
新型籽棉加工生产线的设计原理
2022-09-21 06:14陈东胜
中国棉花加工 2022年4期
■ 林 义 陈东胜
〔奎屯银力棉油机械有限公司,新疆奎屯833200〕
中国是世界上最大的棉花生产国,原棉消费居世界第一,棉花作为战略物资是我国重要的农作物之一,关系着我国的国计民生。新疆是我国最大的棉花产区,棉花对新疆经济的发展有着举足轻重的作用。
现阶段,新疆的棉花以含杂率较高的机采棉为主,棉花加工企业采用籽棉烘干燃煤热风炉技术对棉花的水分进行控制,也有部分企业对籽棉或皮棉进行加湿。为此,控制棉花中的水分和含杂率,提高生产加工效率,减少企业人工成本,提升轧花产能和质量,是新型籽棉加工生产线的主要研究方向。
一、现阶段籽棉加工现状
籽棉是棉农通过手摘或机采下来的棉花,即具有棉籽的棉花,籽棉经过加工去掉棉籽后得到的棉花叫皮棉,皮棉也就是纺织企业所使用的原料——原棉。在进行籽棉加工时,需要在尽量不损伤棉纤维及棉籽的情况下进行开松,若籽棉回潮率过低会导致棉纤维的强度降低,加工过程中可能会使棉纤维折断,棉籽表面脆性增大导致棉籽易损伤破裂;若籽棉回潮率过高,棉纤维在储存中容易发霉变色,棉纤维的基部与棉籽连接力很大,棉籽表皮又非常柔软,容易在分离棉纤维与棉籽时撕下籽皮导致纤维籽屑杂质,增大后续的杂质清理难度,所以在籽棉加工生产过程中,籽棉及皮棉的回潮率非常重要。
目前,在籽棉的加工生产过程中,工人先通过仪器检验与感官检验结合的方式来判断籽棉的回潮率情况。若籽棉回潮率过大,工人对籽棉进行一次烘干后再进行一次清理;若籽棉回潮率符合要求,工人就直接对籽棉进行一次清理。一次清理后的籽棉需要再次进行籽棉的回潮率情况判断,若籽棉回潮率过大,工人需对籽棉进行二次烘干后再进行二次清理;若籽棉回潮率符合要求,工人则直接进行二次清理。完成二次清理后,工人再次检测籽棉回潮率,若籽棉回潮率过低,则使用籽棉加湿机给籽棉加湿,将加湿后的籽棉通过轧花机处理得到皮棉,最后将得到的皮棉经过皮棉清理机、总集棉机、皮棉滑道和打包机完成加工。
二、现阶段籽棉加工存在的问题
现在的籽棉大多数是通过采棉机采收,籽棉中含杂率很高,为了高效清除杂质,籽棉中的回潮率必须较低,需要先对籽棉进行烘干处理,而过于干燥的棉花在加工过程中容易造成纤维断裂,因此必要时还要进行加湿处理。在籽棉或皮棉的烘干和加湿过程中,仅凭人工检测棉花回潮率情况,主观性较大,回潮率判断不准确,而且烘干和加湿的量和均匀程度都不好控制;烘干加湿处理后,工人若没有及时检测就进行下一步处理,籽棉或皮棉内部产生变化,会影响加工后的皮棉品质。
三、新型籽棉加工生产线的设计原理
新型籽棉加工生产线设计的目的是对加工过程中的籽棉和皮棉回潮率及含杂情况进行准确检测和控制。
新型籽棉加工生产线包括检测系统、控制系统和处理系统。检测系统检测籽棉的回潮率并发送至处理系统,检测系统包括多个回潮率传感模块,回潮率传感模块可用现有的HIH-4010系列的传感模块,回潮率传感模块均匀分布在籽棉下方,回潮率传感模块用于检测籽棉的回潮率并传送至处理系统,检测系统通过回潮率传感模块检测皮棉的回潮率并发送至处理系统,处理系统可用现有TMS320F28335 PGFA LQFP176处理系统进行数据运算处理。
在新型籽棉加工生产中,检测系统实时检测籽棉加工过程中的回潮率和含杂率并将数据发送至处理系统;当籽棉的回潮率小于第一回潮率阈值且含杂率小于第一杂质阈值时,处理系统向控制系统发送输棉信号,控制系统控制第一多向闸门打开喂花机至籽棉储棉箱的通道进行输棉;当原棉的回潮率小于第一回潮率阈值且含杂率大于第一杂质阈值时,处理系统向控制系统发送单清理信号,控制系统控制第一多向闸门打开喂花机至第一籽棉清理机的通道进行一次清理;当原棉的回潮率大于第一回潮率阈值时,处理系统向控制系统发送单烘干信号,控制系统控制第一多向闸门打开喂花机至第一籽棉烘干机的通道进行一次烘干;当经过一次烘干后的籽棉含杂率大于第一杂质阈值时,处理系统向控制系统发送一次清理信号,控制系统控制第二多向闸门打开第一籽棉烘干机至第一籽棉清理机的通道进行一次清理。按照同样的原理可进行二次烘干和二次清理。
当籽棉经过二次清理后,处理系统向控制系统发送放置信号,控制系统控制第四多向闸门打开第二籽棉清理机至籽棉储棉箱的通道进行存放;当籽棉储棉箱中籽棉的回潮率小于第二回潮率阈值时,处理系统向控制系统发送加湿信号,控制系统控制籽棉加湿机对籽棉进行加湿;当籽棉储棉箱中籽棉的回潮率大于或等于第二回潮率阈值时,处理系统向控制系统发送轧花信号,控制系统控制第一单向闸门打开籽棉储棉箱至轧花机的通道,控制系统控制轧花机对籽棉进行脱籽处理;当轧花机对籽棉脱籽处理后,控制系统控制第二单向闸门打开轧花机至气流皮棉清理机的通道进行皮棉的气流清理;当经过气流清理后皮棉的含杂率小于第二杂质阈值且回潮率等于第三回潮率阈值时,处理系统向控制系统发送集中信号,控制系统控制第六多向闸门打开气流皮棉清理机至总集棉机的通道进行输棉;当经过锯齿清理后皮棉的回潮率小于第三回潮率阈值时,处理系统向控制系统发送加湿信号,控制系统控制第七多向闸门打开锯齿皮棉清理机至第一皮棉加湿机的通道进行一次加湿;当经过气流清理后皮棉的含杂率大于第二杂质阈值时,处理系统向控制系统发送皮棉清理信号,控制系统控制第六多向闸门打开气流皮棉清理机至锯齿皮棉清理机的通道进行皮棉的锯齿清理;当经过气流清理后皮棉的含杂率小于第二杂质阈值且回潮率小于第三回潮率阈值时,处理系统向控制系统发送回潮率信号,控制系统控制第六多向闸门打开气流皮棉清理机至第一皮棉加湿机的通道进行一次加湿;当皮棉经过一次加湿后,控制系统控制第八多向闸门打开第一皮棉加湿机至总集棉机的通道进行输棉,控制系统控制第三单向闸门打开总集棉机至皮棉滑道的通道;当皮棉滑道内皮棉的回潮率小于第四回潮率阈值时,处理系统向控制系统发送二次加湿信号,控制系统控制第二皮棉加湿机对皮棉进行二次加湿,控制系统在皮棉完成二次加湿后控制打包机对皮棉进行打包。
四、新型籽棉加工生产线的应用
新型籽棉加工生产线如图1所示,喂花机通过第一多向闸门连通第一籽棉烘干机和籽棉储棉箱,第一籽棉烘干机通过第二多向闸门连通第一籽棉清理机,第一多向闸门与第二多向闸门间连接有通道,第一籽棉清理机通过第三多向闸门连通第二籽棉烘干机,第三多向闸门与第二多向闸门间通过通道连通,第二籽棉烘干机通过第四多向闸门连通第二籽棉清理机,第一籽棉清理机和第二籽棉清理机使用现有的复式清理机,第四多向闸门与第三多向闸门间连接有通道,第二籽棉清理机通过第五多向闸门连通籽棉储棉箱,籽棉储棉箱通过第一单向闸门连通轧花机,轧花机可用现有的复式锯齿轧花机,籽棉储棉箱与籽棉加湿机连通,轧花机通过第二单向闸门连通有气流皮棉清理机,气流皮棉清理机通过第六多向闸门连通有锯齿皮棉清理机,锯齿皮棉清理机可用现有的MQP锯齿式皮棉清理机,锯齿皮棉清理机通过第七多向闸门连通第一皮棉加湿机,第一皮棉加湿机通过第八多向闸门连通总集棉机,总集棉机可用现有的MZL-180型总集棉机,总集棉机通过第三单向闸门连通皮棉滑道,皮棉滑道上连通有第一皮棉加湿机,皮棉滑道的出口处连接有打包机,以上各个加工机构间通过相应的传送通道进行连通,各个闸门分别安装在相应机器间的传送通道上,传送通道中安装传送部件,传送部件通过机械运动进行工作。
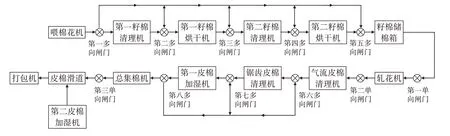
图1 新型籽棉加工生产线示意图
五、结论
新型籽棉加工生产线的研究和使用,大幅度提高了棉花加工生产效率以及轧花质量,在一定程度上为企业减少了人力成本,加快了棉花加工机械自动化的进程。新型籽棉加工生产线的设计对新疆棉花的加工更具有针对性,可提升新疆棉花加工的产质量,推动新疆棉花产业的现代化发展。
猜你喜欢
中国棉花加工(2022年3期)2022-08-25
中国棉花加工(2022年2期)2022-07-09
中国纤检(2022年4期)2022-04-25
纺织学报(2021年11期)2021-11-30
棉纺织技术(2021年10期)2021-10-15
西南农业学报(2021年5期)2021-08-05
江苏农业科学(2021年7期)2021-05-26
棉纺织技术(2020年8期)2020-08-24
棉纺织技术(2020年8期)2020-08-24
中国纤检(2018年10期)2018-12-07
