
胶粘剂对固体发动机复合材料壳体多材料界面处粘接强度的影响①
2022-09-07 02:50:30冯彬彬孟宪慧张雄军
固体火箭技术 2022年4期
袁 金,冯彬彬,孟宪慧,张雄军,曹 启
(宁波曙翔新材料股份有限公司,宁波 315000)
0 引言
为满足服役时的承载、隔热、连接等需求,固体火箭发动机复合材料壳体除碳纤维复合材料外(CFRP),还需应用钛合金、橡胶等材料。因此,存在多个不同材料界面。通常采用胶粘方式实现不同材料间的连接,以减少消极质量。粘接界面在生产、转运、存储、发射等过程中,高低温变化、受力过载等复杂多变的环境、载荷等因素都可能产生界面脱粘的现象,脱粘点进一步扩展将破坏发动机结构完整性,导致火箭、导弹系统的安全运行受到影响。据统计,国内外火箭、导弹发射失败案例,近1/3是由于固体火箭发动机中的粘接界面失效而引发。因此,对固体火箭发动机中各界面脱粘、损伤、扩展过程及机理一直是研究的重点,其对整体系统的安全性评估具有非常重要的作用。例如,对各界面进行力学性能测试,或采用界面单元对其进行数值模拟等,均可在宏观尺度下对界面性能提供评估参考依据。
橡胶绝热层处于复合材料壳体与固体推进剂之间,是发动机壳体系统的重要组成部分。工作时需承受3000K的温度及3~20 MPa或者更高的压强,通过自身不断的烧蚀分解,带走大量热量以此减慢高温燃气向复合材料壳体的传递速度,保证在点火、飞行过程中复合材料壳体能在高温、高压燃气下安全稳定的运行。大多数发动机复合材料壳体采用低密度、低烧蚀率的柔性橡胶绝热层,如丁腈橡胶(NBR)、三元乙丙橡胶(EPDM)等。NBR为丁二烯和丙烯腈共聚而成,主链含有碳-碳双键,具有链烯烃的反应活性,分解速率低,耐烧蚀性能优异等特点。EPDM为乙烯、丙烯和非共轭二烯烃的三元共聚物,主链结构饱和,耐烧蚀性能、耐老化性能和力学性能好,热分解温度高,且密度比其他橡胶低,可以有效降低火箭、导弹的惰性质量。钛合金具有比强度高、耐腐蚀性好、耐热性高、机械连接方便等优点,已被大量应用于航空航天等领域。但其表面能相对其他合金材料较低,导致与其他材料粘接界面弱,容易产生脱粘现象,严重影响固体火箭发动机复合材料壳体性能。
针对钛合金与橡胶绝热层界面粘接强度,尹先鹏等先通过调整预处理液浓度、热处理方式提高硅烷偶联剂与钛合金的键合作用,再改变硫化条件确定了钛合金与NBR粘接最佳工艺参数。涂春潮等开展了硅橡胶与钛合金的粘接工艺研究,分别研究了不同喷砂粒径、胶粘剂的选择、硫化工艺及预处理工艺对粘接性能的影响,从而优化粘接条件。CFRP与橡胶界面粘接强度方面,陈国辉等研究了胶粘剂种类、粘接工艺、硫化温度和硫化压力等因素对CFRP与EPDM绝热层粘接强度的影响,确定了最佳硫化条件。付文强等通过研究不同表面处理方法对CFRP与钛合金试样界面剪切强度的影响,并从处理后材料的微观形貌及元素面分布方面分析了差异产生的原因,结果显示,打磨和喷砂均能提高试样的剪切强度,且随着喷砂时间的延长,较小的碎砂粒会卡在空穴之中,对后续的粘接造成不利影响。
上述研究通过改变界面粘接的工艺因素,宏观上确定单一材料界面的最优成型方式,或从界面微观形貌上凹坑、空隙与胶粘剂形成的“机械互锁”方面解释单一材料界面粘接强度变化原因,均未从界面吸附、分子结构、反应机理方面分析多材料界面粘接性能变化的机理性问题。本文通过测试发动机壳体产品中CFRP层、钛合金、橡胶层界面试样的层间剪切性能,在机理上分析固体火箭发动机复合材料壳体多材料界面粘接强度变化原因,从源头减少界面可能的脱粘问题,研究结果对后续其他型号发动机产品研制生产具有重大意义。
1 实验
1.1 实验原料
三元乙丙橡胶,工业级,中国石油吉林石化公司;丁腈橡胶,工业级,兰州石化合成橡胶厂;Chemlok 252胶,美国洛德化学有限公司;730胶,上海精细文化用品有限公司;碳纤维,SYT-55S,中复神鹰碳纤维有限责任公司;钛合金,TA11,宝鸡拓普达钛业有限公司。
1.2 仪器与设备
万能试验机,GDWEW-10,上海皆准仪器设备有限公司;开炼机,CF-160,东莞昶丰机械科技有限公司;硫化模具,自制。
1.3 试样制备
根据某型号固体火箭发动机复合材料壳体内多材料界面的存在方式(如图1所示),设计用于测试的不同试样。试样使用与实际产品相同的材料以及加工、表面处理制备。

图1 结构示意图Fig.1 Schematic diagram of the structure
将橡胶材料放入开炼机中,薄通出片,裁剪制备出(25±0.25)mm×(12.5±0.25)mm×2 mm的生胶片。
采用专有模具进行试样硫化制备。生胶片用乙酸乙酯除去表面油脂,钛合金片表面喷砂、CFRP片表面打磨后在粘结区涂敷一层胶粘剂,室温晾置30~50 min去除溶剂。由于复合材料壳体为碳纤维湿法缠绕工艺成型,故涉及到与CFRP片接触面,均刷一层与CFRP片基体相同的环氧树脂。
放入模具中加压硫化,硫化条件为140 ℃/2 h+160 ℃/3 h,压强1 MPa。自然降温至室温后脱模。
制备的钛合金与橡胶层间剪切强度试样结构形式为钛合金/胶粘剂/橡胶/胶粘剂/钛合金;CFRP与橡胶层间剪切强度试样结构形式为CFRP/环氧树脂/胶粘剂/橡胶/胶粘剂/环氧树脂/CFRP;CFRP与钛合金层间剪切强度试样结构形式为CFRP/环氧树脂/胶粘剂/钛合金。
1.5 测试分析
钛合金、CFRP与橡胶层间强度试验执行GB/T 13936—2014测试标准;CFRP与钛合金层间强度试验执行GB/T 7124—2008测试标准。试样尺寸如图2所示。
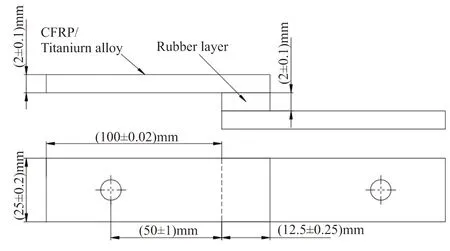
图2 试样尺寸Fig.2 Sample size
2 结果与讨论
固体火箭发动机复合材料壳体不同材料的层间破坏分为绝热材料或粘接胶内聚破坏、胶粘剂与绝热材料或树脂的混合破坏、界面破坏。内聚破坏是界面粘接强度良好的表现。
2.1 钛合金与橡胶层间剪切强度试验
根据“吸附理论”,胶粘剂粘合过程大致分为两个阶段。粘合机理如图3所示。
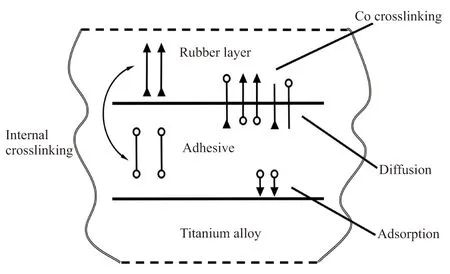
图3 粘合机理Fig.3 Diagram of Bonding mechanism
首先是胶粘剂与橡胶、CFRP板材及钛合金间浸润、扩散、渗透的物理结合过程。随着温度升高,粘接界面间存在固化、硫化时发生的各种化学结合。胶粘剂与橡胶间可以通过分子链段的交联、扩散作用有效结合。但对于钛合金,其表面能相对合金材料较低,胶粘剂很难向其扩散,而通过胶粘剂与喷砂后钛合金表面凹坑、空隙形成的“机械互锁”只是增加粘接效果的一种方法,并不是产生粘接力的因素。胶粘剂与金属粘接主要依靠吸附(物理吸附和化学吸附)作用,具有极性基团的胶粘剂与金属基体之间能够得到较高的附着力,这就要求胶粘剂中要有极性较大或与钛合金“相似相容”的基团,使得两者能够同时达到极性匹配的协同作用,保证有效结合。
钛合金与橡胶层间剪切强度测试结果如图4所示,破坏型式如图5所示。

图4 钛合金与橡胶层间剪切强度Fig.4 Interlayer shear strength between titanium alloy and rubber layer
由图4可知,钛合金-NBR层间剪切强度明显比钛合金/EPDM的高。其中,钛合金/NBR层间剪切强度平均值为3.21 MPa,钛合金/EPDM层间剪切强度平均值为0.99 MPa。
Chemlok 252胶为高氯含量的胶粘剂,加入的含氯聚合物不仅可以与EPDM反应形成稳定的化学键,也可以增加胶粘剂的稳定性和成膜性。而730胶为丁腈-酚醛类胶粘剂,与NBR主要成分性质一致,可以与NBR有效粘接。但由于730胶中腈基、醛基与NBR分子链中碳-碳双键相连时共轭效应会对负离子有很好的稳定作用,因此非常倾向于产生碳负离子,极性大于Chemlok 252胶中氯基,这使得钛合金/NBR层间剪切强度明显比钛合金/EPDM的高。
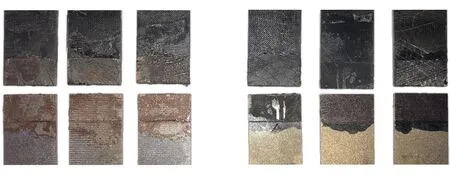
由图5可知,钛合金/NBR破坏形式为橡胶内聚破坏及部分橡胶/胶粘剂混合破坏,钛合金/EPDM破坏形式为界面破坏,钛合金/NBR界面粘接强度更好。破坏状态的表观也验证了力学测试结果及上述分析。

(a)Titanium alloy-NBR (b)Titanium alloy-EPDM图5 钛合金与橡胶层间破坏形式Fig.5 Interlayer failure modes between titanium alloy and rubber layer
2.2 CFRP与橡胶层间剪切强度试验
CFRP与橡胶层间剪切强度测试结果如图6所示,破坏形式如图7所示。

图6 CFRP与橡胶层间剪切强度Fig.6 Interlayer shear strength between CFRP and rubber layer
由图6可知,CFRP/NBR层间剪切强度平均值为3.49 MPa,CFRP/EPDM层间剪切强度平均值为1.72 MPa,且CFRP/NBR较CFRP/EPDM层间剪切强度明显增加。这是由于730胶系丁腈橡胶-酚醛类胶粘剂,其中含有的丁腈橡胶与绝热胶片主要成分性质相近,有利于提高胶粘剂与NBR间界面粘接强度。而730胶中的酚醛树脂与丁腈橡胶的之间也能通过羟甲基酚与碳-碳双键之间的反应。羟甲基酚与环氧树脂中的环氧基团反应,同样提高了730胶与CFRP界面粘接强度。
而EPDM是由乙烯、丙烯和非共轭二烯合成的,其分子结构主链为饱和状态,仅有侧链上含有少量不饱和双键。因此,具有极好的化学稳定性、良好的耐臭氧、耐热老化和耐候性,但也导致了其弱极性、惰性和低表面能特性,这使得其与CFRP界面粘接强度低。

(a)CFRP-NBR (b)CFRP-EPDM图7 CFRP与橡胶层间破坏形式Fig.7 Interlayer failure modes between CFRP and rubber layer
由图7可知,CFRP/NBR破坏形式为橡胶内聚破坏及部分橡胶/胶粘剂混合破坏,CFRP/EPDM破坏形式为界面破坏,CFRP/NBR界面粘接强度更高。破坏状态的表观也验证了力学测试结果及上述分析。
2.3 CFRP与钛合金层间剪切强度试验
CFRP与钛合金层间剪切强度测试结果如图8所示,破坏形式如图9所示。

图8 CFRP与钛合金层间剪切强度Fig.8 Interlayer shear strength between CFRP and titanium alloy
由图8可知,用Chemlok 252胶粘接钛合金试片后层间强度明显高于730胶粘接试片,其中730胶粘接后层间剪切强度平均值为4.57 MPa,Chemlok 252胶粘接后层间剪切强度平均值为8.79 MPa。这是由于实际产品为湿法缠绕工艺成型,在CFRP与钛合金之间只有一层胶粘剂,其中730胶粘剂挥发后为弹性体,Chemlok 252胶为液体,溶剂挥发后形成一层薄膜。固化升温过程中,环氧树脂向730胶弹性体扩散较向Chemlok 252胶慢。因此,对于730胶粘接后层间剪切强度主要是弹性体本身强度,而对于Chemlok 252胶粘接后的层间强度主要是环氧树脂的强度,这就造成了Chemlok 252胶粘接CFRP与钛合金试片层间强度明显高于730胶粘接试片的现象。
(a)730 adhesive (b)Chemlok 252图9 CFRP与钛合金层间破坏形式Fig.9 Interlayer failure modes between CFRP and titanium alloy
由图9可知,试验后730胶粘接的试样破坏形式为胶粘剂内聚破坏,Chemlok 252为胶粘剂与树脂的混合破坏。这也说明了730胶粘接的CFRP/钛合金层间性能良好,层间剪切强度主要是弹性体本身强度,破坏形式为胶粘剂内聚破坏。Chemlok 252胶粘接后与环氧树脂之间发生分子链扩散,层间强度主要由环氧树脂提供,所以为胶粘剂与树脂混合破坏。
3 结论
(1)对于钛合金/橡胶材料,CFRP/橡胶材料界面,在同样打磨、喷砂处理的条件下,胶粘剂对钛合金、CFRP材料的“机械互锁”效果相同,影响层间剪切强度的主要因素为胶粘剂的极性及与橡胶材料基团反应程度。730胶主要成分与NBR材料接近,可通过羟甲基酚与碳-碳双键、环氧基团反应,界面结合效果更高,同样730胶中腈基、醛基极性大于Chemlok 252胶中氯基。这使得钛合金/NBR、CFRP/NBR层间剪切强度相对于钛合金/EPDM、CFRP/EPDM分别提高了 224.24%、102.91%,试样破坏状态的表观也验证了力学测试结果及上述分析。
(2)对于CFRP/钛合金材料界面,730胶、Chemlok 252胶挥发后分别为为弹性体、薄膜,试样制备时升温环氧树脂向730胶弹性体分子链扩散较向Chemlok 252胶慢。另外,730胶粘接后层间剪切强度主要是弹性体本身强度,而对于Chemlok 252胶粘接后层间主要是环氧树脂的强度。因此,Chemlok 252胶粘接后层间强度反而比730胶粘接的层间强度提高了 92.34%。
对于固体火箭发动机复合材料壳体,多材料界面粘接性能非常重要。在后续开发过程中,可通过改变橡胶、胶粘剂材料的极性,控制多材料界面间反应程度、材料匹配优化等方面,提高钛合金/CFRP/橡胶材料的界面粘接性能。
