
基于Smith-模糊控制算法的橡胶挤出机料筒温度控制系统研究
2022-09-22 12:03陈明霞赵金迪周冬冬张寒
机床与液压 2022年2期
陈明霞,赵金迪,周冬冬,张寒
(桂林理工大学机械与控制工程学院,广西桂林 541006)
0 前言
橡胶具有韧性高、延展性强、绝缘性好等特点,在汽车工业、化工等领域是必不可少的原料。橡胶工业包含两个部分,即橡胶生产与橡胶加工。对于橡胶加工部分,挤出机是挤出成形生产过程中的核心机械设备。传统PID控制的挤出机温度控制系统具有时变性、滞后时间长且只能近似估算外界环境复杂变化的问题[1]。
在橡胶的挤出塑化过程中,橡胶半成品的质量和品质直接受温度的影响。温度过低,橡胶表面不光滑,物理性能较差,甚至出现无法成形的状况。温度过高则会出现气泡,严重时会导致胶料烧焦,因此,对胶料温度的精确控制是得到高品质挤出半成品的前提[2]。传统温控系统采用常规PID控制,过于依赖人工经验,控制精度低,无法很好地满足高精度控温要求[3]。而且橡胶在塑化过程中,受料筒内部压力、螺杆旋转摩擦以及橡胶与料筒之间摩擦等因素影响,料筒温度控制系统比较复杂,具有时变性且滞后时间长。
针对上述问题,本文作者提出一种Smith预估控制和模糊控制算法结合PID控制的Smith-模糊PID控制器,将智能算法与PID控制器进行有效结合并应用于橡胶挤出机料筒温度控制系统中。利用Smith预估算法对料筒温度控制系统滞后时间进行补偿,以克服扰动对系统带来的不良影响,使得系统在扰动出现后,仍然可以有一个较好的控制效果,为提升算法的优化效率和精度提供参考。
1 挤出机温控工艺简介
本文作者研究的主要是销钉式冷喂料橡胶挤出机,挤出机温度控制系统对挤出物料温度进行控制。挤出机温控部分由料筒温控和机头温控组成,胶料的内在塑化效果受料筒温度影响,挤出半成品表面的光滑度受机头温度影响[4]。大多数厂商采用的挤出机温控系统一般包含两个子系统,分别为闭路水循环系统和电控系统。水循环系统由一路热水和一路冷水组成,在料筒外部流道流动。电控系统由电加热器以及换热器组成,电加热器把水加热到设定温度,冷却水经过换热器进行热量转换。通过热传导控制启动时挤出机机身和机头的预热,保持塑化过程温度恒定[5]。目前国内大多数经济型橡胶挤出机温度控制系统的PID控制参数都是工作人员设定的,在挤出过程中不能在线更改。这种控制方案生产成本较低,但是对比较复杂、滞后时间长的橡胶挤出机料筒温度控制效果不够理想。橡胶挤出机实物见图1。

图1 橡胶挤出机实物
2 Smith-模糊控制算法简介
Smith-模糊控制算法是将Smith预估控制系统引入到模糊控制算法中形成的算法。Smith-模糊控制算法有效提升了模糊控制算法的优化效率和精度,用于解决大时间滞后系统的控制参数优化问题。Smith-模糊控制算法的核心是在模糊控制的基础上,采取并联补偿的措施,将系统中的延迟e-τs移到闭环回路外,使系统反馈信号中没有延迟,以大大提高系统响应速度。
含有纯延迟的单回路控制系统的闭环传递函数为
(1)
其特征方程为
1+Gc(s)G0(s)e-τs=0
(2)
延迟会降低系统稳定性,τ越大,系统就越难控制。e-τs从点a引出,如果将反馈从点b引出,表示把延迟移到控制回路外[6]。纯延迟控制系统如图2所示。

图2 延迟控制系统结构
当反馈X中没有延迟,系统响应大大改善。但在实际控制系统中,点b受物理条件限制很难存在,无法引出反馈。因此,采用新模型方法,具体控制系统如图3所示。

图3 Smith预估控制系统结构
控制模型精确且无扰动时,G0(s)=Gm(s)、τ=τm、Y=Ym、Em=Y-Ym=0、X=Xm,Xm可代替X,实现延迟移到控制回路外。模型不精确时,X≠Xm、Em=Y-Ym≠0,控制精度较低。在该系统中,可通过Em进行反馈,这就是Smith预估控制策略。将它与模糊控制算法相结合,建立Smith-模糊控制系统,实现大时滞系统的参数优化与精度提高。
3 基于Smith-模糊PID算法的控制器设计与实现
在工业生产中,由于原理简单、控制器参数易于调节、控制模型容易搭建,PID控制被广泛应用。PID系统结构见图4,其中:r(t)为系统设定输入;u(t)为控制器输出值;y(t)为系统输出值;e(t)为偏差值;kp为比例系数;ki为积分系数;kd为微分系数;G0(s)e-τs为被控对象的传递函数;s为拉普拉斯变换参数。
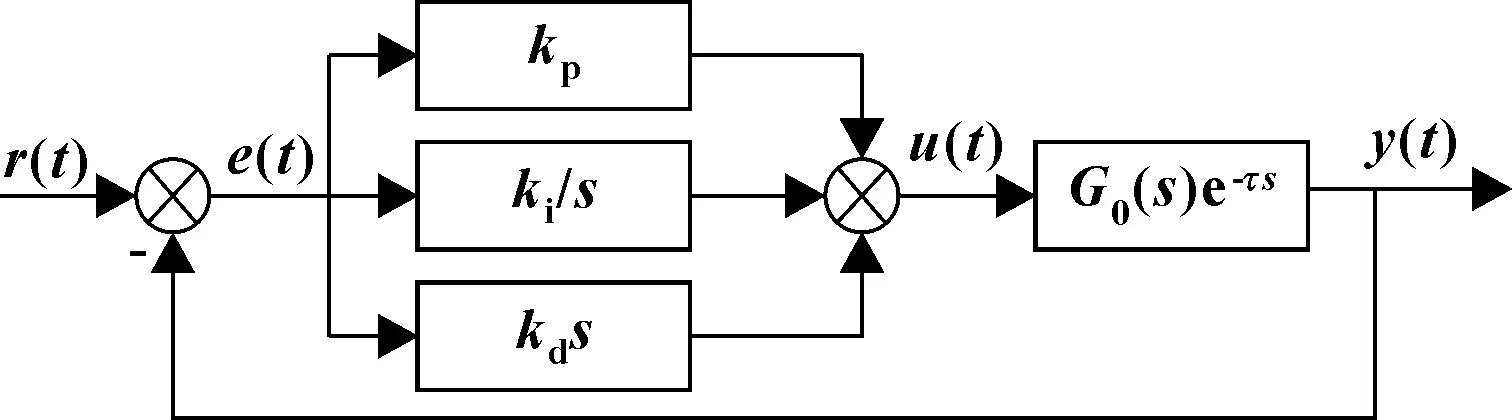
图4 PID控制器系统结构
控制信号可以表示为
(3)
其中:Ti为积分时间常数;Td为微分时间常数。
模糊控制系统是通过对输入量进行模糊化处理,选择合适的由人工经验得出的模糊规则表进行模糊推理,得到模糊量后进行清晰化输出。模糊PID控制可以实现在线整定PID参数,改善控制效果。模糊PID控制器原理如图5所示。

图5 模糊PID控制器原理
模糊控制系统以温度偏差e和偏差变化率ec为输入,Δkp、Δki、Δkd为输出,代表PID控制器参数校正量。系统输入r(t)为橡胶料筒温度的设定值,y(t)为实际检测到的温度值。将它们清晰化后与初始PID参数相叠加,并根据系统偏差和偏差变化率的不断变化而变化。
假定被控对象的传递函数为
Gp(s)=G0(s)e-τs
(4)
式中:G0(s)不含延迟环节。给Gp(s)并联一个Gτ(s),补偿基本原理见图6。

图6 延迟补偿原理
令并联后的输出为G0(s),根据等式求出补偿器函数如式(5)所示:
Gτ(s)=G0(s)(1-e-τs)
(5)
Smith预估控制系统结构见图7,其中Y*(s)=G0(s)。
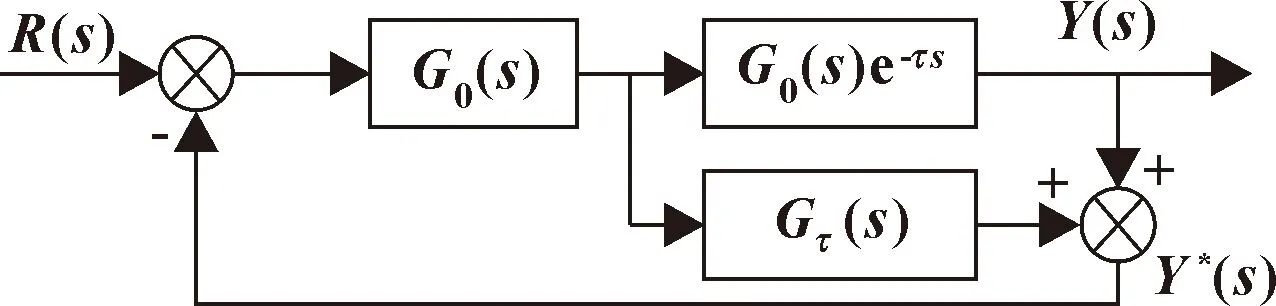
图7 Smith预估控制系统结构
将Smith-模糊控制算法应用于橡胶挤出机料筒温度控制系统,结合PID控制器设计挤出机料筒温度控制系统,控制器原理如图8所示。
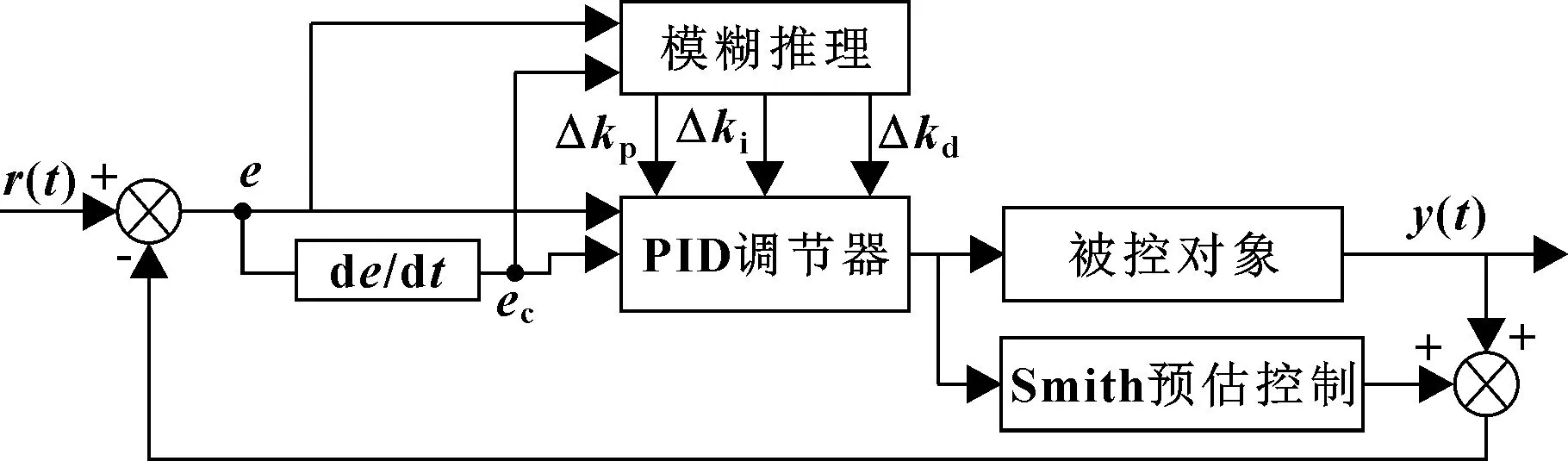
图8 Smith-模糊PID控制器原理
设计Smith-模糊控制器后,需要对其控制性能作出评价。文中采用的设计评价函数为

(6)
式中:e(t)为温度系统误差;t为系统采样时间。利用Smith-模糊控制算法优化并确定kp、ki、kd参数,解决系统时间滞后的控制问题,提高橡胶挤出机料筒温度控制系统控制精度。
4 系统仿真
在橡胶挤出机料筒温度控制系统过程控制中,将加热设备的动态特性视作一个线性系统,并用一个或两个惯性环节串联一个纯滞后环节近似表示,常近似为二阶惯性环节,这种近似逼近在多数情况下是合理的。文中使用的电加热设备是电热丝,其等效模型为
(7)
式中:K是静态增益;T1、T2是时间常数;τ是滞后时间。
本文作者选取某公司实际复合联动生产线中某型号橡胶挤出机料筒温度区域作为控制对象,并对实际生产数据进行模型辨识和分析,结合式(7)得近似数学模型,即控制系统传递函数:
(8)
在MATLAB软件Simulink子系统中进行仿真实验。分别建立增量式PID控制器、模糊PID控制器、Smith-模糊PID控制器进行控制系统仿真。模糊PID控制器选用三角形隶属函数,模糊论域为[-6,6]。以kp、ki、kd为输出,其中:kp论域为[-0.6,0.6]、ki论域为[-0.06,0.06]、kd论域为[-6,6]、系统误差e的基本域为[-6,6]、误差变化率ec基本域为[-0.5,0.5]。隶属函数如图9所示,Δkp、Δki、Δkd的模糊规则见表1。
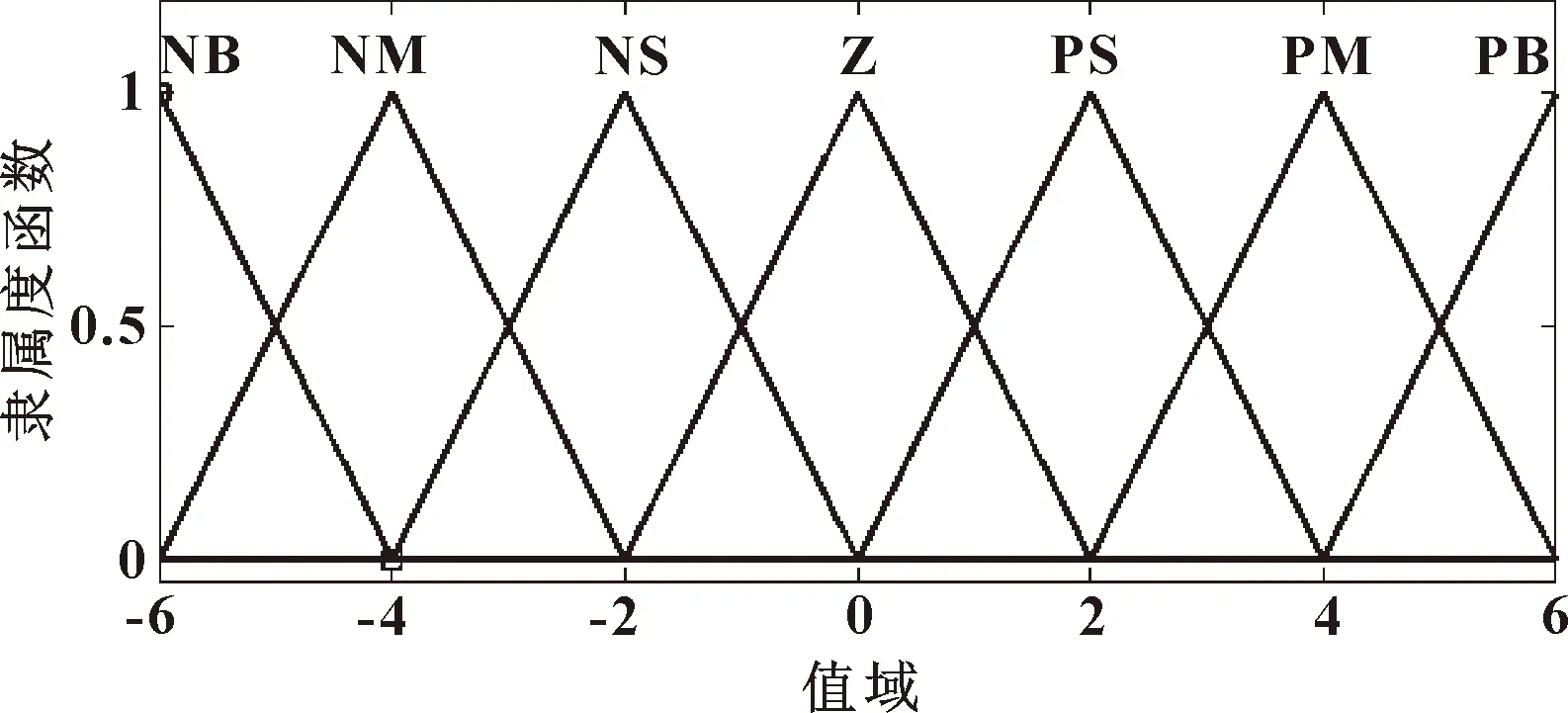
图9 输入与输出变量隶属度函数

表1 Δkp、Δki、Δkd模糊规则
对于Smith-模糊PID控制器,采用S-Function模块进行控制器设计。为验证Smith-模糊PID控制器有更好的系统性能,分别进行增量式PID控制器与模糊PID控制器、模糊PID控制器与Smith-模糊PID控制器对比仿真。
图10所示为增量式PID控制器与模糊PID控制器仿真框图,其中子系统Subsystem1为增量式PID控制器仿真模块、Subsystem2为模糊PID仿真模块,具体结构见图11、图12。
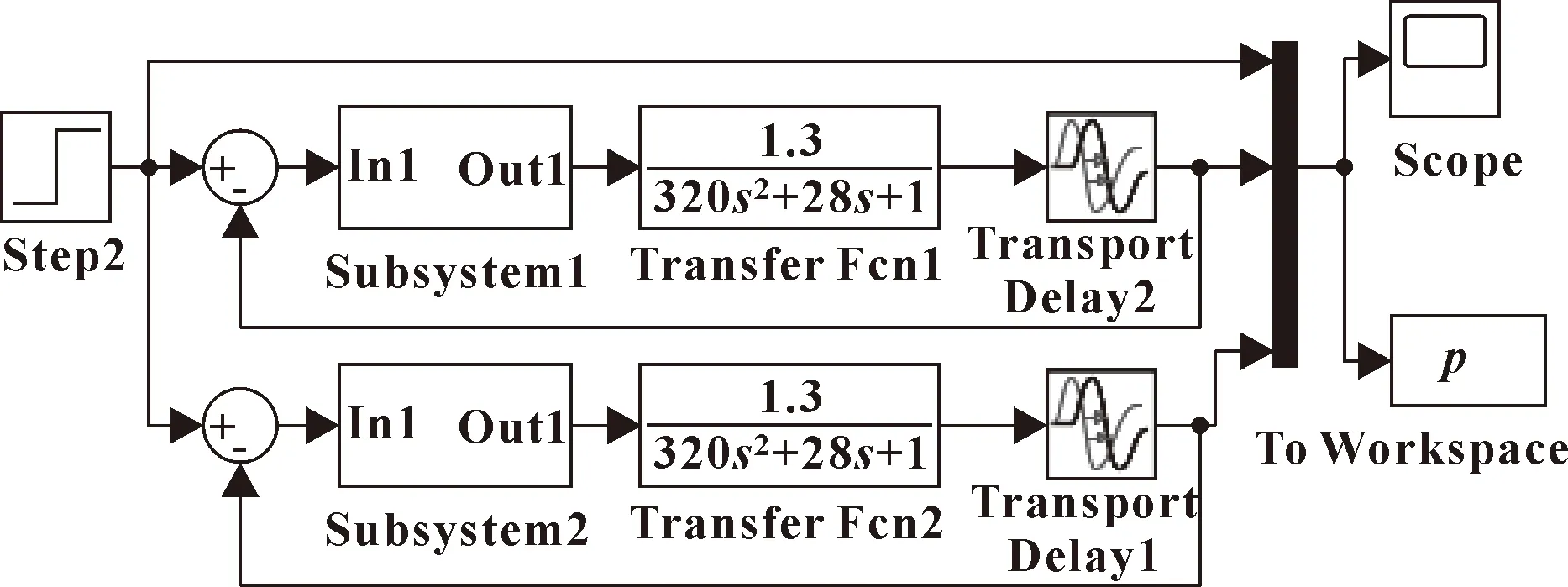
图10 增量式PID控制器与模糊PID控制器仿真框图

图11 Subsystem1仿真模块框图

图12 Subsystem2仿真模块框图
对控制系统给定阶跃信号,根据橡胶复合挤出生产线挤出机料筒温度控制系统实际工况,系统稳态值设定为60。通过整定得出系统的kp=0.5、ki=0.012、kd=5,具体的输出响应如图13所示。

图13 增量式PID与模糊PID控制系统输出响应
由图13可以看出:两种控制方式下,系统的输出上升时间相同,但增量式PID控制响应超调为13.8%,模糊PID控制的超调为3.6%,增量式PID控制响应超调较高;模糊PID控制到达稳定输出值的调节时间较少,系统整体控制性能呈现出显著的优越性,控制效果显著提升。
再对Smith-模糊PID控制器与模糊PID控制器控制性能进行对比,具体控制器仿真框图如图14所示,其中:Subsystem2为模糊PID仿真模块见图11;Subsystem3为Smith-模糊PID控制器仿真模块见图15。

图14 模糊PID与Smith-模糊PID控制系统输出响应
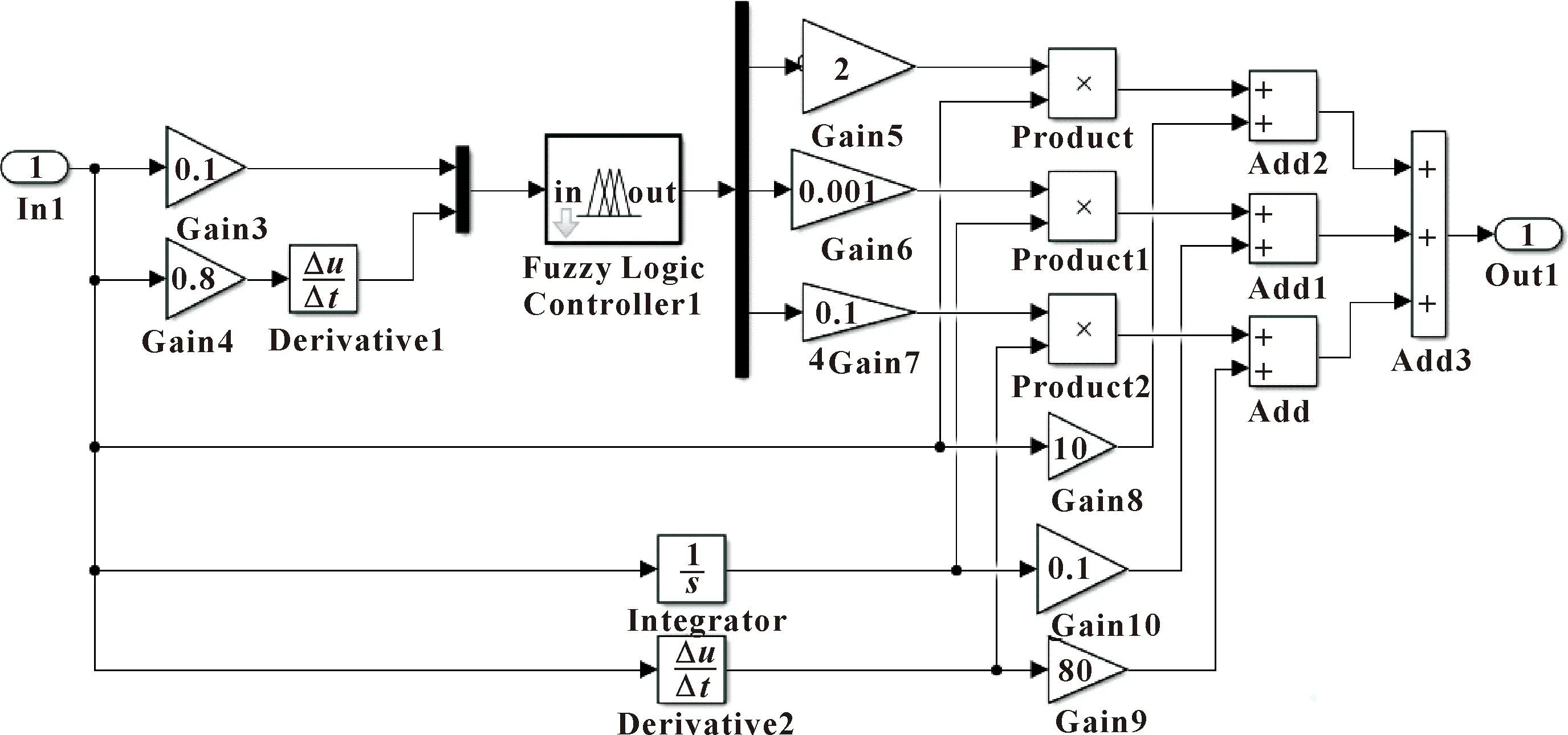
图15 Subsystem3仿真模块框图
系统稳态值同样设定为60,为体现所设计的Smith-模糊PID控制器对存在外界扰动情况下的控制性能,在系统仿真进行到t=400 s时,加入阶跃为10的扰动,系统具体输出响应如图16所示。

图16 模糊PID与Smith-模糊PID系统输出响应
可以看出:Smith-模糊PID控制系统响应迅速,且快速到达稳定状态、几乎无超调;模糊PID控制系统响应较慢,到达稳定状态时间长,存在一定超调;在加入干扰后,模糊PID控制在短时间内无法快速恢复稳定,并且振幅过大;Smith-模糊PID控制并没有出现振荡现象,系统超出稳态值一点后快速恢复稳定,验证了Smith-模糊PID控制器具有良好的动态性能以及抗干扰性能。
5 结束语
基于Smith-模糊控制算法和PID控制器,设计了一种Smith-模糊控制算法与PID控制器相结合的Smith-模糊PID控制器,用于冷喂料橡胶挤出机料筒温度控制。为使系统时变性和大时间延迟性得到解决,以及提高系统响应速度、降低系统超调,从而使系统输出响应具有较好的动态性能和稳态性能,且在干扰的作用下可有效降低外界干扰对控制系统的影响,提出了一种可行的解决方案。采用Smith-模糊PID控制器,解决了系统延迟性问题,增强了系统抵抗外界干扰能力;与增量式PID控制器、模糊PID控制器相比,Smith-模糊PID控制器使得系统具有更好的鲁棒性能。所设计的系统在一定程度上提升了挤出半成品质量和挤出机械的智能化水平。
猜你喜欢
辽宁石油化工大学学报(2022年4期)2022-09-28
河南科技(2022年8期)2022-05-31
中国塑料(2022年4期)2022-04-25
中国塑料(2022年1期)2022-01-27
汽车维修技师(2019年7期)2020-01-16
中国质量与标准导报(2018年3期)2018-09-10
汽车维修技师(2018年11期)2018-05-11
中学生数理化·高一版(2017年1期)2017-04-25
探测与控制学报(2015年4期)2015-12-15
空间控制技术与应用(2015年2期)2015-06-05
