铜硫化矿熔池冶炼技术的发展与展望
2022-09-24 06:42李锋
中国有色冶金 2022年4期
李 锋
(中国恩菲工程技术有限公司,北京 100038)
铜硫化矿火法冶炼通常由精矿熔炼、铜锍吹炼和粗铜精炼三部分组成,其中熔炼和吹炼按工艺方法可分为空间冶炼和熔池冶炼。空间冶炼主要有闪速冶炼和旋浮冶炼;熔池冶炼从炉体结构形式主要分回转式炉体和固定式炉体,从富氧空气在炉体上喷入的方向不同分为底吹、顶吹和侧吹。回转式炉体采用的富氧空气喷入方式主要为底吹和侧吹,固定式炉体采用的富氧空气喷入方式主要有侧吹和顶吹。回转式炉体侧吹主要有诺兰达法和特尼恩特法,固定式顶吹主要有三菱(多枪顶吹)法、奥斯麦特(艾萨)顶吹(单枪)法等,固定式侧吹有富氧侧吹熔炼法(风氧吹在渣(混合)层)和白银法(风氧吹在铜锍层)。
近十几年来,铜火法冶炼技术取得长足进步。
空间冶炼的先进代表技术是阳谷祥光铜业有限公司于2009年开发的旋浮冶炼工艺[1],分旋浮熔炼和旋浮吹炼,该技术的创新核心是旋浮喷嘴,其利用工艺风旋流脉动的特性改变了气、粒在反应塔中运行轨迹,改善了反应动力学条件,是闪速冶炼的升级版。
熔池冶炼中的诺兰达、特尼恩特工艺因风口区寿命短、富氧浓度(40%)低等缺点,没有被更多厂家采用[2];三菱法未大范围在全世界推广;奥斯麦特(艾萨)顶吹工艺的标准配置为顶吹炉配沉降电炉,存在Fe/SiO2低(1.1~1.3)、渣量大、铜回收率低、能耗高等问题,自2012年云南锡业集团(控股)有限责任公司铜冶炼规模100 kt/a双顶吹项目投产以后,仅有铜陵有色金属集团股份有限公司铜冶炼工艺技术升级改造项目奥炉改造工程于2018年投产。
熔池冶炼的快速发展主要集中在底吹炼铜和侧吹炼铜。从2008年至今,国内采用底吹炼铜技术和侧吹炼铜技术各有十几条生产线在稳定运行生产,其中精矿处理量最大规模已达1 500 kt/a以上。随着国家环保政策的日益严格,替代传统PS转炉吹炼的铜锍连续吹炼技术取得重大突破,底吹连续吹炼技术和多枪顶吹连续吹炼技术获得普遍使用,各种组合的连续炼铜技术已成为冶炼厂新建或改造项目的优选。
本文对富氧底吹熔炼、富氧侧吹熔炼、底吹连续吹炼和多枪顶吹连续吹炼技术的发展现状、存在问题及改进思路和方案进行重点论述,对各种组合的连续炼铜技术及短流程工艺也进行汇总和展望。
1 熔池熔炼技术
1.1 富氧底吹熔炼技术
自2008年第一个底吹炼铜厂投产以来,底吹炼铜技术得到快速发展,主要体现在以下几个方面。
1.1.1 冶炼规模及炉体大型化
随着年处理精矿量的不断增大,铜产能不断提高,熔炼强度逐渐增加,炉体规格尺寸也在不断扩大,不同冶炼规模及炉体规格见表1。
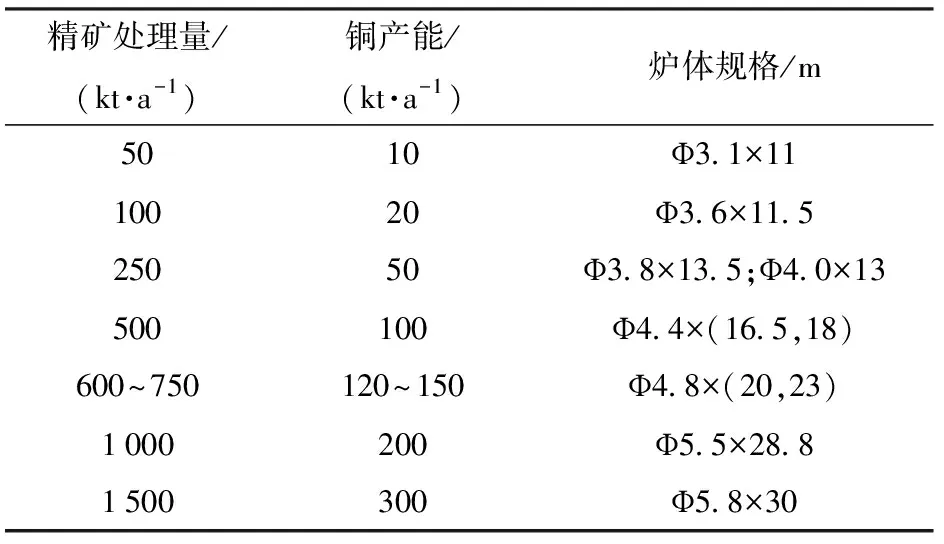
表1 不同冶炼规模及炉体规格
1.1.2 氧枪规格与加料口数量
氧枪直径有各种规格,每个厂家的氧枪规格并不相同。小规格氧枪直径有Ф48 mm及Ф55 mm,这类氧枪通气量小,当精矿处理量大、炉体长度不能继续延长时,就需要双排枪布置和单座双枪结构,使得氧枪个数增多,换枪或维护枪的工作量增大;若采用大规格氧枪,通气量大,氧枪个数少,可以减少氧枪的维护工作量。小规格氧枪和大规格氧枪的选择与加料口数量有重要关系,加料口数量多(3个)时,受炉子长度限制,有时加料口下也要考虑布枪,此时氧枪规格不能大,否则熔体喷溅严重,加料口清理工作量大;当加料口数量少时,氧枪远离加料口布置,可以采用大规格氧枪。目前,包头华鼎铜业发展有限公司(以下简称包头华鼎)铜冶炼规模为120 kt/a,底吹熔炼炉炉体规格为Ф4.4 m×18 m,设计2个加料口,实际使用1个,选用大规格氧枪Ф75 mm,后期铜冶炼规模扩产到200 kt/a,仍使用2个加料口,把氧枪直径加大到Ф90 mm。各类氧枪规格和通气量见表2。

表2 各典型厂家采用的氧枪规格和通气量
早期项目规格直径Ф4.4 m及以上的底吹炉加料口通常设计3个,规格直径Ф3.8 m及以下的底吹炉加料口设计2个;后来规格直径Ф4.4 m和Ф4.8 m的底吹炉加料口设计减为2个,规格直径Ф3.6 m底吹炉加料口设计减为1个。底吹炉加料口多,利于炉内精矿物料的分散,在清理1个加料口时,其他加料口还可以继续进料,不影响生产;但炉体加料口多对氧枪的布置带来难度,由于喷枪区熔体喷溅对加料口有影响,通常加料口下一定范围内不会布置大规格氧枪,这样炉体就需加长。实际生产中,底吹炉炉内喷枪喷入的富氧空气动能大,熔体搅动强烈,即使混合料量达到300 t/h时,从1个加料口加至炉内,也不会形成料堆及出现生料;并且一个加料口时,氧枪布置灵活性大,可以在离加料口较远位置进行布置,喷枪区熔体喷溅也不会对加料口造成不利影响;采用大规格氧枪,炉体长度也可适当缩短。因此,建议后续项目的底吹炉只设计1个加料口,同时取消炉顶的中间料仓,物料从原料仓及配料厂房计量配好的混合炉料经胶带输送机(皮带托辊可随时更换不是炉顶设中间缓冲料仓的必然理由)运送到炉顶后,再经移动胶带输送机直接加入底吹炉内,输送流畅简洁,减少中间停留环节。
1.1.3 风氧压力的合理确定
富氧底吹熔炼的特点是风氧压头高,为了克服喷枪阻力及熔体的静压,一般熔炼喷枪前压力为0.40~0.65 MPa,加上管路和阀门的阻力,氧压机和空压机出口压力为0.8 MPa。中原黄金冶炼厂有限责任公司(以下简称中原黄金)整体搬迁升级改造项目底吹炉直径大(Ф5.8 m),熔池相对深一些,安全起见,氧压机和空压机出口设计压力选择1.0 MPa。生产实践表明,出口压力1.0 MPa偏高,0.8 MPa已满足生产需要。
1.1.4 炉内熔体液面的控制
通常精矿处理量大,炉体直径也会增大,熔池的液面相对会高一些,但增加非常有限,应该控制一个合适的渣层和铜锍层厚度及波动范围,来满足放渣和放铜锍操作。炉壳外径Ф5.8 m(内衬直径Ф4.8 m)的底吹熔炼炉,静态液面总高度不宜超过1 600 mm,此时动态液面波动高点已到2 100 mm。应尽量增加熔体液面以上的炉膛高度,一方面可防止熔体喷溅到加料口,另一方面还可降低炉膛内的烟气流速;还要加大出烟口在炉体直径方向上的开口度,以增加出烟口截面积,降低出烟口烟气流速,减少烟尘率。若液面设置过高,一则影响反应动力学条件,精矿易反应不彻底,渣中夹带生料,影响渣含铜;二则不利于在炉体直径方向上开大出烟口尺寸,因为高液面+大尺寸出烟口易导致炉体转动过程中熔体从出烟口溢出,造成安全事故。
1.1.5 降低渣含铜的措施
因底吹炉为卧式转动炉体,渣线不宜设铜水套,熔体温度1 150~1 200 ℃,属低温熔炼,对渣铜分离不利,同时底吹炉富氧空气压力大,进炉气体流速高,动能大,熔体搅动强烈,而底吹炉没有一个平静的沉降区,一般渣含Cu 3.5%左右,甚至更高。为了降低渣含铜,中国恩菲工程技术有限公司(以下简称中国恩菲)开发了一种带隔墙的新型底吹炉(已申请专利),有一段较为平静的沉降区,同时隔墙可以防止生料进入沉降区,渣含Cu有望降至1.0%~2.0%。
1.1.6 渣排放方式
目前底吹炉均采用间断排渣方式,精矿处理量大时,设2个排渣口,几乎同时作业,若采用有隔墙带沉降区的新型底吹炉,沉降区渣层很平稳,设1个渣口可连续溢流排放,不用堵口,渣口外设翻转流槽,2个渣包位交替作业。
1.1.7 铜锍排放方式
目前除东营方圆有色金属有限公司(以下简称东营方圆)二期底吹熔炼炉采用铜锍虹吸连续排放外,其他底吹炉铜锍还是打眼间断排放。若采用连续炼铜工艺,底吹熔炼炉应采用铜锍虹吸连续排放方式,可保障熔炼炉及吹炼炉炉况稳定,减轻劳动强度。
1.1.8 事故渣口的设置
放渣端设事故渣口,当底吹炉停炉时间较长时,可把大部分渣放出,维持薄渣层,以克服渣导热性差的缺点,利于炉内熔体的传热保温。
1.1.9 开停炉出烟口冒烟问题
有些项目在试生产期间,底吹炉开停炉时出烟口冒烟严重,经现场不断操作改进,此问题已得到有效解决。采取的措施包括:转动炉体过程中逐渐降低喷枪鼓风量;将上升烟道主烟气的高温风机和副烟道环集烟气的风机开到最大,同时降低或关闭铜、渣放出口等环集收集口处管道阀门开度,可在DCS设置自动开停程序,一键操作。
1.2 富氧侧吹熔炼技术
富氧侧吹熔炼技术起源于苏联的瓦纽科夫工艺,自2008年赤峰云铜有色金属有限公司(以下简称赤峰云铜)采用富氧侧吹炼铜技术(金峰炉)以来,富氧侧吹熔炼技术得到迅猛发展,特别是近几年,采用该技术的厂家越来越多,其技术发展主要表现在以下几点。
1.2.1 冶炼规模及炉体大型化
采用富氧侧吹熔炼的铜冶炼规模不断扩大,单系列规模有60 kt/a、100 kt/a、150 kt/a、200 kt/a、300~350 kt/a,一般情况下炉体横断面变化不大,只是炉体加长。广西南国铜业有限责任公司(以下简称南国铜业)铜冶炼产能单系列规模300 kt/a,炉体出烟口位置由端头改为炉体中间,出烟口两侧各设3个加料口,相当于2个侧吹炉“背靠背”组合而成[3],风口区宽度仍然是2.5 m,炉膛高度及横断面积并未增加。此方案的优点是当精矿处理量大时,烟气从炉体两侧向炉体中间的出烟口汇集,炉内烟气分流,烟气流速相对会降低;缺点是炉体过长,细长条炉体结构受力稳定性差,易被挤成S形,另外,厂房占地大,加料口布置在出烟口两侧,加料口多,加料系统复杂。
中国恩菲提出了宽炉体(风口区宽度2.5~4.5 m)侧吹熔炼炉理念,已获国家专利(专利号ZL2018 2 1552734.0),并在侯马北铜铜业有限公司(以下简称侯马北铜)、广西金川有色金属有限公司(以下简称广西金川)二期项目中得到采用。宽炉体侧吹熔炼炉的出烟口仍在炉体端部,风口区宽度增加至2.8 m,炉膛高度和宽度也相应增加,提高了炉膛横断面积;同时增加了出烟口截面积,降低了炉膛和出烟口烟气流速,减少了烟尘率。由于炉体宽度增加、长度相应缩短,长宽比更加合理,炉体结构更加稳定,后续项目风口区宽度及炉膛横断面积还可以继续增加,进一步优化。
1.2.2 渣中Fe/SiO2与渣处理方案
早期侧吹熔炼炉熔炼渣含Cu 0.8%左右,进贫化电炉进一步处理冶炼渣后,最终弃渣含Cu 0.5%左右。当精矿杂质含量高或精矿处理量增加时,弃渣含Cu有所上升,电炉贫化一般要求渣中Fe/SiO2低(1.1~1.3),因而渣率大,铜损失率增加。为了提高铜的回收率,2013年底,富邦铜业有限责任公司和赤峰云铜相继开始将电炉贫化水碎改为渣缓冷浮选工艺[4-5],渣尾矿含Cu<0.25%;另外,为了降低渣率,将渣中Fe/SiO2提高到1.5~1.7,目前侧吹熔炼渣中Fe/SiO2已提高到1.8~2.0,与底吹熔炼渣中Fe/SiO2基本持平。
1.2.3 铜锍品位变化
早期富氧侧吹熔炼铜锍品位为55%~60%,配合转炉吹炼工艺。2014年赤峰云铜开发了双炉侧顶吹粗铜连续吹炼代替PS转炉吹炼工艺[6],第一台富氧侧吹熔炼炉产出含Cu 55%~57%的铜锍,铜锍通过流槽流到另一台侧吹炉(造渣炉)内进行连续造渣作业,吹炼成含Cu 77%的白铜锍再通过流槽流到多枪顶吹炉(造铜炉)内开始连续吹炼造铜作业,产出含Cu 98.5%的粗铜送阳极炉精炼。
中国恩菲与烟台国润铜业有限公司(以下简称烟台国润)联合开发的“富氧侧吹熔炼+多枪顶吹连续吹炼+阳极炉精炼”全热态三连炉连续炼铜工艺成功应用于烟台国润节能技术改造项目,并于2017年投入运行。侧吹熔炼炉直接产出Cu 72%~75%的铜锍[7],铜锍再通过流槽流到多枪顶吹炉进行连续吹炼,吹炼炉产的粗铜通过流槽流入阳极炉进行火法精炼。
1.2.4 上升烟道结构形式
富氧侧吹熔炼炉是固定式炉体,若上升烟道采用锅炉膜式壁结构,一旦上升烟道爆管漏水,水就有可能进入到炉内,水量少可汽化,水量大且处理不及时,容易导致炉内熔池凝固或爆炸,引起生产安全事故。另外,锅炉检修在炉体保温下操作时,出烟口需用水冷闸板进行密封,炉口面积大使得操作复杂,炉体上需设有副烟道口排出保温烟气,否则需要放空炉内熔体,重新造熔池。因此,上升烟道采用耐火砖砌结构(有少量铜水套)较为安全。
1.2.5 烟尘直接返炉技术
中国恩菲开发了一种熔炼及吹炼工艺中电收尘器所产含Cu相对较高的烟尘直接进侧吹熔炼炉熔体的技术,其采用气流输送方式,将烟尘连续或间断从风口区喷入熔体内(已申请专利)。该技术投入使用后,熔炼机械尘大幅减少,烟气带走的主要是挥发尘,总烟尘率大幅降低。熔炼电收尘器产出含Cu低的高质量白烟尘,开路烟尘会使得铜损失率降低,铜直收率及回收率提高。
1.2.6 配煤率
侧吹熔炼富氧空气吹在渣层,易生成磁性铁,增加渣黏度,有形成泡沫渣的风险。安全起见,一般要配入一定比例的焦(煤)(早期3%左右,现在1%左右),用于磁性铁的还原,因此侧吹炉加煤主要是满足渣还原,而不是热平衡。
侧吹炉铜水套多,散热大,若原料含S偏低,需要进一步提炉温,完全可以把一次风富氧浓度提高到85%~95%,或对二次风配氧。在高炉温下,渣黏度会降低,合理控制好炉温与配煤率是不形成泡沫渣的关键。
2 铜锍连续吹炼技术
转炉吹炼间断作业,送风时率低,短期释放热量大,在相同铜锍品位和相同氧气浓度情况下,较连续吹炼炉处理冷铜料能力强,加之加冷料方式简单方便灵活,因此受到希望多处理冷铜料企业的青睐。
近期来自潇湘晨报转自云南网报道称,西南铜业开发出了高密封性自抑结渣装置,实现了密闭式转炉铜锍吹炼,有效解决了转炉频繁转进转出(摇炉)过程中的烟气逸散问题。有的企业如赤峰金剑铜业有限责任公司还设有专门的空铜锍包子存储区,集中收集空铜锍包子还在逸散的烟气,但铜锍包子吊运过程中的烟气逸散问题很难解决,特别是刚倒完铜锍的空包子状态,为此不得不把整个熔炼主厂房屋顶密封,设多个抽气点集中抽气,抽气量大,环集烟气脱硫运行成本高。熔炼主厂房高空冶金吊驾驶室周边及转炉副跨熔剂胶带输送机区域环境很难得到完全彻底改观,难以满足职业卫生要求,同时长期高空熔体吊包作业存在安全隐患。
开发并采用先进的铜锍连续吹炼技术替代PS转炉是必然的趋势和要求,铜锍连续吹炼炉完全可以通过增加富氧浓度来提高冷铜料的处理能力。
2.1 底吹连续吹炼技术
中国恩菲联合河南豫光金铅集团有限责任公司等开发的铜锍底吹连续吹炼技术在豫光玉川冶炼厂于2014年成功投入运行。目前采用底吹连续吹炼技术且已投产的企业共有6家,该技术特点及存在的问题主要有以下几点。
2.1.1 冷、热铜锍连续吹炼
底吹连续吹炼技术分冷铜锍连续吹炼、热铜锍连续吹炼和冷、热铜锍兼顾连续吹炼3种。青海铜业有限责任公司(以下简称青海铜业)采用完全冷铜锍连续吹炼,豫光玉川冶炼厂采用冷、热铜锍兼顾连续吹炼,包头华鼎等其他厂均采用热铜锍连续吹炼方式。从生产运行效果来看,热铜锍连续吹炼技术更合理,没有铜锍冷却、破碎和上料等环节,更节能、环保。在铜残极完全返回底吹吹炼炉的情况下,为了减少烟气量,应维持较高的富氧浓度(如O235%~40%);用专门自产冷铜锍来调节炉温并不理想,通过调节富氧浓度或加废杂铜来调节炉温更合理一些。
2.1.2 吹炼规模及炉体规格
目前已规模化应用的底吹连续吹炼铜冶炼规模有100 kt/a、150 kt/a和200~250 kt/a,炉体规格主要有Ф3.8 m×15 m、Ф4.1 m×18 m、Ф4.4 m×20 m、Ф4.8 m×23 m和Ф5.2 m×23 m。
2.1.3 氧枪规格
吹炼氧枪规格主要有Ф48 mm、Ф50 mm、Ф55 mm(国投金城单支枪通气量2 000 m3/h)和Ф75 mm(包头华鼎单支枪通气量大于4 000 m3/h)。包头华鼎铜冶炼规模120 kt/a,吹炼采用3支Ф75 mm大规格氧枪,可减少氧枪数量。
2.1.4 加料口数量及位置
早期项目底吹连续吹炼炉炉顶一般设1个出烟口和1个熔剂加料口,残极从出烟口加入。一般加料口设在远离喷枪区,不会黏结,不用清理;若加料口设在喷枪区,熔体喷溅到加料口形成的含粗铜黏结物不易清理。最新项目炉体上不再单设加料口,熔剂与残极一同从出烟口加入炉,炉顶操作环境大为改善。
2.1.5 氧枪及氧枪砖寿命
底吹吹炼发展的最大瓶颈之一是氧枪和氧枪砖寿命偏短,氧枪寿命1~2个月,氧枪砖前半年不用换,后期2~3个月就要更换一次,过于频繁。
2.2 多枪顶吹连续吹炼技术
多枪顶吹连续吹炼主要是借鉴三菱法发展起来的一种吹炼技术,其采用固定式炉体,炉顶设有多个喷枪,一定压力的富氧空气通过喷枪口高速喷到熔体内,喷入熔体的氧气与加至炉内的铜锍进行氧化反应,生成粗铜;造渣使用钙铁渣系,不易生成泡沫渣。该技术近几年得到广泛推广采用,技术特点及改进主要有以下几个方面。
2.2.1 冶炼规模
已投产的多枪顶吹连续吹炼炉最大铜产能约300 kt/a,与三菱法C炉持平,正在设计和在建的多枪顶吹连续吹炼炉铜产能拟达到350 kt/a。
2.2.2 炉体结构形式
多枪顶吹连续吹炼炉主要有椭圆形[3]、圆形和矩形3种炉型。椭圆形炉体异形砖多,砌筑难度大,拱脚难做,炉体受力变形时,炉底砖易漂浮;圆形炉熔体搅动无死角,但炉体受力调节难度大,炉体易变形;弹性结构的矩形炉体,受力好调节,炉体结构稳定、安全性高。
2.2.3 上升烟道结构形式
采用多枪顶吹连续吹炼炉生产粗铜,若上升烟道采用膜式壁结构,爆管后水进炉内易引起爆炸,为安全起见和减少对生产的影响,上升烟道宜采用耐火砖砌筑的砖烟道结构形式。
2.2.4 炉顶开口数量
目前多枪顶吹连续吹炼炉炉顶主要设有出烟口、残极加入口、熔剂口和多个喷枪口,开口数较多,应尽量减少开口数,如残极口和熔剂口可以合并到出烟口,以改善炉顶操作环境。
2.2.5 渣层厚度及粗铜排放方式
目前有2种操作方式:烟台国润采用薄渣层(50~150 mm),粗铜含S 0.05%~0.3%,粗铜虹吸连续排放[7];南国铜业和赤峰云铜采用厚渣层(400~600 mm),粗铜含S 0.03%,粗铜间断排放[8-9]。
理想的操作方式应是粗铜含S低、粗铜虹吸连续排放,渣层控制一定厚度,生产能稳定操作即可。
3 火法精炼
粗铜精炼通常采用回转式阳极炉,反射炉已被逐步淘汰。针对包头华鼎底吹吹炼炉产的粗铜含S 0.5%~0.8%偏高的情况,中国恩菲联合包头华鼎开发了底吹精炼技术。新型底吹精炼炉由原转炉改造而成,炉口与出烟口合并成一个口,采用固定和移动式烟罩,取消炉口液压密封装置;设2支底吹氧化还原枪,单支枪送气量1 250~1 500 Nm3/h[10],是传统氧化还原枪的2~3倍。该新型底吹精炼炉大幅缩短了氧化还原时间,脱杂能力也得到明显提高;由于其采用底部送气,熔体搅动好,取消了透气砖装置。2019年世界首条“底吹熔炼+底吹吹炼+底吹精炼”全底吹全热态三连炉连续炼铜生产线于包头华鼎成功运行。
4 各种组合的连续炼铜及短流程工艺
目前国内已建成和正在设计建设的各种组合连续炼铜及短流程工艺见表3。由于奥斯麦特顶吹吹炼是周期性作业,非真正的连续吹炼工艺,未列出;三菱法国内未引进,也未列出。

表3 国内已建成和正在建设的各种连续炼铜技术及短流程组合方案
目前国内采用各种组合连续炼铜或短流程工艺的冶炼规模及生产厂家见表4。
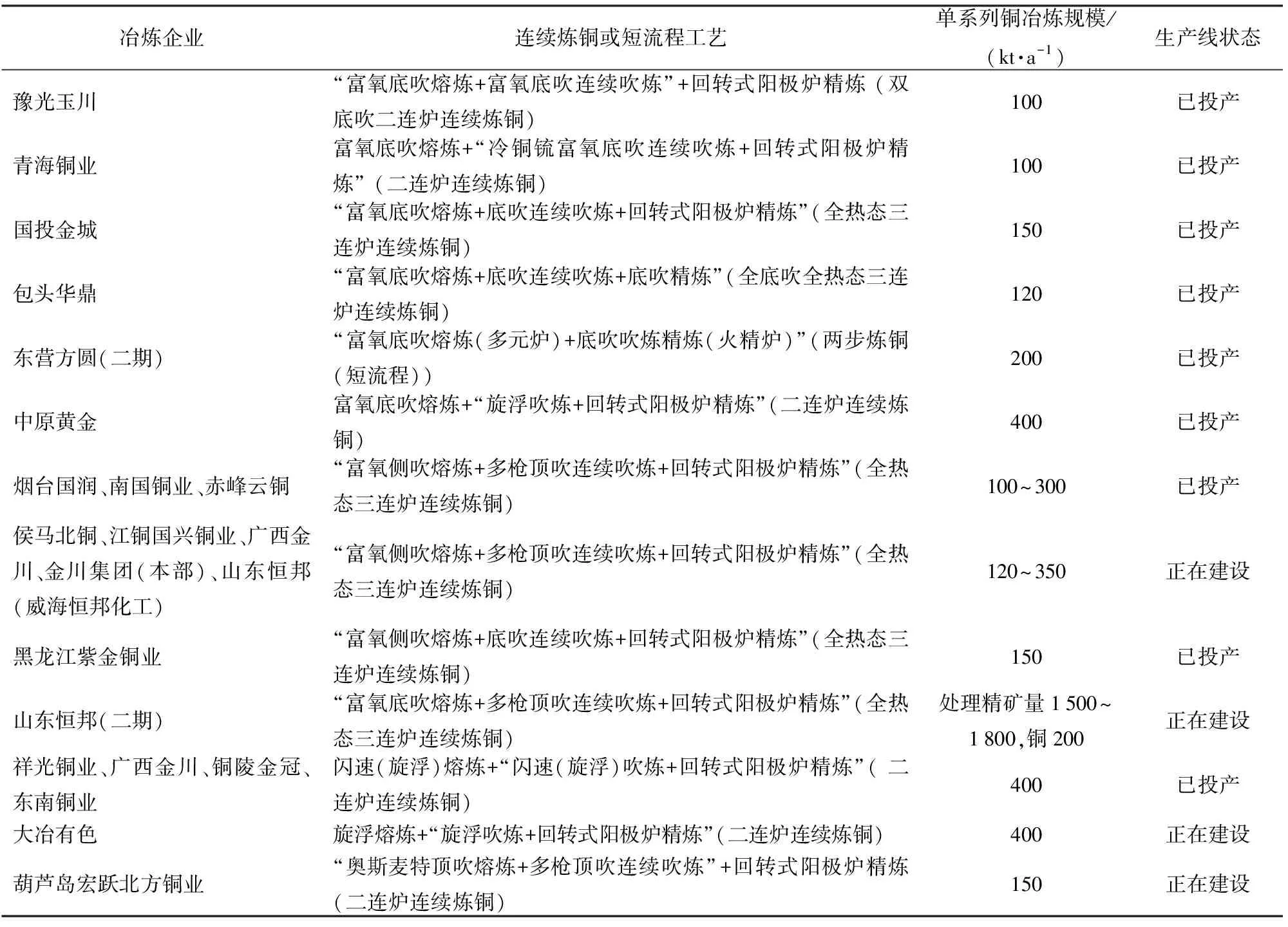
表4 国内采用各种组合连续炼铜或短流程工艺的冶炼规模及生产厂家
葫芦岛宏跃北方铜业有限责任公司受环保压力影响,拟取消转炉吹炼,采用“奥斯麦特顶吹熔炼+多枪顶吹连续吹炼+回转式阳极炉精炼”连续炼铜工艺。奥斯麦特熔炼炉经适当改造后,熔炼炉所产高品位铜锍可直接进入多枪顶吹炉连续吹炼,熔炼渣进入沉降电炉后排放或直接从奥炉排放缓冷后送渣选系统。试生产期间,熔炼炉所产混合炉料也可先进沉降电炉,电炉产的铜锍进多枪顶吹炉连续吹炼,电炉渣送渣选,多枪顶吹吹炼炉产的粗铜进回转式阳极炉精炼。此方案为其他采用“奥斯麦特(艾萨)顶吹熔炼+转炉吹炼”工艺的厂家提供一种改造思路,另外,“奥斯麦特顶吹熔炼+底吹连续吹炼+回转式阳极炉精炼”连续炼铜工艺也是可采用的方案。
文献[11]提出“闪速熔炼+底吹连续吹炼”连续炼铜工艺方案,其实“闪速(旋浮)熔炼+多枪顶吹连续吹炼”连续炼铜工艺也是可选择方案之一。
东营方圆二期“年处理100万t多金属矿项目”采用“富氧底吹炉熔炼(多元炉)+底吹炉吹炼精炼(火精炉)”两步炼铜工艺,于2015年投产。其他各种熔炼工艺也可与底吹炉吹炼精炼工艺相结合直接产阳极铜,实现两步炼铜,形成如“富氧侧吹炉熔炼+底吹炉吹炼精炼”和“闪速(旋浮)熔炼+底吹炉吹炼精炼”短流程工艺。“奥斯麦特(艾萨)顶吹熔炼+底吹炉吹炼精炼”工艺也可作为已采用“奥斯麦特(艾萨)顶吹熔炼+转炉吹炼”工艺改造的可选方案。
5 结语
从冶炼规模上来说,富氧底吹熔炼和富氧侧吹熔炼的精矿处理能力均可达到1 500 kt/a以上,与闪速熔炼和奥斯麦特顶吹熔炼处理精矿量相当,多枪顶吹连续吹炼铜冶炼规模已达300 kt/a,有望到达300~400 kt/a,底吹吹炼铜冶炼规模已达200 kt/a,也有望达到300~400 kt/a。总体来看,这些技术均取得较快发展,已达到世界先进水平,但仍是发展中的技术,还有许多待改进和完善的地方。
连续炼铜技术及短流程工艺是未来铜冶炼的发展方向,新建冶炼厂或改造项目可根据精矿原料成分、冶炼规模、技术成熟度及特点等,选择不同的组合工艺。
猜你喜欢
大型铸锻件(2022年4期)2022-08-16
当代水产(2022年6期)2022-06-29
铝加工(2021年6期)2021-12-04
有色金属材料与工程(2021年2期)2021-11-28
宝藏(2021年6期)2021-07-20
宝藏(2021年6期)2021-07-20
铝加工(2020年6期)2021-01-13
玻璃(2020年2期)2020-12-11
Plasma Science and Technology(2020年11期)2020-11-10
中国经贸导刊(2015年27期)2015-10-10