
基于轻量化属性的汽车零部件功能验证标准研究
2022-09-01 06:21吴松崔厚学
汽车工艺师 2022年8期
吴松,崔厚学
1.东风鸿泰控股集团有限公司 湖北武汉 430056
2.东风汽车集团有限公司 湖北武汉 430056
中国汽车产业经过长期持续高速增长,产销量连续十余年位居全球第一。随着汽车保有量的持续增加,高油耗、高污染等问题接踵而至。为应对日益严重的资源、环境问题,国家相继出台了越来越严格的法令、法规和政策,限制车辆燃油消耗和尾气排放。汽车轻量化是提高燃油经济性、降低能耗、减少污染及提高驾乘舒适性的重要途径之一,采用塑料及其他复合材料可有效减轻汽车自重,是轿车轻量化一个极有前途的发展方向。
目前汽车零部件轻量化的相关材料、成形工艺、设备及关键技术等均有相当积淀,其中具备轻量化特征的产品功能属性最为主机厂关注,但轻量化产品的验证标准目前尚处于起步阶段。深入推进轻量化产品验证标准的编制及推广工作,将有助于汽车设计师和工艺师设计、制造出既美观大方又节能环保、满足顾客需求的轻量化汽车产品。
发动机下护板轻量化设计
1.发动机下护板零件概述
下护板是位于发动机底部的防护装饰板,在国内较差路况条件下有极其重要的防护功能,其主要作用如下。
(1)保护发动机及油底壳 下护板能有效防护汽车行驶过程中因为轮胎碾压溅起的沙石等硬物敲击发动机。虽然这种敲击可能短时间内不会对发动机产生很大影响,但在长时间的不规则撞击后,汽车发动机容易出现油底壳漏油、功能损害等严重问题。
(2)保持发动机舱清洁 下护板能有效保持发动机舱的内部清洁,防止路面泥、水、杂物等进入发动机舱,造成发动机核心部件受损,影响其使用寿命。
2.发动机下护板安全性要求
2003年之前,国内大部分车企发动机下护板采用金属材质,通过冲压、焊接、电泳漆及螺纹联接等工序组装而成。金属材质的护板抗冲击性能优良,可有效保护发动机和底盘等重要部件,但金属护板沉重,噪声共振明显。
2003年以后,随着国内轿车市场的持续发展,汽车安全、舒适性能越来越被广大消费者所重视,各种主动及被动安全技术不断升级换代,其中发动机下沉设计技术被广泛应用。
一般汽车在受到前方撞击时,前置式发动机后移,压缩车内生存空间,给驾乘人员造成伤害。汽车设计人员便为发动机安排了一个下沉式“陷阱”,从而最大限度避免坚硬的发动机侵入到驾驶室,为驾乘人员保留更大的生存空间。
配合发动机下沉技术的推广应用,对下护板性能要求也越来越高,越来越多的主机厂使用了高强度树脂成形材料,尤其是在高端车型上。
3.发动机下护板轻量化设计
如国内某车企新车型发动机下护板为平板类结构,为保证“以塑代钢”零部件的设计强度,使用了高弹性模量长玻纤增强改性聚丙烯材料。
如图1所示,常规短玻纤增强材料的玻纤长度一般在0.2~0.6mm,颗粒长度在1~3mm,玻纤和颗粒不等长;而长玻纤增强材料颗粒则多数在6~25mm,玻纤与颗粒长度相等,且纤维单丝之间平行排列。

图1 玻纤维
和传统的短玻纤增强材料相比,长玻纤增强改性聚丙烯具备优良的综合性能,特别是优异的耐冲击性能和动态疲劳性能;用长玻纤增强材料制成的产品燃烧后,依然能保持制品的骨架结构,阻燃性较好;而且新材料价格相对低廉。
轻量化发动机下护板在空间布局及零件表面加热上存在困难,在进行轻量化设计时有针对性地采取了以下解决方案,不但解决了新材料下护板设计和制造困难,对发动机舱其他部件的轻量化设计和加工也有一定的借鉴作用。
(1)新材料抗变形能力 主要表现为使用金属材料成形的零件,其强度可支撑平板类型结构设计,而使用树脂材料成形零件如使用平板类型的结构,在壁厚为2.5mm的情况下,成形过程中的变形将不可避免(见图2)。通过CAE模拟分析,新材料成形时局部变形量达21.652mm,大大超出了零件成形允许的公差范围。

图2 树脂材料结构变形
我们在轻量化结构设计中研究了以下两种方案来解决变形问题:
1)在零件表面Z+方向采用加强结构以改善零件变形。设计方案:零件表面Z+向尺寸增加到7mm(含2.5mm的壁厚),零件变形由21mm减少到6mm,变形有了较大改善。
通过ANSYS软件进行空间校核,因发动机行驶过程中有振动位移,下护板需要和发动机之间保持安全距离,通过反推论证Z+向高度变化范围为5mm(含2.5mm的壁厚)。如按5mm来设计加强结构,经CAE分析最大变形量将达14mm,不满足产品需求,此方案被排除。
2)在零件表面Z-方向采用加强结构来改善零件变形。设计方案:零件表面Z-向尺寸增加到10mm(含2.5mm的壁厚),零件变形由21mm减少到6mm,变形也有较大改善。
通过ANSYS软件校核,因该款轿车的离地最低点正位于下护板底部,离地距离190mm,为满足整车功能要求,通过反推论证Z-向高度变化范围为6.5mm(含2.5mm的壁厚)。如按6mm来设置加强结构,经CAE分析最大变形量将达12mm,不满足产品需求,故此方案也被排除。
3)组合式方案。设计方案:在零件Z+向CAE模拟变形最大部位铆接一厚度为1.5mm的45钢条,另外分别在零件Y方向两端设计辅助加强筋,筋高4mm,宽度10mm,从而有效加强了零件刚度。如图3所示。
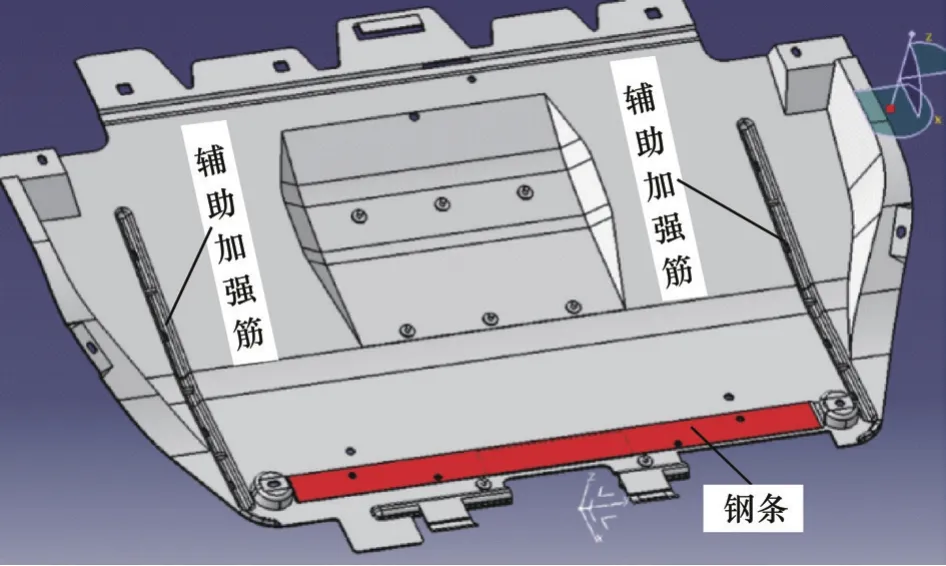
图3 组合式方案改善树脂材料结构变形
经过调整设计,C A E模拟该零件最大变形量为4.5mm,实际零件最大变形3.9mm,满足了装车需求。
(2)新材料耐高温辐射能力 新材料热变形温度为135℃,虽远大于普通玻纤材料,但是由于护板零件下表面有排气管穿过,高温工作状态的排气管离零件表面最近距离为31mm(见图4)。经CAE模拟计算,零件表面最大辐射温度达到369℃,远大于零件热变形温度,新材料易受热变形老化。

图4 树脂材料结构耐受排气管辐射高温
设计团队尝试了多种方案来解决下护板表面耐高温的问题:如在零件表面排气管投影面积上增加一层散热铝箔,零件表面采用凸凹状结构以增加其散热面积,工艺上使用热铆接将铝箔涂敷在零件表面避免行驶过程中振动脱落。
如图5所示,经CAE模拟分析,改进后零件表面最高温度为130℃,低于新材料的热变形温度135℃,满足了产品设计要求。
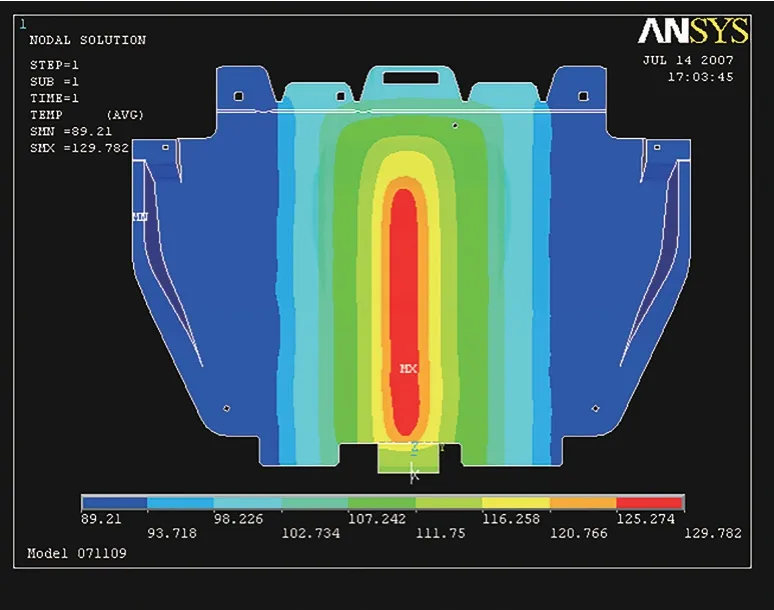
图5 树脂材料结构热变形模拟
基于轻量化的发动机下护板功能性标准验证
新车型极限行驶速度为250km/h,行驶过程中下护板由于受空气动力学影响,零件表面持续承受较大的压力,同时还受到发动机排气管的热辐射,存在加速老化的风险。因此下护板主要功能要求是抗压、抗老化,将此零件功能标准研究重点放在强度负载及抗老化性试验上。
(1)强度负载分析 根据该车型标配三款发动机参数及运动过程中下护板的空气动力学特征,通过建立相关数字模型和ANSYS软件模拟分析,将动态过程负载转化为静态负载,得出以下结论。
1)在常温静态下,零件表面0.8m2的面积压力负载450N,静置后最大变形量小于等于10mm。
2)在静态持续120℃高温情况下,零件表面0.8m2的面积上负载450N压力,经过1000h热老化,静置后零件最大变形量≤17mm。
(2)抗老化分析 在下护板抗老化的核心性能试验基础上,兼顾零件环境及其他功能性要求,编制了关于此部件的功能试验大纲及具体操作步骤,其中核心的实验标准条款列举如下。
1)交替热湿老化试验。试验要求:零件性能不能出现任何下降,最大变形量≤10mm。
步骤S1,将样品放置在高温高湿箱(40℃,95%)下处理16h。
步骤S2,在S1结束后取出样品在23℃、湿度50%条件下放置1h。
步骤S3,将样品放置在低温箱-20℃下处理3h。
步骤S4,在S3结束后取出样品在23℃、湿度50%条件下放置1h。
步骤S5,将样品放置在高温箱100℃下处理6h。
步骤S6,在S5结束后取出样品在23℃、湿度50%条件下放置1h。
步骤S7,重复S1~S6共10个老化循环。
2)持续热湿老化试验。试验要求:零件性能不能出现任何下降,最大变形量≤17mm。
步骤S1,将试件固定在夹具上。
步骤S2,按照零件的主要方向(如长度和宽度)在零件上划二条给定距离的标记,用相应仪器测量。
步骤S3,把试验件放入烘箱120℃下处理1000h,然后135℃下处理22h。
步骤S4,将零件从烘箱中取出使其回到环境温度下。
步骤S5,观察零件表面,然后重新测量标记间距及零件尺寸。
(3)抗辐射阻燃性试验 试验要求:零件性能不能出现任何下降,零件表面无任何可视变化。
步骤S1,将样品放入试验箱并在支架上装配固定。
步骤S2,在样品正反两面分别安装热电偶。
步骤S3,开启热源及温控器达到指定温度,继续试验30min。
步骤S4,连续记录热电偶1和电偶2的温度。
步骤S5,照射结束时,取下热电偶和调节器探头。
步骤S6,将样件留在试验箱中1h。
步骤S7,在照射区域选择一个横切区,在其厚度上测试材料状态;试验过程中,能监视到所有出现的特殊现象(烟雾,燃烧开始,火苗等),当材料开始燃烧时停止试验。
(4)阻燃性试验 试验要求:火苗在38mm处自动熄灭。
步骤S1,从零件上剪裁365mm×102mm的样板。
步骤S2,在样板上38mm处和254mm处做上标。
步骤S3,点燃样板燃烧并记时。
步骤S4,燃烧超过38mm后测量距离,计算速度。
(5)耐车身振动试验 试验要求:试验中和试验后,不允许出现任何机械损坏。
步骤S1,将试件固定在夹具上。
步骤S2,将夹具和三综合环境振动试验台面通过螺栓紧固连接,并保证试件的Z轴方向与台面振动方向一致。
步骤S3,开动三综合环境振动试验箱,使试样在规定的环境温湿度变化过程中进行标准规定的随机振动16h。
步骤S4,在S3结束后翻转夹具使试件的X轴方向与台面振动方向一致,并与台面紧固连接,重复S3。
步骤S5,在S4结束后翻转夹具使试件的Y轴方向与台面振动方向一致,并与台面紧固连接,重复S3。
步骤S6,试验过程结束,观察样品损坏情况。
(6)耐液体浸泡性能 试验要求:试验结束后,不允许出现任何部件脱落及材料蚀变,下护板不能有大于5%的增重。
步骤S1,将一块脱脂棉带放在工作面上以形成复合试样。
步骤S2,用所选择的流体浸湿脱脂棉(非挥发性流体包括油、制动液、氯化锌等。
步骤S3,将复合试样置于聚乙烯袋中并用焊钳密封。
步骤S4,使整个组合体以试验文件中规定的老化条件:100℃±2℃的烘箱中4m±5m。
步骤S5,在试验结束时,打开袋子,取下脱脂棉并检查材料表面。
步骤S6,试验结束后,将其放置在当时的环境温度(浸泡试验情况下,从流体中拿出零件)下4h,并且观察零件的质变情况。
(7)耐潮湿试验 试验要求:湿度循环变化时护板的质量波动小于1%,允许材料痕迹。
步骤S1,将试样在110℃下干燥,直到质量稳定。
步骤S2,然后在23℃下,将试样浸泡在无机盐水中24h。
步骤S3,浸泡/干燥测试:将护板在110℃下干燥,直到质量稳定。之后连续进行20个循环。
步骤S4,在无机盐水中浸泡零件(或样件)1h。
步骤S5,沥干5m。
步骤S6,80℃下干燥3h。
按以上功能试验标准对轻量化下护板进行逐项检测,结果显示各项指标均满足要求。相关试验有力支持了下护板轻量化设计及功能性标准编制。该研究成果已成功运用在东风标致508,东风雪铁龙C5、C6全系列及东风1号等高端车型上。产品投放后得到用户一致好评,取得了良好的技术经济和环境效果。
结语
零部件轻量化是汽车五化的重要内容之一。随着汽车整车和零部件产业不断升级,如何为主机厂提供一揽子轻量化解决方案是零部件转型升级的当务之急。本研究总结了部分轻量化零部件的功能性实现路径及验证实施方法,为零部件轻量化提供方向性引导,为后续类似零件的开发及降成本工作提供了新的思路及方法。
猜你喜欢
制造业自动化(2022年9期)2022-10-03
汽车实用技术(2022年11期)2022-06-20
汽车实用技术(2022年11期)2022-06-20
智慧少年·故事叮当(2020年10期)2020-11-06
中华诗词(2020年1期)2020-09-21
智富时代(2019年2期)2019-04-18
智富时代(2019年2期)2019-04-18
汽车维修技师(2018年6期)2018-11-06
小学生作文(中高年级适用)(2018年5期)2018-06-11
数学大王·中高年级(2016年12期)2016-12-26
