature.This is because reducing the freezing point of the electrolyte is quite challenging while maintaining its effective conductivity and environmental benignness.Hence,this work aimed at investigating the role of sub-zero electrolyte on the formation of anti-corrosive coating on AZ31 Mg alloy via PEO in alkaline eco-friendly phosphate-based electrolyte by considering the characteristics of plasma discharges.
Despite the fact that the features of plasma discharges are expected to have a significant impact on the performance of the coating in service,there has been relatively little research into connecting the characteristics of plasma discharges directly with the resultant coating microstructures.The mechanism underlying the formation of the anti-corrosive coating would be elucidated in relation to the coating microstructures,transport behavior of ions from the bulk electrolyte to the substrate surface,and the characteristics of plasma discharges during PEO.
2.Experimental procedure
The initial substrate used in the present study was an AZ31 Mg alloy sheet with a chemical composition of(in wt.%)2.89 Al,0.96 Zn,0.31 Mn,0.15 Fe,0.12 Si,and balance Mg.The substrate was cut into dimensions of 20×20×5 mm and polished with #1200 grit SiC paper prior to PEO.The electrolyte was prepared from concentrated K3PO4(1 M)and KOH(1.5 M)in distilled water to lower down the freezing temperature of the water solvent below 273 K.The electrolyte temperature was modulated/maintained by the chilling system with ethylene-glycol as the coolant.Two conditions were utilized to investigate the influence of electrolyte temperature of 298 K and 268 K on the metal substrates during PEO which would be denoted as RT and ST samples,respectively.The electrolyte conductivity and pH condition of the electrolyte in 298 K were 3.29 ms·cm-1and 13.2,respectively,and decreased to 2.13 ms·cm-1and 12.81 in 268 K.PEO was performed for 30 s under alternating current with frequency and current density of 60 Hz and 100 mA·cm-2,respectively.The plasma discharges were captured by highresolution video imaging(Canon EOS-700D)whilst their intensity and size were analyzed by the Image Analyzer on both sides of the surface of PEO coating from 3 different specimens to obtain data reliability.The coating morphologies were observed by scanning electron microscopy(Hitachi S-4800)coupled with energy dispersive spectroscope(EDX,HORIBA EMAX).X-ray photoelectron spectroscopy(XPS,Thermoscientific,K-Alpha)was used to analyze the surface composition of the PEO coating under a monochromatic Al Kα(1486.6 eV)source with a beam size of 30 μm diameter and a measurement depth of 100 nm.
The porosity of the present coating and the size of micropores were estimated by Image analyzer.The water contact angles were measured by the sessile drop technique either employing a Krüss Goniometer(Krüss OCA20)or an inhouse built device on 4 μL volume of water droplet.The final surface roughness of the present coatings proceeded for 30 s were measured by atomic force microscopy(AFM,Park systems NX-10).The corrosion protection was measured by polarization tests utilizing an electrochemical workstation(Gamry Interface-1000)in a 3.5 wt.% NaCl with details provided in Ref.[35].
3.Results and discussion
3.1.Voltage response and initial stage of plasma discharges
Fig.1a shows voltage-time curves during PEO in two different electrolyte temperatures,room temperature(298 K)and refrigerated temperature(268 K).From the increasing tendency of voltage,three main points can be drawn.First,stage I showed a linear increment of voltage per Ohm’s law due to an increase in electrical resistance of naturally grown passive film under constant current density.The steep slope of stage I would indicate rapid growth of passive film until exceeding the breakdown voltage,where the film fails to hold an intense electric field any longer,resulting in the generation of tiny micro-discharges as shown in the Fig.1b(first column)[19].The appearance of such micro-discharges indicated the beginning of stage II where the coating started to nucleate on the substrate surface[6,19].Second,the breakdown of passive film initiated at a lower value in ST(~56 V)than that in RT(~63 V),suggesting that the electrolyte temperature would influence the initial stability and simultaneous nucleation of micro-discharges on the surface.The difference in the breakdown voltage would be associated with the difference in electrical resistivity of the passive film.Thick and/or compact passive film would be associated with high resistivity of initial passive film,allowing its breakdown to occur at a relatively high voltage[9,19,35].

Fig.1.(a)Voltage-time curves of AZ31 Mg alloy during PEO in electrolyte temperatures of 298 K(RT)and 268 K(ST).(b)Micro-discharges phenomena observed at 5,15 and 30 s for both RT and ST samples.Red circles indicate local population of micro-discharges(c)The curves of plasma distribution as a function of intensity;and(d)fraction of micro-discharges with respect to coating time.In Fig.4(d),the fraction of micro-discharges means the ratio of the area with micro-discharges to the whole surface area of the sample during PEO.
Third,the final voltages were recorded to increase from ST to RT,indicating several possibilities:(i)an increase of coating thickness,or(ii)an improvement of compactness of the coating from ST to RT[9,35].Both possibilities would be correlated with the increase of total mass of the coating.
Fig.1b shows that RT and ST samples exhibited different characteristics of micro-discharges whose size,population,and intensity would be varied gradually with increasing coating time.In general,the activity of plasma discharges would be intensified after 15 s.At 30 s,it is noticeable that the micro-discharges are localized in certain regions in RT(indicated by red circles)as depicted in the upper-right of Fig.1b.According to Troughton et al.[36],the microdischarges would be preserved in the same location having micro-defects until it would be completely eliminated through the sealing mechanism by molten oxides.This is because the presence of micro-defects in the coating would act as favorable sites for local discharges to take place due to their low electrical resistivity[9,19,35].
On the contrary,ST could maintain a homogeneous distribution all-over the surface until the completion of PEO process.Such phenomena implied that sub-zero electrolyte controlled the distribution of electric field across the surface to be homogeneous,thus local discharges would be limited.Based on this behavior,it was plausible that the average size of micro-discharges was found to be higher on RT than that on ST;and tended to increase with increasing coating time until reached the final size of~0.9±0.2 and~0.7±0.1 mm for RT and ST,respectively.
To evaluate the characteristics of micro-discharges on both samples,analysis on the plasma intensity was carried out for both samples.Fig.1c shows the number of micro-discharges in the selected coating times as a function of discharge intensities.The discharge intensities would be strongly correlated with the plasma temperature.The results from previous investigation showed that the plasma discharges consists of a central core with temperature of~11,000±3,500 K surrounded by lower temperature of peripheral region(~3,500 K)[21,22,37].The temperature on the PEO coating,however,was expected to be lower than the electron temperature due to the typical characteristics of micro-discharges having short life-span(approximately 30–300 μs)[36].Moreover,the use of cold electrolyte in the present study would quench the surface of the coating to a higher degree,thus,the surface temperature would be lower than conventional PEO.A study from Lee et al.[38]utilizing particles with different melting points on AZ91 Mg alloy via PEO revealed that the local temperature of PEO coating was estimated to be 2,116~2,643 K.
In general,the intensity of micro-discharges was found rather higher on RT than that on ST where their distribution found to be bimodal in RT(at mid-and high-intensity regions)after 30 s.In the earlier stage(within 5 s),the majority of micro-discharges in both sample would be concentrated in the middle intensity region as shown by the dotted lines,where RT having slightly higher intensity than that of ST.The difference indicated that the electrolyte temperature had been successfully modifying the behavior of plasma discharges from the initial stage of PEO.Interestingly,after 15 s,both samples showed a reduction in total intensity due to the decrease of their fraction(plasma density)accompanying the expansion of microdischarges size.After 30 s,although the population of plasma discharges in RT occupied mainly mid-intensity region;a noticeable population of micro-discharges was detected in the high-intensity region.Such discharges with the characteristics of large size,rigorous/violent with localized behavior at high-intensity region,would further induce the formation of porous microstructures.
Fig.1d shows the fraction of micro-discharges with respect to coating time.It is clear that in the early stage of PEO,the fraction of micro-discharges on RT surface is much higher than that on ST.However,the tendency was switched inversely when the coating time was prolonged more than 7 s.Thus,above 10 s,the fraction of micro-discharges on ST would overcome that on RT,which implied that more driving force would be available to assist the formation of the present coating.
3.2.Nucleation and growth of anti-corrosive coating
The formation of the present coating is in the framework of oxidation reaction.The oxidation reaction of all metals at ambient temperature is energetically more favorable,however,as the plasma generated during PEO,there might be competing oxidation reactions between metal and other available species in the system being observed for which the thermodynamic driving force is higher[39].In this framework,plasma is likely to contain hydrogen,so the oxidation of metal ions(emerging from volatilization of the substrate)is only expected to take place to a significant extent if it is energetically more favorable than the oxidation of hydrogen to form water.For example,Cu,Fe,and Ni is unlikely to be oxidized due to their low oxidation tendencies on Ellingham diagrams,whereas valve metals(Ti,Al,Mg,Zr,Hf)would be oxidized readily due to their high oxidation tendencies[40,41].It also worth noting that the oxidation reaction was not favored for any metal at typical temperature of the plasma(because it would be in atomic state)and it was only towards the end of their collapse and cooling that the combination with oxygen could be made[39].
Fig.2 shows the nucleation of the present coating through surface morphologies in both RT and ST samples subjected to PEO for 5,15,and 30 s.As can be seen from Fig.2a and d,the marks of mechanical-polishing on ST sample were still evident,indicating that the coating in ST was thinner than that of RT,which also suggested that the nucleation of the present coating proceed faster in RT.Moreover,the size of micropores in ST was found to be more homogeneous which indicated that the plasma discharges were likely to be uniform.These results were parallel with the characteristics of plasma discharges in terms of size,intensity,and fraction as shown in Fig.1b and c.
In general,the surface morphologies of the the present coatings comprised micropores typical for PEO coating as depicted in Fig.2a–f.In the period of 5 s,the average size and the degree of porosity of the coatings were found to be 1.9±0.3 μm,~15.3% and 0.6±0.2 μm,~20.5% for RT and ST,respectively.As such,the high porosity of ST sample which accounts for the high density of tiny micropores,would be associated with the high density of fine micro-discharges that were accumulated in the low-intensity region during the initial stage of PEO as indicated by the dotted red line shown in Fig.1c.In contrast,less porous coating but a larger size of micropores in RT(Fig.2a)would be induced by the activities of micro-discharges occupying mid-range intensity regions in RT.After 15 s,the average size of micropores was increased significantly on RT whilst it was found to be smaller on ST,presumably due to the increment of micro-discharges size at such point.
In the case of ST,the porosity level was decreased remarkably up to~50% within 15 s which suggested that the coating grown by covering the micro-defects.At the final stage,the average size and the degree of porosity were found to be 3.4±0.1 μm,~27.1% and 2.1±0.1 μm,~15.3%for RT and ST,respectively.These results implied that the sub-zero temperature of electrolyte would decrease the porosity level by sealing the old tiny-micropores.Whilst it was clear from the surface morphologies that the present coating nucleated faster on the surface of RT sample,the crosssectional morphologies are shown in Fig.3 confirmed those results.Fig.3a and b shows the growth behavior of the present coating through surface cross-sectional morphologies in both RT and ST samples subjected to PEO for 5,15,and 30 s.

Fig.2.Surface images of the present coatings formed on AZ31 Mg alloy via PEO for 5,15,and 30 s in two different electrolyte temperatures of(a–c)298 K(RT)and(d–f)268 K(ST).Extremely low temperature of the electrolyte induced the formation of relatively compact coating.

Fig.3.Cross-sectional images of the present coatings formed on AZ31 Mg alloy via PEO for 5 and 30 s in two different electrolyte temperatures of(a)298 K(RT)and(b)268 K(ST)processed at 5,15,and 30 s.(c)The average growth rate of coating on RT and ST.(d)XRD patterns of both RT and ST samples under Cu Kα irradiation.

Fig.4.(a,b)EDS map area on the cross-section of the samples after PEO at(a)298 K(RT),and(b)268 K(ST).(c)The EDS spectra of RT and ST samples confirm the presence of Mg,O,and P elements as the main components in the coatings.
In the period of 5 s,the average thickness of the coating in RT sample was considerably thicker(~1.7±0.4 μm)than that of ST,suggesting its faster growth albeit their low uniformity.The characteristics of the coating become more apparent after 15 s,where it would be dominated with micropores throughout the coating thickness in RT.In contrast,ST showed a much compact characteristic despite the fact that coating thickness was almost twice lower.The final thickness of the coating in RT was found to be~8.7±0.6 μm,thicker than that of ST(~5.4±0.4 μm).Although having low coating thickness,ST showed fairly uniform thickness along with relatively dense coating structures.Such degree of uniformity would be assisted by the plasma discharges with homogeneous characteristics as depicted in Fig.1b.When the nucleation of the coating occurred uniformly on the substrate during ignition,the occurrence of micro-discharges would take place homogeneously across the substrate surface,leading to uniform growth of the coating.In the case of RT,the contour of the coating was more rough,which indicated that the nucleation and growth of the coating occurred less uniformly.Analysis of Figs.1–3 suggested that sub-zero temperature induced the formation of uniform and compact coating through the modification of plasma characteristics such as size,intensity,and distribution,despite the fact that coating growth was suppressed fairly.
To analyze the growth behavior of the the present coatings,two graphs of coating thickness as a function of processing time are provided in Fig.3c.The growth rate of the coating in RT was faster in all point analyses where the average growth rate was calculated to be 1.5 times higher than ST.This phenomenon would be correlated with the characteristics of the coating where large-sized plasma discharges would enlarge a thermally-affected region that facilitated the electrochemical reactions,resulting in a higher growth rate of the coating in RT as compared to that of ST sample.Whilst such factor was proven to be influential to the microstructures,the characteristics of the coating need to be understood further through XRD analysis.
3.3.Role of electrolyte temperature on the phase and crystallinity of the coatings
The constitutive phase of the present coatings shown by XRD spectra in Fig.3d composed mainly of peaks associated with MgO whilst minor peaks were detected for Mg3(PO4)2regardless of the electrolyte conditions.The peaks corresponding to Mg were identified due to the deep penetration of Xrays into the metal substrate via porous structure.The peak of MgO in RT was slightly higher than that in ST,implying that the amount of crystalline MgO was more abundance in RT.Such results would indicate that the degree of crystallinity of MgO constituent in RT is higher than that of ST.The total amount of crystalline MgO found in the coating layer could be calculated from the crystalline fraction and number of crystalline MgO throughout the coating thickness.
EDS mapping depicted in Fig.4a and b showed that the P element was more obvious on the surface of ST as compared to that of on the RT sample.According to the spectrum data in Fig.4c,the increase of P content in ST was almost twice higher as compared to that in RT,which implied that the intake of phosphate ions was more accelerated in the subzero condition.Such phenomenon might be arising from the continuous inclusion of phosphate ions which was facilitated by the homogeneous plasma discharges during PEO in ST samples.
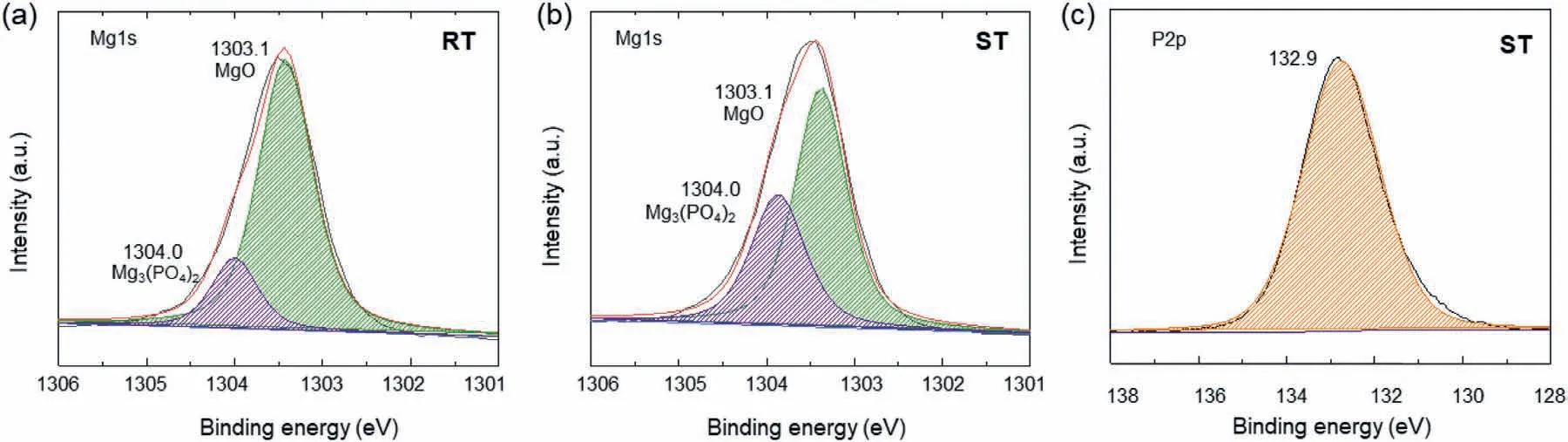
Fig.5.(a,b)The high resolution spectra of the Mg1s for RT and ST,respectively.The amount of Mg3(PO4)2 is highly detected in ST.(c)The spectrum of P2p for ST sample which confirm the presence of Mg3(PO4)2.The fraction of Mg3(PO4)2 in ST was approximately twice higher than that of RT.
To shed more knowledge on the surface chemistry of the coating,high-resolution elemental analysis was conducted on both samples and the results were presented in Fig.5.The deconvolution of XPS spectra of Mg1s from both samples showed two different peaks at binding energy of 1303.9 and 1304.1 eV which would be corresponded to MgO and Mg3(PO4)2,respectively[42,43].The P2p spectrum would confirm the presence of P element from Mg3(PO4)2in the coating[44].From Fig.5a and b,it is clear that the intensity of Mg3(PO4)2peak in ST is considerably higher than that of RT.According to the spectrum data in Fig.5a and b,the fraction of Mg3(PO4)2was found to be 18.5% in RT and 36.63%in ST.The result was parallel with the EDS data where the fraction of P in ST was about twice higher than that of RT.
The reason for this would be two folds.First,according to incorporation mechanism by Lee et al.[38],the high fraction of plasma discharges in ST would assist the intake of electrolyte species into the coating.On the other hand,vigorous and violent characteristics of plasma discharges in RT would obstruct the inclusion of electrolyte species due to their strong perturbation when molten plasma was ejected,generating relatively porous structures[45–47].Second,the cold electrolyte temperature in ST might facilitate faster solidification of reaction product(from the collision between molten oxides and electrolyte species)in such a way that it would be incorporated faster on the coating.
Furthermore,the microstructure and crystallinity of the coatings were studied in detail using transmission electron microscopy(TEM)and selected area electron diffraction(SAED)pattern in order to investigate the role of electrolyte on the crystallinity level of the coating.
Figs.6a and b show TEM images in low and high magnification with their SAED patterns of the samples processed in refrigerated-and room-temperature electrolytes,respectively.It is clear that the characteristics of both samples were decorated by amorphous structures with nanocrystalline-grain populated in the upper regions.Interestingly,the average size of crystalline grains was found to be higher in RT as compared to that in ST as can be seen from area 1 in Fig.6a and area 3 in Fig.6b,which probably due to the different quenching rate which expected to be lower in RT.As for ST,extremely low temperature of the electrolyte would facilitate a faster quenching process,accompanied by the heat loss through convection and conduction,so that the heat required for phase transformation would be narrow in the system,limited the transformation process.The results were parallel with SAED patterns shown in Fig.5a and b,showing ring-patterns of RT and ST,respectively,with a stronger intensity of diffraction spots found in RT sample;implying a higher fraction of crystalline grain.This phenomenon was parallel with those TEM images found in Fig.6a and b showing a higher fraction of crystalline grain in RT sample.It is also worth to note that the crystalline grains were more pronounced in the upper part of the coating which would be associated with a longer exposure of plasma discharges,thus facilitating the crystallization of MgO.
The formation of MgO as the main phase of the present coatings would first favor amorphous structures.Upon the availability of thermal energy provided by plasma discharges,the amorphous structures would transform into nanocrystalline.Accordingly,it would then grow in size proportional to the number of heat being involved in the process.As evidence,area 2 in Fig.6a of RT showed a larger size of nanocrystalline grain as compared to that of area 4 in Fig.6b of ST.Those phenomena aforementioned showed that refrigerated electrolyte altered significantly the coating characteristics,crystallinity,and constitutive phases of the the present coatings.
To investigate the role of such refrigerated electrolyte on the corrosion performance of the samples,potentiodynamic polarization and impedance tests were conducted for both samples.The samples processed for 30 s were chosen as a representative for the tests since the microstructural features during nucleation and growth showed similar tendencies.
3.4.Electrochemical responses
Polarization tests were conducted for the samples processed for 30 s in order to investigate the role of sub-zero temperature on the structure-property relationship of the coating.The corrosion current density(icorr),corrosion potential(Ecorr),anodic/cathodic Tafel slopes(βa/βc)were derived from Tafel extrapolation whilst the values of polarization resistance(Rp)were calculated based on the Stern-Geary equation shown in Eq.(1)[48],and the results were presented in Table 1.

Table 1Polarization resistance of the bare and PEO-treated AZ31 Mg alloy in two different electrolyte temperatures of 298 K(RT)and 268 K(ST).The polarization tests were performed in 3.5 wt.% NaCl solution measured from-0.25 to 0.4 V vs open circuit potential.Prior to the polarization test,the samples were immersed in the solution for 30 min and 5 h.


Fig.6.(a,b)Bright-field TEM images of cross-section of the sample treated in(a)298 K(RT)and(b)268 K(ST),showing overall coating structures and their high-magnification images as insets.Area 1 from RT shows larger size of crystalline grain as compared to that of area 3 from ST sample.Area 2(RT)and 4(ST)show underdeveloped area of both samples,where RT exhibits higher size of nanocrystalline grain.SAED patterns are taken from area 1 for RT and area 3 for STshowing higher degree of crystallinity in RT sample.
In general,the samples with less nobleEcorrare more prone to corrosion and those having curves shifted to the right side are supposed to exhibit higher corrosion rates.From Fig.7a,it could be inferred thatEcorrof AZ31 Mg alloy shifted to a more noble region after PEO,whilsticorrshifted to the left side with lower corrosion rate,suggesting that PEO process was effective in enhancing the corrosion resistance.In general,the corrosion resistance of PEO-coated samples would be improved by increasing the compactness,thickness,and fraction of stable phases in the coating[12,18,19,35].The high fraction of Mg3(PO4)2would account for the shift ofEcorrto more noble region[42,58].In addition,surface roughness was reported to influence theEcorrvalue where high surface roughnes tended to possess lowerEcorr[30,52–54].It is important to note that the shift ofEcorrwas significant(~0.9 V).The reason for this could be two folds:(1)compositional change of the coating,which probably due to the incorporation of PO43-species from the solution,forming Mg3(PO4)2;and(2)the decrease in surface roughness of the PEO coatings.
Previous investigation reported that increasing the surface roughness of PEO coating would induce the shift ofEcorrto the less noble region[49–51].Such phenomena occurred due to the presence of hill and valley topographies on the surface,where the hill having higher energy than valley would facilitate wetting and subsequent electrochemical reactions[52,53].In addition,the presence of valleys would be the preferential site for corrosive ions to be accumulated and further inducing local corrosion through the hydration and ions aggression[30,54].The hydration mechanism of MgO prior to corrosion was reported in several investigations before[55,56].
Although surface roughness would alter theEcorrof PEO coating,however,the influence of chemical composition of the coating was likely to be much greater.This was because the corrosion potential was strongly related to the surface chemistry and composition of the materials[57].For example,Yao et al.[58]documented that in the presence of either crystalline or amorphous Mg3(PO4)2,the corrosion resistance of Mg-Li alloy increased significantly from-1.547 to-0.860 V via PEO.Based on their study,the formation of crystalline phases depended on the plasma temperature and quenching rate[58].In addition,the utilization of high current frequency of 500 Hz would allow the Mg3(PO4)2to remain in the amorphous phase due to the short-duration of ON-OFF current per cycle,allowing the plasma duration to be shortened,thus,phase transformation would be prevented.The same work reported that the crystallinity of Mg3(PO4)2had less of an impact upon corrosion resistance than surface roughness.

Fig.7.(a)Polarization curves in 3.5 wt.% NaCl solution for 30 min of bare and coated AZ31 Mg alloy via PEO in alkaline-phosphate electrolyte at two distinctive temperatures of 298 K(RT)and 268 K(ST).PEO-coated samples showed a significant improvement of corrosion resistance presumably due to the utilization of highly-concentrated phosphate solution.(b)Irrespective of immersion time prior to the polarization test,ST exhibits superior corrosion resistance to that of RT.(c)Nyquist plots taken from frequency of 106 to 1 Hz with interval of 10 mV.The inset in Fig.5(b)shows the equivalent circuit model used to describe electrochemical response of the present samples.Both corrosion testings were performed in 3.5 wt.% NaCl solution.Holding time is the time elapsed from the moment a corrosive solution is in contact with the coating surface until it is measured by potentiostat.(d)Surface morphologies and elemental mapping of ST sample the sample after corrosion test for 5 h showing relatively firm structure of the coating with abundant O and P elements,indicating an excellent corrosion resistance.
In the present study,the sub-zero temperature accelerated the quenching of molten oxide compared to the room temperature electrolyte,resulting in a shorter plasma duration.Such rapid quenching would result in higher fraction of amorphous Mg3(PO4)2[58].On the other hand,Arrabal et al.[59]employed 0.025 M of Na3PO4and resulted in the substantial detection of Mg3(PO4)2peaks which would be responsible for the improvement ofEcorrand considerable decrease in the corrosion rate.It is also worth to mention that highly concentrated electrolyte utilized in the present work would increase the fraction of Mg3(PO4)2in the coating.Not only the compactness was improved by means of sub-zero treatment,but also the composition of the coating was successfully modified.
It is suggested that the high fraction of Mg3(PO4)2on the surface of ST would be associated to the large intake of PO43-ions during PEO owing to the absence of violent microdischarges.Such violent microdischarges would prevent the intake of electrolyte species due to the strong perturbation when molten oxides and gases were spewed out during plasma eruption[45–47].In the case of ST,as can be seen from Fig 1b,the characteristics of plasma discharges is more soft and homogeneous.As a consequence,the inclusion of electrolyte species can be made homogeneously on the surface as confirmed by EDS mapping in Fig.4a and b.More importantly,both EDS and XPS analyses suggested a significant modification of coating composition where the fraction of P on ST was approximately twice higher than that of on RT would be responsible for the improvement ofEcorrin ST.
Fig.7b showed that irrespective of immersion time in NaCl solution,ST sample exhibited higher degree of corrosion resistance than RT in both short-term and long-term duration.The corrosion rate of ST sample was significantly suppressed after 5 h compared with RT,despite their similaricorrin short immersion time during corrosion test.An improvement of corrosion resistance from RT to ST was suggested to be associated with the high compactness of ST as shown in Fig.3,regardless their lower coating thickness.The results from the corrosion test on the samples having same thickness(see Supplementary 1)confirmed that the effect of compactness was more dominant than the effect of coating thickness.
It is also worth mentioning that theEcorrvalue,which is strongly related to the surface chemistry of the coating,was found to be nobler in ST sample.The increased corrosion potential of the ST sample might be attributed to the elevated Mg3(PO4)2content.This is corroborated by prior research which found that in the presence of Mg3(PO4)2,the corrosion resistance of the AZ31 Mg alloy increased remarkably due to its high chemical stability[42,60].For example,in a work by Kaseem and Ko[42],the addition of 1 g/L sodium phosphate into the solution during post-treatment of PEO-treated Mg alloy would result in a considerable improvement ofEcorrfrom~-1.9 to-1.7 eV.Thus,it would be expected that the use of K3PO4~212 g/L(1 M)in the present work would result in a significant shift ofEcorrto nobler region.Moreover,Yao et al.[58]who utilized two different phosphates namely Na-hexametaphosphate(4 g/L)and Na-polyphosphate(0.8 g/L),reported a significant shift ofEcorr~0.8 V when coating time was prolonged to 20 min.The shift ofEcorrin this study was more severe(0.9 V),and it was accomplished in a significantly shorter time(30 s)using a highly concentrated phosphate electrolyte at sub-zero temperatures.The current method is considered cost-effective due to short processing time yet endowing the coating with exceptional corrosion resistance.
In addition,Mori et al.[61]documented that the superior corrosion resistance of coating formed in the phosphate electrolyte was due to the contribution of amorphous Mg3(PO4)2which readily transformed into crystalline Mg3(PO4)2in aqueous solution,providing self-healing mechanism following the Eqs.(2)and(3).
We believe that the presence of amorphous Mg3(PO4)2in this study would be responsible for the significant shift ofEcorrvalue to a nobler region.
To shed more light on the corrosion mechanism of the coating in a more quantitative way,impedance analysis was conducted by taking the microstructural characteristics into account.The impedance of the coating would be proportionally comparable to the diameter of the semi-circle shown in Fig.7c,indicating that the ST sample possessed higher impedance than that of RT in both short(30 min)and longer duration(5h)of immersion times,which were in line with the results of the polarization tests.A circuit model was utilized to fit the impedance data and the results were presented in Table 2.

Table 2Electrochemical impedance parameters of the PEO-treated AZ31 Mg alloy in two different electrolyte temperatures of 298 K(RT)and 268 K(ST).The impedance tests were performed in 3.5 wt.% NaCl solution for 30 min and 5 h under the frequency range of 106 to 0.1 Hz.The values are generated through iteration with the equivalent circuit model shown in the inset of Fig.5b.In the present model,Rs,Ro,and Ri refer to resistance of solution,outer layer and inner layer,respectively;whereas Yo,Yi,no,and ni refer to the constant phase elements associated with outer and inner layers.
The semi-circle loops represented a capacitive-resistive behavior of the present coatings,coming from the response of the outer-and inner-parts of the coatings at high and lowfrequency range,respectively.When the responses of the outer and inner parts occurred consecutively as a function of their radii,the semi-circle would be overlaid each other and appeared as one semicircle as seen in Fig.7c from both samples immersed in short-term duration.On the other hand,at longer immersion time(5 h),the separation between the two curves become more evident.
In the framework of an equivalent circuit(EC)model,RoandRi,refer to the outer and inner part of the coating whileRsrepresents the resistance of the electrolyte at the surface of the coating,respectively.Constant phase elements(CPE)were chosen over the traditional capacitor due to the nonuniform current distribution originating from the surface inhomogeneity.CPEoandCPEiare adressed to the constant phase elements of the outer and inner parts of the coating.CPEis calculated by utilizing Eq.(4),

ZCPErepresents the impedance value ofCPE,ωis the angular frequency,jis the imaginary number,whilstYandnareCPEparameters.Yrepresents the capacitor characteristic,whilenvalue describes the homogeneity level of the coating.
In the context of EC model,Rsvalues were found to be similar in all conditions due to the identical solution test medium,whilstRoandRivalues were varied as a function of PEO condition and immersion time.The low value ofRoin RT sample would be ascribed to its porous outer layer,whereas a higher value ofRoin ST would be associated with its relatively dense outer layer.This result was also supported by thenvalue,showing that the outer layer of ST served a higher homogeneity level as compared to that of RT,which would be responsible for the late initiation of corrosion stage[62,63].The result was parallel with the surface and crosssectional morphologies in Figs.2 and 3,where higher porosity would be more prone to corrosion.In the same manner,theRivalue of ST was approximately one order higher than that of the RT for both immersion times.
It was noteworthy to consider that besides the structural characteristics,the presence of stable constitutive phases might alter the corrosion behavior of PEO coating during corrosion test.For this reason,SEM coupled with an EDS analysis was employed to investigate the structural and compositional changes after the corrosion test.Fig.7d shows the elemental mapping on the surface of ST after corrosion test in 3.5 wt.% NaCl solution for 5 h.It was obvious that the surface morphologies of the coating remained firm,and overdeterioration was unlikely to be observed.O and P elementswhich indicated the elements in the coating,were still abundant on the surface even after 5 h being immersed in corrosive media.This suggested that Mg3(PO4)2in the coating demonstrated a good stability against corrosion.

Fig.8.(a–f)water contact angle of the present coatings formed on AZ31 Mg alloy via PEO in two different electrolyte temperatures of 298 K(RT)and 268 K(ST)processed for 5,15,and 30 s via PEO.AFM images of both(g)RT and(h)ST samples via PEO for 30 s.
To understand the other variables that might affect the corrosion resistance of the present coatings,the surface wettability of the samples was examined by water contact angle(CA)measurements and the results were displayed in Fig.8.The conventional PEO layer(RT)displayed lower CA in all coating times which would indicate a relatively hydrophilic tendency and prone to surface wetting and further corrosion by corrosive liquids[49,64].It is clear from Fig.8 that in all coating times,ST showed higher CA between water and coating interface.The reason for these phenomena might be associated with the role of surface roughness and/or surface repellency[49].Due to the similar tendency of CA on both samples with respect to coating time,the sample processed for 30 s was chosen as a representative for surface roughness measurement.The results showed that RT sample exhibited a slightly higher value of average surface roughness(Ra)than that of ST which would be inversely parallel with the general roughness–contact angle relationship,where CA would increase linearly with the increase of surface roughness based on Young’s equation[49,64].Such difference in CA might also be stemming from the surface features and surface chemistry of the coating rather than merely coming from the surface roughness(Ra),for example the hill/valley density is higher on ST as compared to that on the RT surface.Considering the surface topographies and composition,another mechanisms namely Wenzel and Cassie–Baxter equations which were derived from the Young’s equation,would be introduced[49,64,65].For an actual surface that contain rough sites(not perfectly smooth)where the rough surface is completely infiltrated by the liquid,than the actual contact area would be larger than that of Young’s situation.To address such issue,Wenzel introduced dimensionless surface roughness factor to modify Young’s equation in Eq.(5)[52].
第三、银子“有灵说”。在白银古道及其左近区域民间还有许多关于银子“有灵说”的故事。老人家多耳熟能详。大体上说,许多上代财主、大贾发家之后本着财不露眼的原则将一些银子或埋于地下,或藏于墙间,或藏于房间地板之下等等。随着年代的久远,或因主人突然去世而遗忘。但年代久远的银子会变成兔子、羊等动物,晚上出来玩耍,如遇有缘之人,去追由白银变成的兔子或羊,则可得到银子。如上洋村就有此传说,相传,彭八公在煽炼银子时,曾在围城底藏有银子两缸,并在路旁岩壁上刻着:“银藏围城底,弗是在山冈;孰会猜得中,拾银两大缸。”古往今来,这两缸银子藏在何方?无人猜得中。

whereγis the ratio of the actual surface area to the apparent surface.σSL,σSA,andσLAare the interfacial tension of solid-liquid,solid-air,and liquid-air,respectively.
In the Wenzel state,by increasing the surface roughness,CA would be decreased simultaneously because more hill regions would be wetted[66].In a mechanism by Cassie–Baxter,surface with a low degree of roughness might show higher contact angle due to the effect of solid-air-liquid interactions,where in the presence of air bubbles between the solid surface and liquid interface,the contact angle might show a higher value[66].In the present study,it is presumed that RT sample might follow Wenzel mechanism where the valley region will be wetted.On the other hand,ST sample might follow Cassie-Baxter mechanism,in which the valley region would be dewetted due to the presence of gas/air bubbles.
The conventional PEO layer(RT)which processed for 30 s,displayed a lower contact angle of~69° which would represent hydrophilic tendency and prone to surface wetting and further corrosion by corrosive liquids.In contrast,when the electrolyte temperature during PEO decreased to 268 K,the contact angle between water and resultant coating increased to~107°,showing a relatively hydrophobic property.The different tendencies of hydrophobicity could be attributed to the distinctive hierarchical microstructures between RT and ST,for example,hill-valley density.Higher hydrophobicity on ST sample might indicate good corrosion resistance owing to the increase of insulation properties against aqueous solution[67].
It is worth mentioning that modulating the electrolyte temperatures above or below the room temperature led to the formation of a relatively thin coating as demonstrated by the present study and the results from refs.[31–33],despite the fact that the mechanism might have differed.A study reported that at electrolyte temperature above 313 K,Mg alloys tended to be dissolved into the electrolyte to release Mg2+ions rather than to be oxidized-and-solidified to form MgO,resulting in a porous coating with~30% thickness reduction from that processed at room temperature.In the present study,when the electrolyte temperature was decreased from 298 to 268 K,the dissolution of metal and the growth rate of the coating in ST were suppressed appreciably,allowing the formation of compact structures with~35% thickness reduction.Those particular results implied that by modulating the electrolyte temperature approximately~45 K above and~30 K below room temperature,the coating thickness decreased to~30%and 35%,respectively.
In the electrolyte above room temperature,the mechanism to obtain thin coating occurred through substrate dissolution and coating spallation induced by high intensity and largesized plasma discharges.By contrast,the mechanism in lowtemperature electrolyte involved the annihilation of violent micro-discharges and the introduction of soft plasma in the sub-zero system,where homogeneous,small-sized with mildintensity,continuously facilitate the formation of thin-compact coating.Such thin-compact coating with superior corrosion resistance would be favorable for the applications where the low volume-to-weight ratio was a concern,i.e.electronic devices.
3.5.Formation mechanism of the anti-corrosive coating
All microstructural evidence mentioned above supported that the electrolyte temperature contributed significantly in the nucleation and growth of the coating formed on AZ31 Mg alloy via PEO.A schematic illustration shown in Fig.9 describes the formation of anti-corrosive coating in chronological order by considering meaningful variation in electrolyte temperatures.
Based on the earlier study by Clyne group[68],several phenomena would occur simultaneously during PEO such as plasma initiation-sustainment,water evaporation-gas bubble formation,Joule heating,and energy dissipation from metalcoating to the electrolyte.It was suggested that the plasma initiation would be strongly dependent on the characteristics of the passive film,where the film with low resistivity would be the preferential site for the nucleation of plasma discharges[35,36].Passivation of Mg and its alloys would occur readily in alkaline solution due to its thermodynamic tendency,forming Mg(OH)2passive film[69].At high pH,like the condition in the present study,the dissolution of Mg(OH)2away from the Mg surface would be less favorable.Thus,the passive film would be grown to a certain thickness prior to the initiation of plasma.The formation of the passive film itself would be correlated with the electrolyte conductivity since high conductivity indicated high ions supply from the bulk electrolyte to the anode surface.Darling[70]reported that a shift of temperature from 265 to 388 K would result in an increase of ionic conductivity.On the other hand,by decreasing the electrolyte temperature,the electrolyte species would reach the oxide layer slower than that in the higher temperature[71].According to Arrhenius law[72],the electrolyte conductivity is proportional to the electrolyte temperature following Eq.(6),

whereκ0is the specific conductivity,Eais the activation energy,Ris the universal gas constant,andTis the temperature.
From the equation above,the ions supply from the bulk electrolyte to the anode surface-the double layer region would be facilitated at high temperature;accordingly,the electrochemical reactions,i.e.passive film formation would be fostered in RT[32,70,72,73].As the passive film grew faster in RT,the resistivity(R)of the film increased considerably,allowing the breakdown of the passive film and subsequent nucleation of the present coating to occur at a relatively higher voltage.
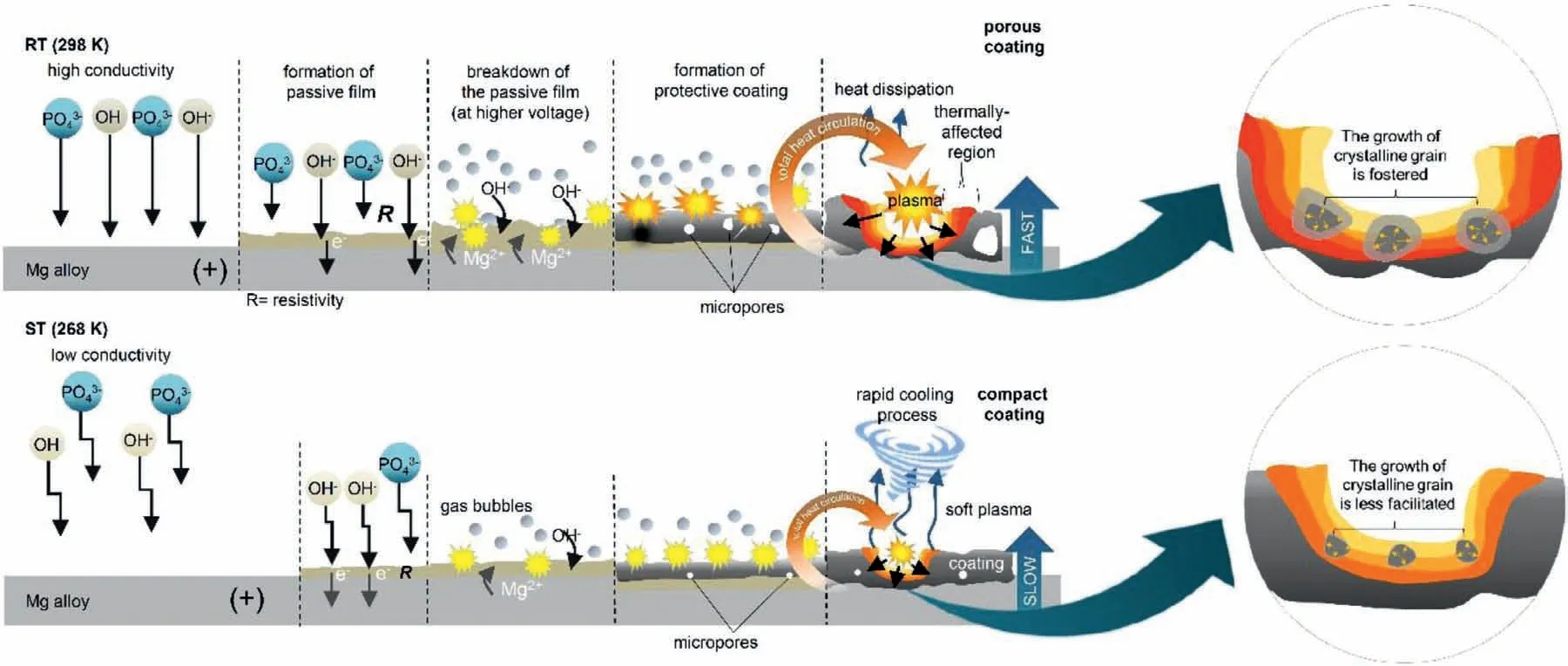
Fig.9.A schematic illustration to depict nucleation and growth behavior of anti-corrosive coating formed on AZ31 Mg alloy sample subjected to PEO in the phosphate electrolyte with respect to electrolyte temperature that would influence the formation of micro-discharge.
The initiation of plasma discharges and discharge channels would be accompanied by the formation of gas bubbles on the discharge channel with diameter varying to a few tens of μm[68].In line with the spectroscopic investigation by Jovovi´c et al.[74],numerous gas bubbles would be generated after plasma discharges emerged,which lead to more discharges to take place.Both the fraction and intensity of micro-discharges would affect the Joule heating in the coating.It is estimated that the total heat involved during water vaporization,melting of metal,and heat dissipation from metal toward electrolyte would be more significant in RT,following Eq.(7),

mis the mass of material,Cpis the specific heat of the material,ΔHmeltandΔHvapare the latent heat of melting and vaporization,andΔTis the change of temperature.
As the total heat increased in RT,more amount of water would be evaporated.Subsequently,more plasma discharges would be available on RT.Owing to its high temperature,however,the electrolyte in RT might cause heat to dissipate incompletely,which further induced the formation of largesized micro-discharges according to Eq.(8)[75].

whereViwas the volume of the substrate exposed by plasma,χandλwere material–dependent coefficients,qdescribed the dissipation of heat during PEO which was linearly dependent to current density,resistance,and micro-discharges duration,andΔTwas temperature gradient per unit volume.Largesized micro-discharges provided a large area for thermallyactivated electrochemical reactions to occur;accordingly,the growth of the present coating would be facilitated in RT.This growth behavior which assisted by both plasma and surrounding temperature to promote coating thickness was also documented in refs.[75,76].
High temperature of the electrolyte,however,induced a low solidification rate which would lead to the enlargement of plasma size,resulting in the formation of porous coating.In contrast,the temperature below 288 K was reported to promote a fast solidification of molten oxide[18].In this framework,the large-sized micro-discharges could be prevented by maintaining the fraction of micro-discharges to be high.As a consequence,the coating compactness would be achieved through the reduction of the average micropore size.Surprisingly,thermal-shock-induced cracks that generally observed in high-temperature gradient during quenching,was less noticeable here.This is probably because the above-mentioned cooling process fell into the regime where the coating could retain their strength with the variation of quenching temperatures[77,78].
At sub-zero condition,the cold electrolyte would suppress the supply of hydroxyl ions to the anode surface as well as the flow of electron from the electrolyte through the coating,which would lead to the depletion of ions in the plasma,causing their collapse.At this moment,the molten oxide would be rapidly solidified due to the heat loss via convection and conduction to the cold electrolyte.The oxide near to the substrate-electrolyte interface would be solidified faster than that at the inner part of the coating.As such,with the availability of thermal energy in the inner region of RT sample,the transformation from amorphous to crystalline structures would be facilitated,resulting in the formation of crystalline grain with a larger size than that of ST.
In brief,since the characteristics of plasma were altered significantly in sub-zero electrolyte,whose size,intensity and life-span were lower than that processed at conventional room temperature,the formation of micro-defects was suppressed considerably,resulting in the production of compact microstructures.These results might shed a light on the selection of electrolyte temperatures for PEO on light metals for structural applications where high corrosion resistance as well as a low volume-to-weight ratio are highly demanded.
4.Conclusion
The influence of sub-zero electrolyte on the plasma characteristics and formation of the anti-corrosive coating on AZ31 Mg alloy via PEO was significant.The plasma temperature affected directly the plasma behavior at the initial stage which further governed the nucleation and growth of the coating and thus altered the micro-defects in the coating.The porosity was reduced remarkably from 27.1% to 15.3% with decreasing electrolyte temperature from 298 to 268 K.Although the growth of the coating was suppressed in sub-zero condition,the dense structure as well as higher amount of Mg3(PO4)2were successfully obtained,so that superior corrosion protection was achieved.From the results,it is suggested that the contribution of compactness was more significant than the contribution of thickness on the anti-corrosive properties of the coating.Such compactness was believed to be attributed to soft-plasma discharges induced by sub-zero temperature.
Conflic of Interest
The authors declare no conflict of interest.
Acknowledgements
This work was supported by the Mid-Level Researcher National Project of the National Research Foundation(NRF)funded by the Ministry of Science and ICT,Republic of Korea(NRF-2020R1A2C2004192),and supported partly by the Competency Development Program for Industry Specialist of the Korea Institute for Advancement of Technology(KIAT)funded by the Ministry of Trade,Industry,and Energy,Republic of Korea(P0002019).
Supplementary materials
Supplementary material associated with this article can be found,in the online version,at doi:10.1016/j.jma.2021.07.013.
猜你喜欢
廉政瞭望·下半月(2022年4期)2022-05-12
学生天地(2020年29期)2020-06-09
文苑(2019年22期)2019-12-07
海峡姐妹(2018年2期)2018-04-12
金色年代(2016年4期)2016-10-20
微型小说选刊(2015年13期)2015-11-17
电影故事(2015年30期)2015-02-27
小雪花·成长指南(2014年11期)2014-11-13
世界文学评论(2014年2期)2014-04-12
小学生·多元智能大王(2014年2期)2014-03-21
 Journal of Magnesium and Alloys2022年7期
Journal of Magnesium and Alloys2022年7期
- Journal of Magnesium and Alloys的其它文章
- High-performance magnesium-based thermoelectric materials:Progress and challenges
- Effects of heat treatment on the corrosion behavior and mechanical properties of biodegradable Mg alloys
- Multi-solute solid solution behavior and its effect on the properties of magnesium alloys
- Calcium phosphate conversion technique:A versatile route to develop corrosion resistant hydroxyapatite coating over Mg/Mg alloys based implants
- The role of solutes in grain refinement of hypoeutectic magnesium and aluminum alloys
- Characterization on the formation of porosity and tensile properties prediction in die casting Mg alloys