
塑性成形模具用硬质合金的研究进展
2022-09-24 11:49:00陆柏贤唐学峰马云飞夏巨谌胡国安王新云
模具工业 2022年9期
0 引言
塑性成形是指在外力作用下,使金属产生塑性变形而获得所需要的形状尺寸和组织性能的加工技术。相对于金属铸造、焊接、切削等加工方法,塑性成形的材料利用率高、成形的产品尺寸精度高、表面质量好,适用于大批量自动化连续生产,并且能在加工过程中改善金属的组织和性能,是金属加工中不可替代的方法。据调研,90%以上的钢材和70%以上的有色金属需要经过塑性成形加工成各种原材料,再由模具进一步制备成所需的零件,这些零件广泛应用于汽车制造、航空航天、国防军工、民用五金和家用电器等领域。
在塑性成形加工过程中,塑性成形模具的精度影响产品精度,其使用寿命和质量关系生产的经济效益,因此,改善塑性成形模具的性能、延长其使用寿命、控制其制造成本,一直是相关企业和研究工作者关注的重点和热点,而塑性成形模具材料的选择和研发是这个过程中重要的一环。
目前常用于制备塑性成形模具的材料主要有碳素钢、合金工模具钢、高碳高铬工模具钢、高速钢等
。不过随着对产品质量和产量要求的提高,这些材料的力学和物理性能不能满足某些服役条件苛刻的加工制造业对模具使用寿命和精度的需求,因此各种新型模具材料不断涌现,其中硬质合金是新型模具材料中一种性能优异的高端复合材料。
现阶段的企业竞争是人、钱、物、信息、时间的综合竞争,尤其以时间为竞争的核心。丰田公司很早就意识到了这点,并将时间要素统筹考虑进生产系统中。在丰田公司,生产时间的范围相对较宽,从取得材料到制成产品,再到获得现金收益,不仅包括加工产品的时间,而且包括产品停滞的时间,如产品在各个生产环节的停顿以及库存时间。
硬质合金是由难熔金属的硬质化合物(如碳化钨、碳化钛等)和粘结相(如钴、铁等)通过粉末冶金工艺加工而成的一种复合材料,拥有高硬度、高强度、高红硬性、耐磨、耐腐蚀等优异性能,能满足部分高端塑性成形模具的材料需求,因此硬质合金在模具制造行业拥有广阔的适用范围和发展前景。不过,鉴于硬质合金在模具制备中的应用情况论述较少,以下将介绍硬质合金在塑性成形模具中应用的种类、牌号和选取原则,并阐述硬质合金模具的制备、加工方法。
1 硬质合金在塑性成形模具中的应用
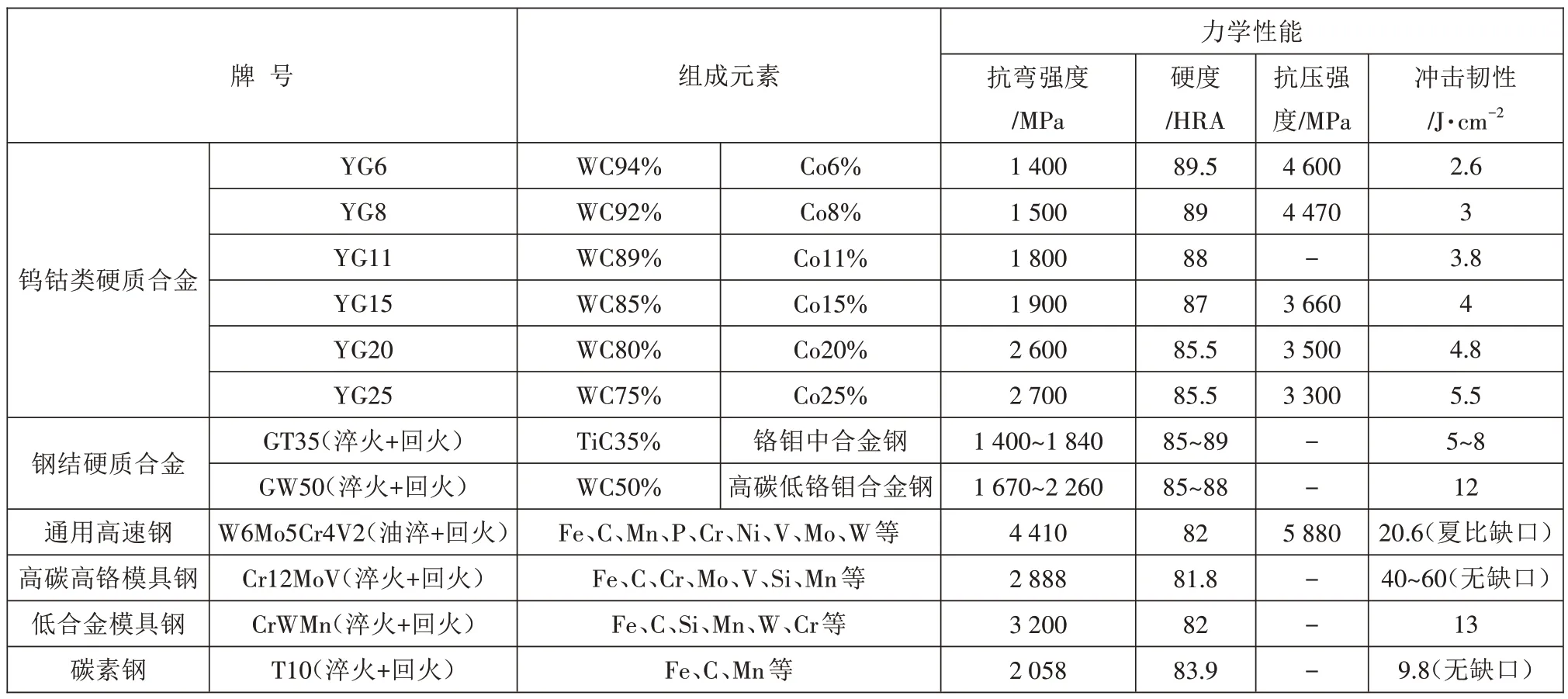
表1所示是几种常用牌号的硬质合金和传统模具钢的性能参数
,表1中参数是某种特定工艺下的参数,在具体使用中还要根据制备工艺及后续处理确定其性能是否满足生产的需要。不过从表1中可看出硬质合金的硬度高于模具钢,而冲击韧性较差,并且随Co含量降低的规律更加显著。
除钴基硬质合金外,钢结硬质合金也得到了一定的应用。钢结硬质合金使用钢代替传统的钴作为粘结相,使用难熔金属碳化物作为硬质相。因此,除具有良好的硬度和耐磨性,钢结硬质合金还继承了钢基体的可加工性和可热处理性,是介于传统硬质合金和工模具钢之间的新型工模具材料。国内钢结硬质合金主要分为WC 型和TiC 型,其中WC 型钢结硬质合金的研究和发展相对比较全面,而TiC 型钢结硬质合金起步较晚,与国际水平有较大差距
。
现阶段模具中最常用的硬质合金是钴基硬质合金,其国标牌号有钨钴类、钨钛钴类、钨钛钽(铌)类等。其中钨钴类硬质合金是使用最广泛、商业化最成熟的硬质合金,其主要成分为碳化钨(WC)和钴(Co),牌号用代号YG 后加钴含量的百分值表示;钨钛钴类硬质合金则是在钨钴类基础上加入碳化钛(TiC),其硬度较钨钴类硬质合金更高,不过韧性也更差
,其牌号用代号YT 后加碳化钛含量的百分值表示;钨钛钽(铌)类硬质合金又称为万能硬质合金,其硬度、强度都高于其他硬质合金
,不过成分除WC、TiC、Co 外还要加入碳化钽(TaC)或碳化铌(NbC)等稀土元素碳化物,因此价格昂贵,适用场合较少,其牌号用代号YW后加序号表示。
预警发布模块主要实现预警消息的发布及推送,由预警发布服务端、预警接收客户端、配置文件以及日志文件所组成。
除性能差别外,相对于模具钢,硬质合金制备生产难度较大、零部件单价成本较高。1 副硬质合金模具的平均制造费用约为普通钢制模具的2~4倍,因此若在小批量、形状简单、负荷较轻的模具中使用会导致成形零件的生产成本过高,但硬质合金模具的使用寿命能达到普通钢制模具的20~40 倍,传统模具钢的5~10倍,单次刃磨寿命是普通钢制模具的10~30 倍,可有效减少修模次数,提高生产效率,因此在生产批量大、成形精度要求高的零件时使用硬质合金制作的模具,反而能够降低单个成形零件的平均加工成本。在塑性成形模具中,冲模和挤压模常用来进行连续大批量的生产,并且对模具零件硬度要求较高,因此以下主要介绍这2 种模具中硬质合金的应用情况和性能优势。
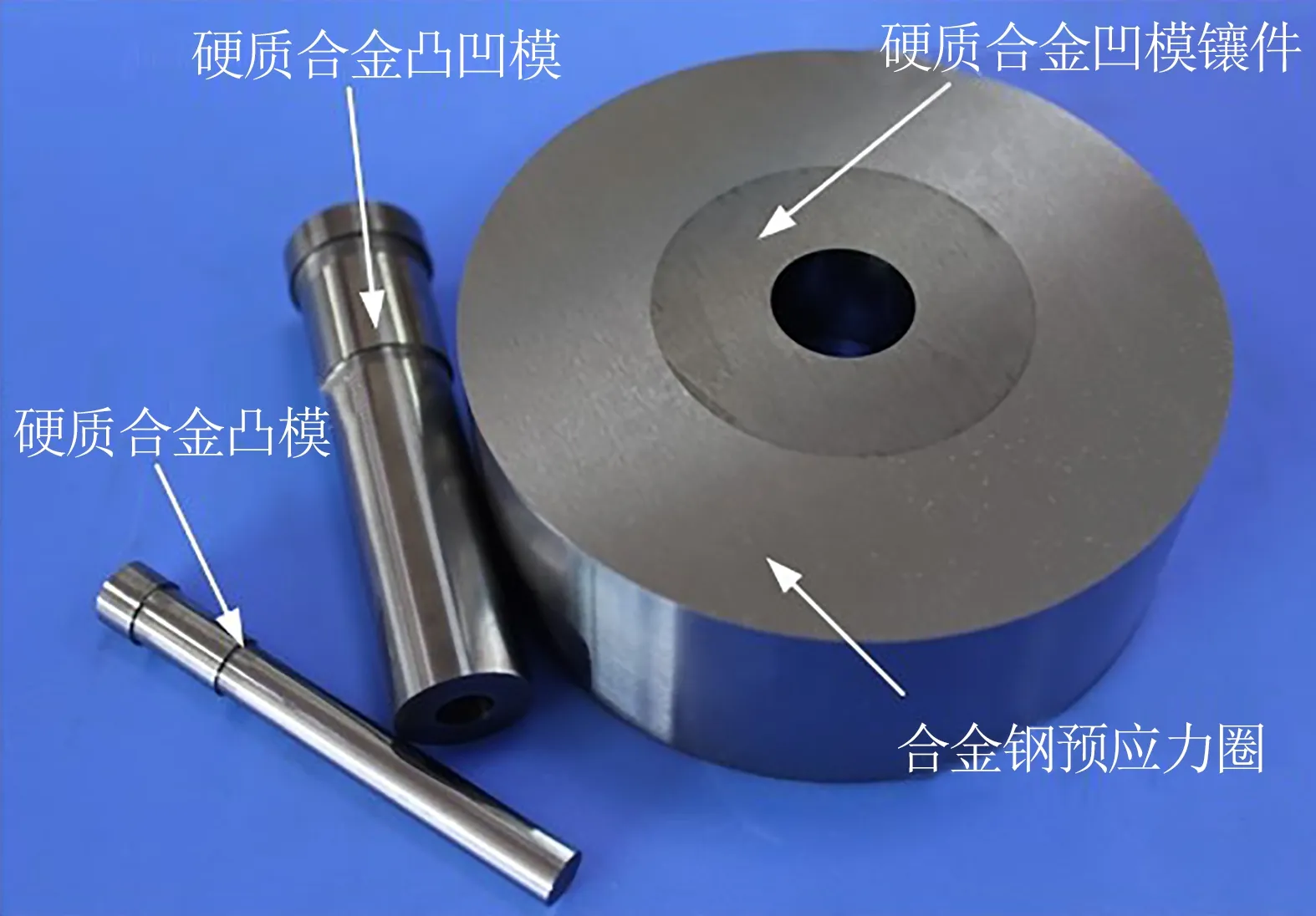
图2 所示是1 副硬质合金挤压模的凸模、凸凹模、凹模镶件和预应力圈四部分,其中凸模和凸凹模径向尺寸小,整体采用硬质合金制备,而挤压模的凹模采用硬质合金镶件和合金钢预应力圈镶嵌的方式,这种方法在许多模具设计中都有使用
。使用预应力圈可以分担硬质合金镶件所承受的拉应力,弥补硬质合金抗拉强度低
、韧性差的不足,提高模具的整体强度,还能降低模具制造成本。另外在实际生产中还发现,硬质合金的热膨胀系数低,不会由于冷挤压过程中的冷热交变及预应力圈而频繁产生内部应力,使镶件与预应力圈之间配合更默契。
1.1 硬质合金在冲模中的应用
冲压是靠压力机与模具对板材、带材、管材和型材等坯料施加外力,使之分离或产生塑性变形,以获得所需形状和尺寸的零件的加工方法。冲压加工以其所生产零件的高复杂程度、高重复精度和其高生产效率广泛应用于各行各业。
冲模中诸如级进模、高速冲模等用于大批量生产的模具在生产中承受长期高频率的冲击力、剪切力和摩擦力的作用,因此为保证所生产零件的尺寸和形状精度以及模具的使用寿命,需要使用高硬度、高强度以及具有良好抗疲劳性和抗粘咬性的材料制备此类模具
,硬质合金是很适用的材料之一。冲压加工根据加工特点可分为分离工序和成形工序,分离工序中模具负责使坯料割裂产生分离,成形工序中模具则使坯料产生塑性变形而具有一定形状与尺寸,2 种模具的力学作用和工作环境不同,因此选择材料原则不同。
1.1.1 硬质合金在分离工序模具中的应用
在分离工序中所用的模具称为冲裁模。冲裁模对凸、凹模的硬度要求较高,尤其是精密冲裁,原因在于冲裁模制备的零件要求断面整齐,尽可能减少毛刺和变形,因此要求冲裁模的凸、凹模配合间隙小,若模具材料硬度低,则冲裁过程中在较大的局部应力作用下,凸、凹模的刃口处易产生变形而撞模导致模具报废,或刃口磨损严重而缩短模具使用寿命,需要频繁修模导致生产效率低。因此,使用高硬度和高耐磨性的材料(如硬质合金)制备冲裁模,能延长模具的使用寿命。据统计,硬质合金冲裁模的使用寿命是模具钢制冲裁模的20~50 倍,单次刃磨寿命可达上百万冲次
。
1.2.1 硬质合金在冷挤压模中的应用
另外,在进行硬质合金冲裁模工艺设计时要注意:硬质合金因受力产生的变形小、迟滞较低,只有钢的1/18~1/20,且疲劳强度较高,因此可以适当提高硬质合金冲裁模的冲裁效率。硬质合金对应力的敏感性较高,在分离工序中,并不适用于制备切边模,在形状复杂的落料模和冲孔模中使用时,也要适当选择钴含量较高、韧性较高的硬质合金以避免崩刃而提前失效
。在不同工况的冲模中推荐使用的硬质合金牌号
如表2所示,如简单轮廓的冲孔模或盒形件落料模采用YG15、YG11分别制备凸、凹模,同样材料和厚度的复杂轮廓的落料模中则应使用钴含量高一些的硬质合金,如YG20、YG15。

1.1.2 硬质合金在成形工序模具中的应用
构建随机学习博弈(Stochastic Learning Game,SLG),扩展纯策略博弈Γ={V,A,In,un}为混合策略博弈Γ′={V,P,In,un},其中P=(p1,p2,…,pN)为系统混合策略选择概率规划,cM,1qL}包含M×L元素,其中表示用户n选择策略行为an=(c,q)概率,且满足及和分别为用户n选择信道c和使用功率等级q的概率,博弈过程中用户依概率进行策略选择,直至算法收敛,伪代码如算法1所示.
与分离工序相比,成形工序加工的零件要求其形状尺寸在允许公差内,表面粗糙度低,因此为保证成形效率和模具的使用寿命,除对模具材料的力学性能有要求外,还对其物理性能提出一定要求。
成形工序的模具根据加工零件的形状特征可分为拉深模、弯曲模、翻边模等。拉深模和翻边模要求成形零件与模具零件的摩擦小,以降低能耗和保证成形过程的顺利进行。硬质合金的抛光性优良、摩擦系数较低和金属的粘附性低,能有效降低模具零件与成形零件之间的摩擦。因此,使用硬质合金作为拉深模和弯曲模材料时,能够减少30%左右的能量消耗
,并延长模具的使用寿命。经试验,在拉深不锈钢金属时,使用Cr12 合金工模具钢作为拉深模材料时,平均每生产200 件零件必须抛光一次,否则易产生黏着而使零件报废,而使用YG6 硬质合金则平均生产600 件修一次模即可,若是在YG6 中添加六方BN 制备成自润滑硬质合金,减小Co 相磨损,则一次修模可平均生产1 600 件零件
。相比于拉深模和翻边模,弯曲模则要求模具材料硬度高、弹性模量高、不易因受力变形,以保证加工零件的形状精度,硬质合金也具有这些特点
。
温挤压坯料温度在200~800 ℃,热挤压坯料温度在500~1 100 ℃,这2种挤压模在与坯料接触时快速升温,与零件分离时又快速冷却的过程中,承受高温、冷热交变和温度不均的影响,因此要求材料有较好的热稳定性,即高红硬性、良好的高温组织稳定性以及高温抗氧化性。而硬质合金能满足上述要求,硬质合金在800 ℃以下时其物理性能,如抗氧化性、抗腐蚀性几乎不随温度改变,力学性能略有下降,但也高于传统高温模具钢
。因此,在温挤压模和热挤压模中使用硬质合金能够从一定程度上解决温、热挤压模使用寿命短的情况。据调研,气门顶杆热挤压模采用W18Cr4V 高速钢的使用寿命仅500 件左右,而采用GW1 钢结硬质合金的使用寿命可达1 000 件以上,采用美国D43 的寿命可达4 000件以上
;采用RW40钢结硬质合金,经热处理后再进行渗硼处理能使使用寿命相对于传统模具钢提高10~15 倍
;使用DT 系列钢结硬质合金经锻造和热处理后代替熔炼钢作为模具材料的挤压钢球,可将模具使用寿命提高近20倍
。
另外由于硬质合金的热膨胀系数较小,有利于提高生产零件的尺寸和形状精度,但由于钨钴类硬质合金对于应力集中比较敏感,并不适合挤压形状复杂的产品,而在各种标准件,简单形状型材等产品制备中使用较多,如在铝管型材温挤压模中常用的硬质合金为钨钴类硬质合金,YG8 可以用在圆铝管挤压模中,工作温度在500 ℃左右,其使用寿命内可加工11 000~23 000 kg 铝管
;YG15、YG20 常用在挤压平行流铝扁管的硬质合金镶嵌挤压模
。
1.2 硬质合金在挤压模中的应用
挤压成形是指对坯料加压,使之产生塑性流动,获得相应模具的型孔或凸、凹模形状零件的一种压力加工方法。这种加工方法材料利用率高,能改善材料的组织和力学性能,操作简单、生产率高,可用来制作长杆、管材、深孔、薄壁、异形断面零件,是重要的少、无切削加工工艺。
相对于冲压成形,挤压成形中坯料和模具零件之间作用时间更长,程度更加剧烈,因此对模具材料要求更高。挤压模中凸模受冲击力较大,要求凸模不易脆性折断与变形,即要求凸模材料抗冲击韧性、抗压强度较高,而凹模需长时间承受剧烈摩擦力作用,因此要求凹模的耐磨性极佳,即要求凹模材料硬度较高、抛光性和润滑性较好等。除上述要求外,不同场景下还有其特殊的需求,因此可将挤压加工按坯料温度分为三类:坯料为常温的称为冷挤压;坯料处于再结晶温度以上的称为热挤压;温度在二者之间的称为温挤压。
满载工况时,在驱动装置以内胶带最大动张力为3 kN(忽略两驱动滚筒中间的胶带、托辊和改向滚筒的质量),在驱动装置以外胶带最大动张力为6.14 kN。空载工况时,机头胶带最大动张力为16.4 kN,机尾胶带最大动张力为10.3 kN。
除硬度要求外,冲裁模中凸、凹模在工作时还要承受强烈的剪切力、摩擦力和一定的冲击力,因此对材料的抗压强度和抗冲击韧性也有一定的要求。而硬质合金的抗冲击韧性较差,为防止硬质合金冲裁模过早失效,冲裁模一般根据冲击韧性的需求选择合适牌号的硬质合金。在冲裁加工中,通常根据板厚将坯料分为薄板和厚板(由于不同坯料材质的强度不同,区分薄、厚板的临界尺寸也不同,常用的标准:在冲压钢板时,将厚度<4 mm的钢板称之为薄板,其余为厚板),薄板冲裁中板材以剪切断裂为主,模具主要受轴向应力作用,模具所受冲击力较小,因此可以选用低钴、细晶粒度的的硬质合金,这样凸、凹模硬度更高,耐磨性更好,模具使用寿命更长。常用牌号有:YG8、YG8X(X 表示细晶粒)、YG11 等。而在厚板冲裁中,由于板厚增加,凸、凹模间隙增加,冲裁过程中板材会产生较大撕裂带,凸、凹模刃口处会受到较大径向应力,板厚增加也会致使冲击力增大,为避免模具产生裂纹提前失效,需选用韧性更好的高钴含量、粗晶粒度的硬质合金,如YG15、YG15C(C 表示粗晶粒)、YG18C、YG20、YG25等。
冷挤压加工会使坯料在室温下产生剧烈变形,使其产生加工硬化,提高最终零件的硬度和强度,且零件的表面质量好,又能精确加工带有异形截面、内齿及盲孔等其他方式难以加工的形状特征零件,因此适用范围广,常用来生产螺栓等各种紧固件、汽车零件等。
在冷挤压模中,坯料在室温下塑性较差,因此抵抗力较大,模具需承受较大的应力作用。其中,凸模在挤压过程中承受冲击力和压力,在回程时又转变成轴向拉力,这种拉、压应力交变过程对模具的疲劳强度、冲击韧性提出更高要求;此外,凸模工作时还要承受不同程度的偏心负荷
,因而受到偏心应力作用,再加上挤压过程中的热效应以及模具零件与坯料的摩擦作用,使凸模工作时升温,回程时又会降温,因此凸模还承受频繁的冷热应力作用
。综上所述,要求凸模材料具备较好的冲击韧性、抗弯强度、抗压强度、抗疲劳性能和热稳定性,因此冷挤压凸模一般使用钴含量高的钨钴类硬质合金,如YG15、YG20、YG20C、YG25等。
和凸模相比,冷挤压凹模所受的冲击力较小,但是要承受剧烈的摩擦力和较大的径向拉应力作用。因此,应该选择硬度较高的硬质合金,如钨钴类的低钴细晶粒的牌号,如YG8、YG10、YG15X 等,或选用硬度高于钨钴类的钨钛钴类(YT)硬质合金,如YT15等。不过这2种硬质合金的韧性差,对应力的敏感性高,因此并不适合成形复杂零件。在这类情况中可以使用抗弯强度更高和韧性更好的钢结硬质合金,如在冷挤压花键轴时,由于内部会受到700 N/mm
的平均挤压力,并且在齿键处应力集中严重,使用传统材料Cr12MoV 制作凹模模芯时会由于耐磨性不够而磨损失效,平均寿命为5 000~10 000件,使用钨钴类硬质合金制作凹模,其使用寿命小于设计要求,而采用GT35 钢结硬质合金热处理后制作凹模模芯可将使用寿命延长至50 000 件以上,可满足生产设计的要求且具有较大的商业价值
。
从字面意思来看,所谓轻罪,无疑就是指较轻的犯罪;而重罪,则就是指较重的或严重的犯罪。但是,由于犯罪的轻重是一个包含价值判断的问题,每个人的认识和感受并不完全相同,因此,对于轻罪与重罪的划分标准,便会形成不同的见解。当前,学界在轻罪与重罪的划分标准上主要有下述三种观点:
1.2.2 硬质合金在温挤压模和热挤压模中的应用
与冷挤压相比,在温挤压和热挤压成形过程中,会对坯料进行加热以提高坯料塑性,减小坯料的变形抗力,能够加工强度更高、尺寸更大的零件,或减少挤压工步数来降低连续生产成本,减少加工时间,提高产量。温挤压模和热挤压模的工作部件受力较小,不过由于温度升高,会对材料性能产生影响,对模具材料也提出了新的要求。
·北方异族入侵,时任盟主谢星连发五枚白羽,召集群雄抵御外虏。经此一役后,江湖盟中人半数牺牲,此事亦是江湖盟前期与后期的分界点。
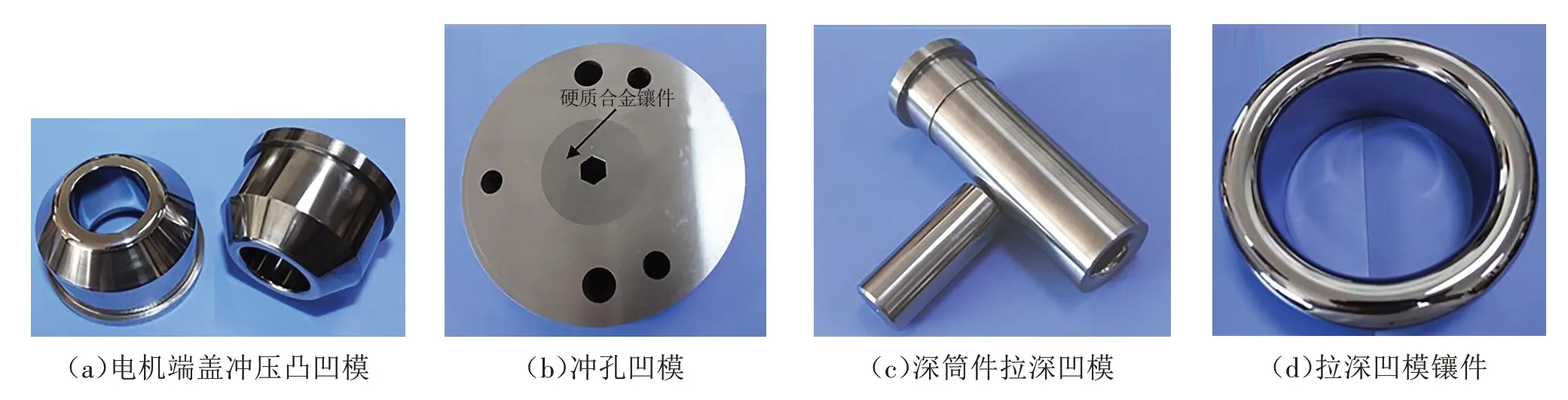
成形模具制备中使用广泛的硬质合金为钨钴类硬质合金,常用的国标牌号有YG8、YG11、YG15、YG20、YG25、YG30 等。如表2 中推荐的牌号所示,在拉深模,尤其是深筒件拉深模中,由于模具零件与坯料间有较大摩擦,会选择钴含量低的牌号以拥有高硬度和高耐磨性,如可以选择YG8 或YG11;而在弯曲模中,模具所受冲击力较大,因此推荐选择钴含量较大的牌号以获得较好的冲击韧性,如YG11或YG15等。
选择合适的牌号后,在设计模具时,若模具尺寸太大,会导致硬质合金整体模具的制备难度大、成本高,因此常使用硬质合金制备模具零件镶件,如图1 所示。图1(a)、(c)所示模具径向尺寸较小,因此可以使用硬质合金制作整体模具,而图1(b)、(d)所示模具整体尺寸较大,因此使用硬质合金制备模具工作部件或工作部件中性能要求较高的部分,可降低模具制造成本和加工难度。
武进少体校文化教育保障机制的建立,较好地保障了运动员教育权利,较好地解决了学训矛盾,解决了其升学问题,解除了运动员的后顾之忧。少体校在检查教师教学效果、加强教师培训、教师教学成果奖励等方面,贯彻执行政策、制度的力度较大,使教师能真正投入到运动员文化教育的事业。教练员在实际行动上,也不再以向上级训练单位输出运动员为首要目标,重视与文化课教师的沟通交流,能深入了解运动员的学习现状。
2 硬质合金制备及其加工方法
2.1 硬质合金性能的影响因素及制备工艺
硬质合金的制备主要采用粉末冶金工艺,在模具生产中主要是通过粉末烧结制备,现阶段企业生产中使用最多的是脱蜡—烧结的一体化烧结工艺,是在真空或某种气氛条件下使硬质合金压块在高温下依次进行脱蜡和烧结的工艺,其优点为烧结工艺简单、技术成熟、成本较低,可批量生产较大坯料。另外,低压烧结在实际生产中也逐渐被推广,在硬质合金致密化后通过气体加压并保温的烧结工艺。硬质合金经过低压烧结后能有效降低孔隙度,提高均匀性,尤其是针对超细晶硬质合金
。除此外,还有一些处于工业化应用研究阶段的烧结技术,如放电等离子烧结(SPS)、微波烧结
等。这些工艺能够制备特殊组织和性能更好的硬质合金,不过设备费用高昂,制备经验和数据并不丰富,且制备坯料较小,因此并未在企业生产中广泛应用。
通过深入研究对比典型铀矿床(硅质脉和隐爆角砾岩型)的地球物理特征,发现铀矿床在地球物理场中的位置一般为强弱磁异常过渡地带偏弱磁异常一侧,电阻率断面图中多位于高低阻梯度变化带或中低阻区,电阻率平面图中多位于中低阻过渡带偏低阻一侧(图8)。
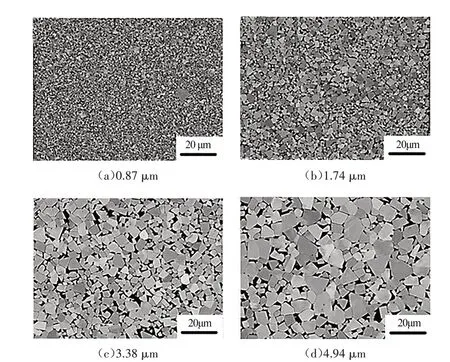
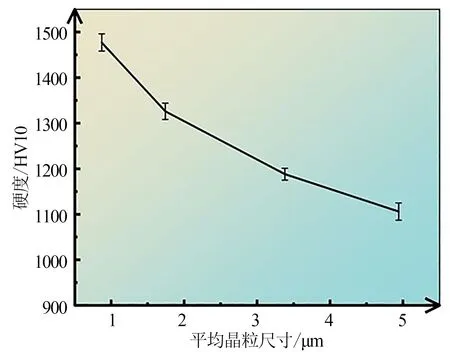
硬质合金烧结体的性能由其微观组织决定,图3 所示是不同晶粒尺寸的硬质合金SEM 图像
,图4所示为硬度与晶粒尺寸的关系曲线
,硬质合金中的硬质相晶粒尺寸越大,则硬度越低、韧性越高,反之则硬度越高、韧性越低。目前,在模具制备中商业应用广泛的硬质合金晶粒尺度包括细晶、中晶、粗晶以及超粗晶,根据对于耐磨性和冲击韧性的不同要求选择合适的晶粒尺度
。另外,当硬质合金的硬质相晶粒度达到纳米级别时,能够得到硬度、韧性“双高”的超高强度硬质合金。除晶粒尺寸外,硬质合金的不同组织结构对性能也有影响,现在常见的梯度结构硬质合金
和双晶结构硬质合金具有特殊的性能,适合在特定领域应用,如表面细晶粒、内部晶粒较粗的硬质合金适合制作拉深模凸模。
硬质合金的微观组织是由所使用粉末原料的元素成分及含量、制备工艺方法及参数决定。其中粉末原料可分为三大类:硬质相、粘结相以及添加物。
(6) 对合并心房颤动需持续抗凝治疗的直接PCI患者,建议应用氯吡格雷600mg负荷量,以后75mg/d(Ⅱa,B)。
硬质相常用的有WC、TiN、TiC、TaC 等,不过模具用硬质合金中以WC 为主,其他物质添加量一般小于10%,起到提高室温硬度、高温硬度和耐磨性等作用,不过也会带来其他问题,如TaC 会增加成本,TiC会降低热导率等。
粘结相中与WC 结合强度最高、润湿性最好的是Co,不过由于国内Co 稀少,研究替代元素如Fe、Ni 等作为粘结剂烧结硬质合金也是目前的研究热点。其中以Fe 做粘结剂的钢结硬质合金因其良好的加工性能与较好的力学参数而得到广泛的研究与应用。
添加物能够对硬质合金的性能起到重要影响,如XIANG Y G
、LIU X W
等 研究VC 和Cr3C2 等物质作为添加物,能够起到抑制晶粒长大、改变界面结合强度等作用。
1.1.1网络平台设计网络平台采用清华大学开发的课程平台.内容包括教学课件、课程短视频、学习指导、设置课程作业、在线测试、思考题及答疑区等栏目.学生能够利用个性化业余时间,使用平台自主安排自学和在线测试,并通过在线答疑区里与教师和其他学生互动、交流和消化知识点,思考课堂讨论问题.平台自学和测试不宜设置过难的问题,应体现“面”的要素,以便学生能在规定时间内完成对基本知识的理解和掌握.
除上述元素种类外,粉末原料的物理参数也会影响硬质合金烧结体的组织及性能,如郭圣达等
研究不同的WC形态及不同WC与Co含量会影响烧结体的矫顽力以及显微硬度和断裂韧性等性能;赵世贤
、张洪
等发现WC 和Co 原始粉末粒径以及二者的尺寸匹配关系会影响硬质合金烧结体的晶粒度、组织均匀性以及致密化程度,最终影响其力学性能。
因此,除关注硬质合金的牌号和成分外,还要选择合适的原料参数(原始颗粒尺寸、原始粒径等)和烧结工艺参数(烧结温度、保温时间等),才能获得高性能、长使用寿命的合格硬质合金模具材料。
2.2 硬质合金的加工方法
粉末烧结制备的硬质合金尺寸精度较低、表面质量差,因此还需要后续加工以得到合格零件。钢结硬质合金在退火态硬度较低,约25~50 HRC,加工性等级可达到5 级以下,可以使用加工传统模具钢的机械加工方法,如车、铣、刨、钻、磨等,并选择合适的硬质相晶粒度,经过热处理后,钢结硬质合金还可具有较好的可锻性和可焊接性。
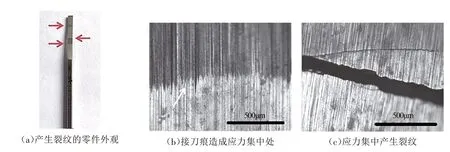
除钢结硬质合金外,钨钴类、钨钴钛类硬质合金没有低硬度态,其加工性等级在8级以上,属于难切削材料,传统的机械加工方法加工时会使刀具磨损严重,容易出现加工表面的残余应力高和加工烧伤等问题
,图5 所示某硬质合金凸模在机械加工过程中接刀处存在应力集中,导致在工作时提前失效。图6(a)所示是机械磨削过程中硬质合金圆环零件过热,使钴相熔化产生裂纹导致零件断裂的案例,图6(b)所示箭头处是熔化发生的位置。因此,在实际生产中常使用电火花加工、电解磨削加工等工艺替代传统机械加工对硬质合金进行的精加工。

电火花加工是超硬材料常用的一种加工方式,通过电极与工件之间脉冲放电产生瞬间高温将材料蚀除。而且硬质合金中Co 相的熔点和沸点小于WC 的熔点和沸点,因此,当遇到瞬时放电高温时,硬质合金的加工方式表现为Co相熔化和气化,使基体内的WC 晶粒脱落并被工作液冲刷带走,因此加工硬质合金高效
。常用的电火花加工方式有电火花线切割和电火花成形,分别能够实现金属的高精度切割分离和表面形状的加工,经过这2 种加工方式制备的硬质合金零件可用于级进模、精密镶件等制作
。不过电火花加工也存在一系列问题,如硬质合金中的钴相在酸性条件下易腐蚀,因此要控制线切割中冷却液的pH 值,电火花加工后的表面易产生CoO 和WO
等氧化物,线切割后会出现熔化凝固层等
。
男性一般不喜欢啰嗦,因此,从形式上看,这则广告语简单利索,直接用语言信息明示了其目标对象——男性受众。Burberry在1992年上市第一款香水,根据受众的百科信息,用很少的认知努力就能明白该则广告的传言意图:这是一款男性香水。这则广告具有很强的交际效果。
民国时期,上到政府官员,下到黎民百姓,崇尚社会本位法律,厌恶个人本位法律,已经成为了一种社会趋势和人们内心的固有想法。大部分的学者认为,社会本位法律更具道德性和正当性,所以,应该抛弃个人本位法律,从信念和法理上,学者更愿意将社会本位作为中国现代法律体系的中心。正如胡汉民所言,民国的立法宗旨在于通过社会本位来影响中国法律思想的发展,甚至试图以此来改造整个社会。就此分析,中国法律之所以采用了社会本位,从逻辑推理上并未获得正当性证明,只是从人们的信念上获得一种支持和认同。不过,问题就来了,信念只是人民内心的一种选择和坚守而已,民国时期大部分的学者都愿意尊崇社会本位,抛弃个人本位,这又是为何呢?
如果对于硬质合金零件的表面粗糙度和尺寸精度要求高,可以用电解磨削加工(ECG)替代传统机械磨削加工
。电解磨削加工是一种将电化学加工与机械加工结合的新型加工方法,利用电化学作用对加工表面进行腐蚀的同时,依靠机械磨削去除腐蚀产物,通过腐蚀与磨削反复作用实现材料的去除。该加工方法集合了电解加工和机械磨削的优点,能够实现对难加工材料的高效率、高精度磨削加工
。
3 结束语
硬质合金的高硬度、高疲劳强度和高耐磨性能保证其模具的使用寿命;其高红硬性、低线膨胀系数、良好的耐氧化性能够保证硬质合金模具在冷热交变和高温状况下的尺寸精度和性能的稳定性;硬质合金不需要热处理,不存在尺寸、硬度时效等变化问题。因此,硬质合金适用于制备冲模、挤压模等塑性成形模具,其中拉深模、挤压凹模等对材料耐磨性要求高,一般使用低钴的钨钴类硬质合金;而冲裁模、弯曲模、挤压凸模等对材料韧性要求较高时,一般使用高钴类硬质合金或钢结硬质合金。目前国内商业化程度较高、在模具中使用较多的是钨钴类硬质合金,其次是钢结硬质合金和钨钴钛类硬质合金,常用的牌号有国标YG系列、YT系列以及各硬质合金公司的改进牌号如YMR10(YG20C基础上开发)硬质合金,瑞典山特维克YL50硬质合金
、春宝森拉天时集团的KG 系列、株洲三鑫硬质合金生产有限公司的SXGF 系列、湖南博云东方粉末冶金有限公司MD系列等。
国内硬质合金的产量一直处于上升状态,不过用于模具制备的硬质合金不足总产量的10%,说明现阶段硬质合金在模具中应用还存在一系列问题,如硬质合金模具的成本较高,因此只适用于大批量、高精度的高端模具;受硬质合金制备工艺的限制,硬质合金坯料的尺寸比较小,目前一般生产中其径向尺寸小于100 mm,因此也限制了硬质合金模具的尺寸;硬质合金的加工难度大,即使是使用先进的加工方法也存在一些问题。
因此,为了推广硬质合金在模具制备中的应用,以下研究方向还有广阔的研究空间和重要的研究价值:对于能够高效率、大批量制备大尺寸硬质合金坯料的烧结工艺研发;对于综合性能高、适用于模具制备的硬质合金牌号的研发;对于硬质合金在不同种类、不同条件的模具中的应用研究及模具的设计工艺;对于高效率、高精度加工硬质合金的方法研发等。
[1]李合琴,石松礼,冯旭强.冷作模具材料及其热处理[J].模具工业,2020,46(12):22-28.
[2]ZHOU H X,WANG Z H,JIA J H.Effects of TiC content on the mechanical properties and microstructure of ultrafine grained WC-8Co cemented carbides[J].Rare Metals &Ce⁃mented Carbides,2020,48(2):75-81.
[3]中国机械工程学会,中国模具设计大典编委会.中国模具设计大典:第1卷,现代模具设计基础[M].南昌:江西科学技术出版社,2003:580-800.
[4]范安平,肖平安,李晨坤,等.TiC 基钢结硬质合金的研究现状[J].粉末冶金技术,2013,31(4):298-303.
[5]张田荣.冲压模具材料的分类及选用[J].锻压装备与制造技术,2018,53(1):98-100.
[6]ZHANG W P,WANG B J,ZHANG Y D,et al.Failure analy⁃sis and material selection of cold-work dies on punching high hard material[J].Ordnance Material Science and Engi⁃neering,2012,35(5):83-86.
[7]薄鑫涛.模具上应用的硬质合金[J].热处理,2020,35(2):16.
[8]查干宝音.硬质合金材料在黑色金属中厚板拉深中的应用[J].内蒙古石油化工,2008,34(23):48-49.
[9]郭昌龙,李 欣.自润滑硬质合金在不锈钢薄板拉深模中的应用研究[J].硬质合金,2014,31(1):44-48.
[10]聂洪波.三点弯曲法测试硬质合金弹性模量[J].粉末冶金材料科学与工程,2010,15(6):606-610.
[11]隋 毅,梁 强.组合形活塞销冷镦挤成形工艺[J].锻压技术,2020,45(1):109-113,124.
[12]洪深泽.冷挤、冷镦凸模的损坏形式及预防措施[J].锻压机械,1991(5):64-65.
[13]冯文杰,陈莹莹,游四海.钢结硬质合金在花键轴冷挤压模具中的应用[J].机械设计与制造,2007(12):193-194.
[14]陆有为.硬质合金花键挤压模的开发[J].工具技术,2015,49(7):80-82.
[15]曾阳根,王振生,刘 军,等.冷拔模具用硬质合金材料的摩擦磨损性能[J].钢管,2021,50(6):72-75.
[16]XIAO J,ZHANG Z Z,ZHANG R Y,et al.Finite element method for tensile strength of ultra-fine grained WC-Co cemented carbide[J].Journal of Plasticity Engineering,2018,25(1):241-245.
[17]ZHAO L L,ZHOU K C,TANG D,et al.Experimental and numerical study on friction and wear performance of hot extrusion die materials[J].Materials,2022,15(5):1798.
[18]郑金桥,张彦敏,孙爱学.气门顶杆热挤压模具的寿命分析[J].洛阳工学院学报,2000(4):22-26.
[19]罗晨苗,张彦敏,郑金桥,等.钢结硬质合金在热挤压模具上的应用[J].材料开发与应用,2000(4):26-28.
[20]王荣滨.用RW40 合金制造铝型材热挤压模试验研究[J].有色金属加工,2008(2):29-31,38.
[21]王荣滨.热挤压钢球模选材与复合强化处理研究[J].硬质合金,2005(1):15-19.
[22]邓汝荣,冯显泽,傅洁琼.一种挤压铝管材用的硬质合金镶嵌模[J].轻合金加工技术,2019,47(5):52-55.
[23]蔡浩钦,邓汝荣.一种硬质合金铝型材挤压模[J].铝加工,2021(5):55-58.
[24]邓汝荣,冯显泽,黄雪梅.生产汽车换热器平行流铝扁管的硬质合金镶嵌挤压模[J].轻合金加工技术,2019,47(4):27-31.
[25]周书助.硬质合金生产原理和质量控制[M].北京:冶金工业出版社,2014:3-12.
[26]BAO R,YI J H.Application of microwave sintering tech⁃nology in cemented carbide preparation[J].The Chinese Journal of Nonferrous Metals,2014,24(6):1544-1561.
[27]BAO R,YI J H,Zhang H Z,et al.A research on WC-8Co preparation by microwave sintering [J].International Jour⁃nal of Refractory Metals and Hard Materials,2012,32:16-20.
[28]CAO R J,LIN C G,XIE X C,et al.Determination of the av⁃erage WC grain size of cemented carbides for hardness and coercivity[J].International Journal of Refractory Met⁃als and Hard Materials,2017,64:160-167.
[29]YE Y Q,CHENG X L,KUANG T C,et al.Progress in gra⁃dient structured cemented carbides[J].Chinese Journal of Rare Metals,2005,29(3):357-362.
[30]ZHANG W Z,LIU Y,HE Y H,et al.Research and develop⁃ment of coated of gradient cemented carbides[J].Journal of Functional Materials,2006,37(10):1531-1534.
[31]XIANG Y C,SHEN M,HU C Z,et al.Atomistic observation of in situ fractured surfaces at a V-doped WC-Co inter⁃face[J].Journal of Materials Science &Technology,2022(110):103-108.
[32]LIU X W,LIU X M,LU H,et al.Low-energy grain boundar⁃ies in WC-Co cemented carbides[J].Acta Materialia,2019,175:171-181.
[33]郭圣达,余 飞,易健宏,等.粉末原料对SPS 法制备WC-6Co硬质合金组织性能的影响[J].稀有金属与硬质合金,2019,47(3):79-85.
[34]赵世贤,宋晓艳,魏崇斌,等.放电等离子烧结不同粒径匹配混合粉末制备超细晶WC-Co 硬质合金块体[C]//2009全国粉末冶金学术会议论文集,2009:336-340.
[35]张 洪,熊 计,郭智兴,等.WC粒径对WC-Co硬质合金高温耐磨性的影响[J].热加工工艺,2022(2):21-24,30.
[36]杜 伟,刘 宾,刘 勋,等.硬质合金机械加工常见缺陷与工艺优化[J].硬质合金,2021,38(2):123-132.
[37]伍俏平,欧阳志勇,阳 慧,等.超细晶硬质合金加工机理及加工性能[J].宇航材料工艺,2019,49(6):1-6.
[38]施 远.碳化钨硬质合金电解磨削加工工艺研究[D].大连:大连理工大学,2019:5-8.
[39]颜 娟,苏 伟.硬质合金线切割加工产品外观质量改进的研究[J].稀有金属与硬质合金,2019,47(5):79-82.
[40]CARLINI G C,AMORIM F L,WEINGAERTNER W L.In⁃fluence of different grades of CuW electrodes when die sinking ED-machining of cemented carbide[J].Interna⁃tional Journal of Advanced Manufacturing Technology,2019,104(1):1065-1074.
[41]ZHANG H Q,WANG L N,ZHANG H,et al.Study on corro⁃sion mechanism of ultrafine-grained cemented carbide during wire cut electrical discharge machining[J].Rare Metals&Cemented Carbides,2013,41(5):47-50,70.
[42]戚桓瑜.硬质合金材料的电解磨削加工工艺研究[J].世界有色金属,2021(2):130-131.
[43]邵慧敏.适用于链板级进模制造的国产冷冲压模具材料[J].机械传动,2016,40(11):75-79.
猜你喜欢
山东冶金(2022年4期)2022-09-14 08:59:00
轴承(2022年5期)2022-06-08 05:05:42
河南工学院学报(2021年3期)2021-09-27 12:08:44
模具制造(2019年4期)2019-12-29 05:18:58
四川冶金(2019年4期)2019-11-18 09:30:54
山东冶金(2019年5期)2019-11-16 09:09:08
文化交流(2019年3期)2019-03-18 02:00:12
制造技术与机床(2018年9期)2018-09-19 06:48:36
滇池(2017年5期)2017-05-19 03:23:19
凿岩机械气动工具(2016年1期)2016-11-11 07:33:30
