
多材料匹配激光拼焊方案高温拉伸特性分析
2022-08-18 06:54齐建群杜雁冰许晓
焊接 2022年5期
齐建群, 杜雁冰, 许晓
(河钢股份有限公司唐山分公司,河北 唐山 063000)
0 前言
热成形技术已广泛应用于汽车零部件制造,其具有强度高、轻量化作用显著等特性,但同时也存在焊接性和韧性差等问题,在应用时为满足碰撞安全法规与吸能要求,必须在设计时引入其他辅助零部件予以解决。因此,很多改进的热成形技术已开始应用,例如模具分区淬火、补丁板热成形、差厚板热成形、激光拼焊热成形等技术。其中,随着激光焊的普及和成本降低,同种或异种材料激光拼焊技术愈发成熟,刘成杰等[1]、钱法余[2]、He等人[3]及邵天巍等人[4]均进行了同种材质的激光拼焊性能研究;异种材料激光拼焊接头软化问题是其最大的难点,龚涛等人[5]、韦春华等人[6]、甘洪岩等人[7]、薛松等人[8]及Guo等人[9]分别通过改善焊接工艺,得到焊接效果良好的异种钢拼焊接头。异种材料激光拼焊热成形技术是指不同材质进行激光拼焊,热成形后获得不同性能分区的工艺方法,其具备软区焊接性可根本改善,可实现差厚板效果等优点[10-11]。
目前国内主要钢生产企业均开发出了相应的热成形钢,但多集中在1 300 MPa级别,对于1 300 MPa以上的热成形钢如何搭配低强度钢材的应用技术研究较少,文中采用HC340LA,HC340/590DP分别与22MnB5进行激光拼焊,通过分析高温拉伸断后伸长率与高温抗拉强度,简单快捷地对材料高温成形特性进行优劣评价,揭示了含有热成形钢的异种材料拼焊后高温成形特点,从而确定了多强度梯度激光拼焊热成形的工艺可行性,得到了450 MPa,600 MPa级与1 500 MPa级2种高低搭配热成形组合方案。
1 试验
1.1 试验准备
试验材料为连续退火钢板HC340LA,HC340/590DP,22MnB5,厚度均为1.2 mm,材料的主要化学成分见表1。

表1 化学成分(质量分数,%)
采用普瑞玛SLCWF-X0610激光焊机对钢板进行激光拼焊;采用美国DSI热模拟试验机GLEEBLE 3500对样板进行高温拉伸试验。
采用低功率与适当焊接速度,光束焦点向低碳当量材料方向偏移,焊接工艺参数见表2。

表2 焊接工艺参数表
1.2 试验方案
通过点焊机将热电偶丝焊在试件中部表面,用于监控试件温度。由于热模拟试验中采用电阻加热,试件长度方向温度分布不均匀,以试件中心为对称轴呈现轴对称分布,为达到温度的准确控制,选用图1所示的试样类型,该试样类型能够确保高温区全部集中在测量段,温度偏差小于5 ℃。

图1 高温拉伸试样形式
试验温度制度示意图如图2所示。试验温度制度为以15 ℃/s的加热速率加热到700 ℃,然后以5 ℃/s的加热速率加热到950 ℃,保温3 min,以6 ℃/s的冷却速率分别冷至930 ℃,900 ℃,870 ℃,保温10 s,而后采用0.1 mm/s的拉伸速度开展测试。
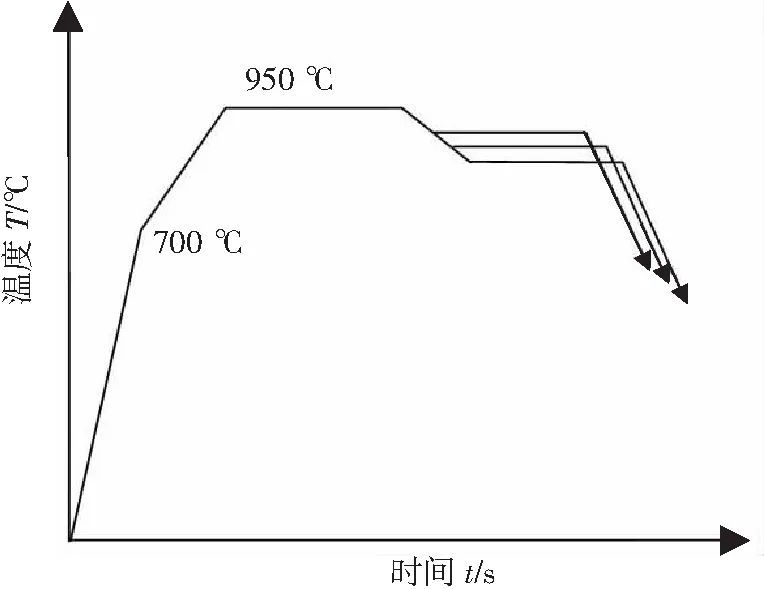
图2 试验温度示意图
2 结果与讨论
试验主要提取均匀塑性应变极限点之前的应力应变曲线用于研究,对于超出该段的变形部分,一般采用对塑性段进行数学计算予以延伸。对于高温拉伸的断后伸长率,采用手工测量的方式予以测定。
2.1 高温拉伸断后伸长率比较
2.1.1HC340LA与22MnB5匹配
HC340LA与22MnB5激光拼焊拉伸试样全部断在了HC340LA一侧且远离热影响区,说明焊缝在高温拉伸变形时不是最危险区域,高温拉伸前焊缝区由于激光拼焊的作用,获得了2种材料熔合的成分与特定熔合区、热影响区组织,其在高温加热后拉伸时,保持了一定的强度与韧性。断后伸长率数值见表3,从表3上看焊缝区域材料的断后伸长率明显低于2种母材,HC340LA的断后伸长率最高,22MnB5的次之,焊缝区域最低,但这种差距随着加热温度的升高在减小,在900 ℃以上基本处于一个数量级。22MnB5母材随加热温度升高断后伸长率呈现下降的趋势。

表3 HC340LA与22MnB5高温拉伸断后伸长率
2.1.2HC340/590DP与22MnB5匹配
HC340/590DP与22MnB5均是以C,Mn,Si为核心成分的钢材,前者C低于后者,而Mn,Si高于后者。在各测试温度,激光拼焊区域均断裂在HC340/590DP一侧,说明焊缝不是高温拉伸的薄弱区,满足热成形激光拼焊基本要求,而且焊缝区域的断后伸长率基本上大于等于22MnB5对应段的断后伸长率,材料成形匹配良好。由表4可知HC340/590DP在各个测试温度断后伸长率差别不大,热成形性良好。22MnB5母材随加热温度升高断后伸长率呈现下降的趋势。
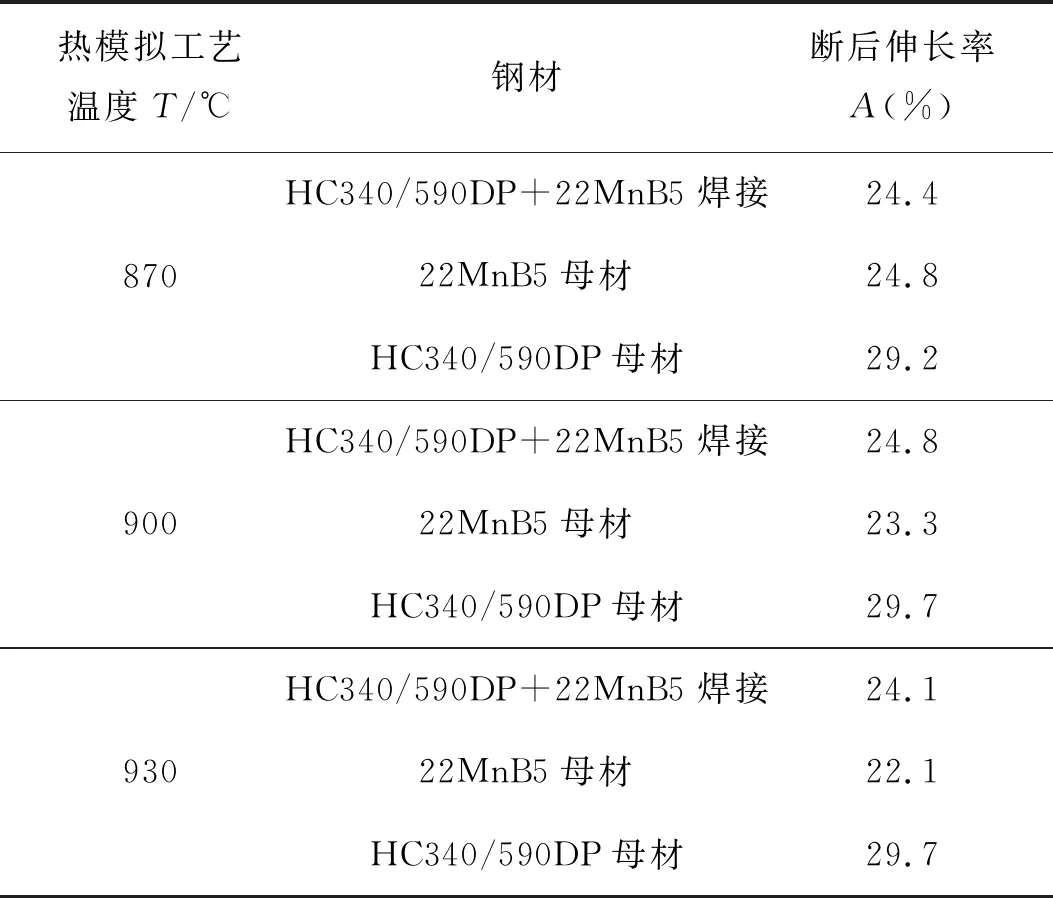
表4 HC340/590DP与22MnB5拼焊断后伸长率
经对比表3与表4可知,2种激光拼焊匹配方案,HC340/590DP与22MnB5匹配焊接获得的断后伸长率值更高,优于HC340LA与22MnB5匹配焊接方案。
2.2 高温拉伸曲线分析
GLEEBLE设备进行高温拉伸时,试样安装是通过两端的螺栓孔用螺栓进行固定的,这种装夹方式势必存在一定的可移动间隙,引发在拉伸试验中的位移测量精度不高,材料的弹性段影响尤其严重,这种位移会造成弹性段的曲线斜率失真。分析高温拉伸曲线,全塑段高温拉伸曲线由于剔除了弹性段试验误差的干扰,曲线的一致性大幅改善,规律性更加明显。
2.2.1HC340LA与22MnB5匹配
HC340LA与22MnB5匹配高温拉伸曲线如图3、图4、图5所示,其中图3为HC340LA钢材在3种温度下的高温拉伸曲线, 图4为22MnB5钢材在3种温度下的高温拉伸曲线,图5为HC340LA钢材与22MnB5激光拼焊后在3种温度下的高温拉伸曲线。

图4 22MnB5钢试样高温拉伸曲线
材料的高温变形分为应变硬化和稳态变形2个阶段,在其热变形中同时存在加工硬化和动态软化的过程。在变形开始阶段,流变应力随应变的增加迅速上升,位错不断增殖,位错间相互作用增大位错运动阻力,同时由于应变较小,晶内储存能较小,动态回复软化过程难以进行,加工硬化处于主导地位,由图3~图5曲线趋势可以看出,无论母材和焊缝区域都显示出了材料的高温拉伸抗力随应变的增加而逐渐增大。当应力达到峰值以后,进入稳态变形阶段,随着应变不断增大,晶内储存能逐渐升高,动态软化和位错增殖引起的应变硬化逐步趋向平衡。当流变应力达到峰值以后,由于拉伸件内部的微孔洞在晶界处形核、长大直至汇聚形成微小裂纹,导致最终拉伸件断裂破坏。

图3 HC340LA钢试样高温拉伸曲线
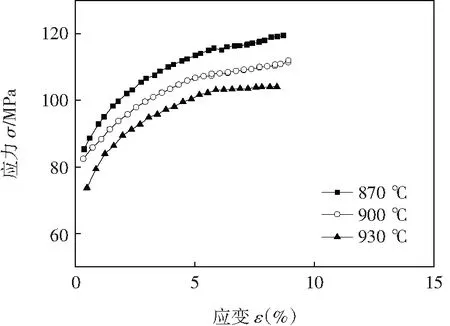
图5 HC340LA+22MnB5激光拼焊后高温拉伸曲线
在拉伸速度一定的前提下,随着温度的升高,材料热激活作用增强,临界剪切应力减小,位错运动的阻力减小,金属的原子平均动能和扩散速率增加,在这些因素的综合作用下,材料的应力随温度升高而减小。由图3~图5可以看出,无论母材和焊缝都显示出了材料的高温拉伸最大抗力随温度的提升而降低的规律。
从绝对数值上看,每个温度段,材料的高温拉伸最大抗力均体现出22MnB5>焊接区域>HC340LA的趋势,而这种差别随着温度的提高减小,在930 ℃时几乎处于同一水平,如图6所示。HC340LA与22MnB5激光拼焊区域在低温段虽然断裂在母材上,但由于变形的不协调性,会造成该区域成形能力有所下降,如采用该匹配进行热成形零部件设计要注意低温段塑性下降的影响,保证成形温度大于900 ℃,对发挥材料的最大成形能力较为有利。
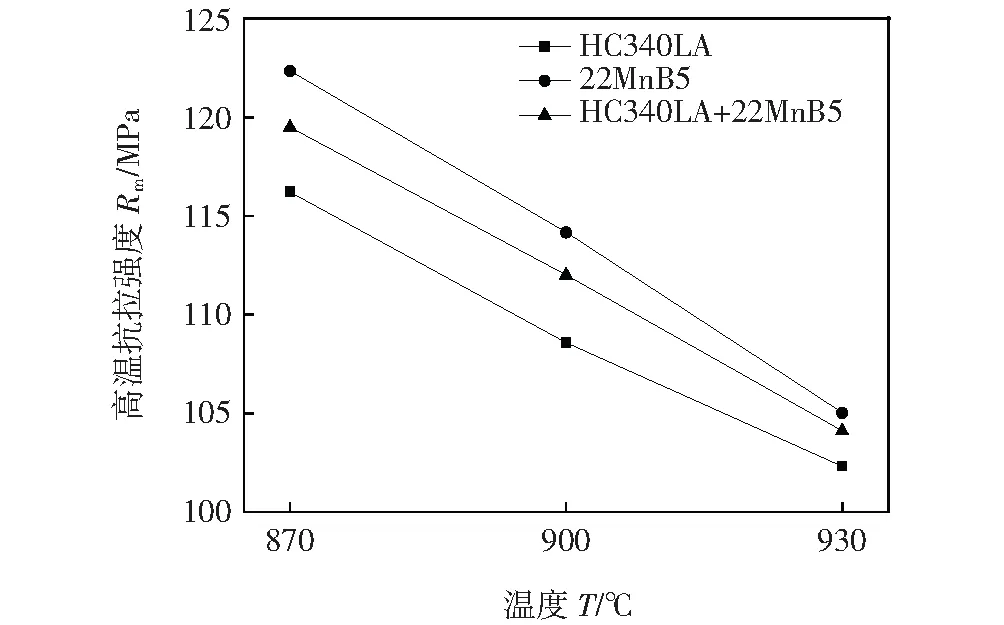
图6 材料高温拉伸温度与高温抗拉强度关系图
2.2.2HC340/590DP与22MnB5匹配
HC340/590DP,22MnB5及焊缝区域高温拉伸曲线也体现出高温抗拉强度随温度升高而降低的趋势,如图7、图8所示(22MnB5的高温拉伸曲线如图4所示)。而且高温抗拉强度的差距也随着温度升高而减小,在870 ℃时HC340/590DP高温抗拉强度最高,焊缝区域和22MnB5基本一致,如图9所示。这点HC340/590DP与HC340LA差异较大,对比图6与图9易知,2种激光拼焊匹配方案,从不同温度的高温抗拉强度差值来看,双相钢HC340/590DP与热成形钢的匹配效果要好于低合金高强钢HC340LA与热成形钢的匹配效果,材料本身与焊缝的差异较小,这与22MnB5与HC340/590DP的成分设计中硅锰强化元素的接近,硅锰强化效果的一致性相关。
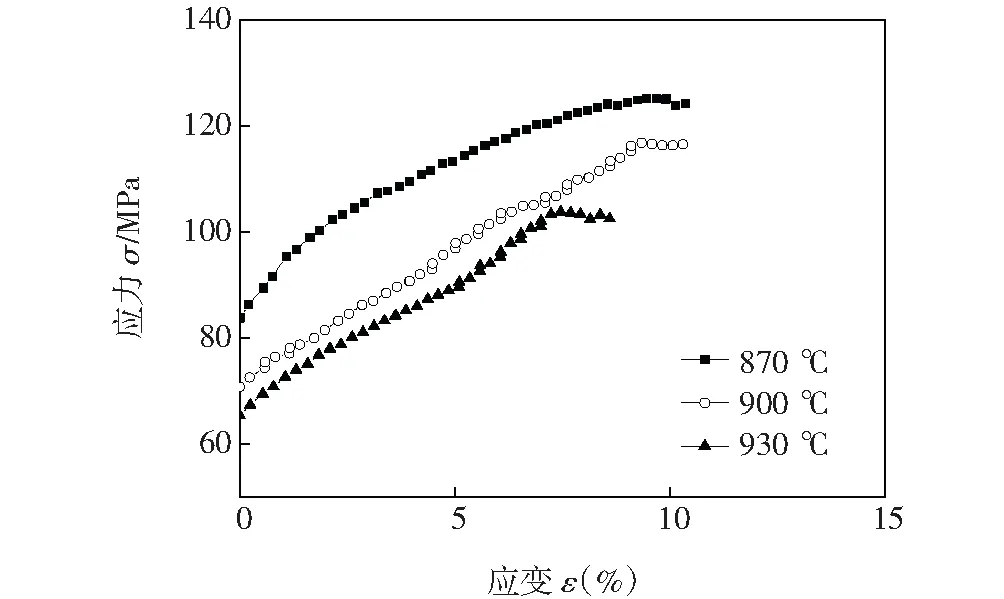
图7 HC340/590DP钢试样高温拉伸曲线

图8 HC340/590DP+22MnB5激光拼焊后高温拉伸曲线
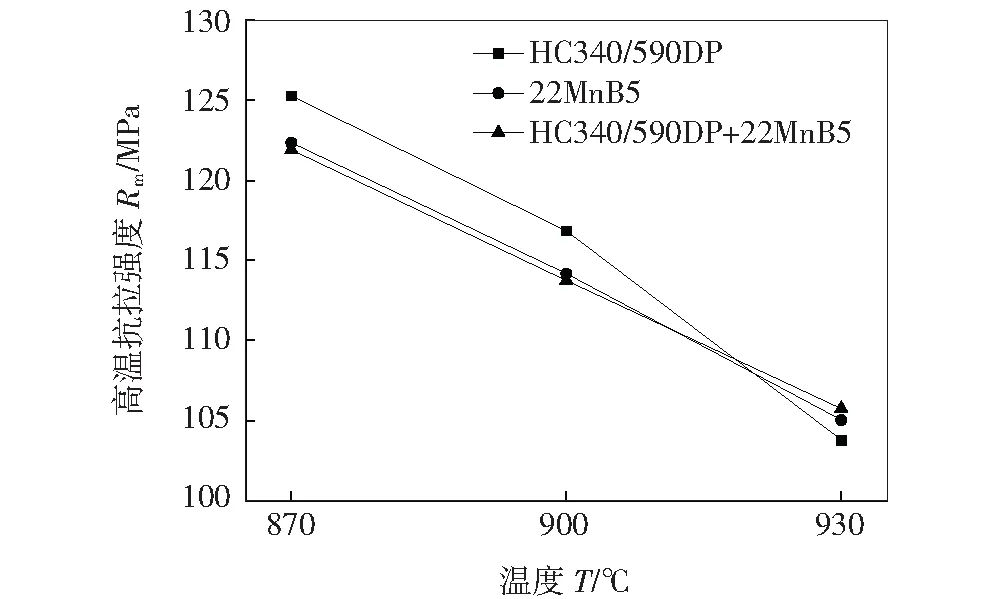
图9 材料高温拉伸温度与高温抗拉强度关系
2.3 高温拉伸特性本构方程的拟合与分析
通过高温拉伸试验获得的高温拉伸曲线包含有材料本身与焊缝的高温成形特性,与冷成形类似,其用于仿真分析对实际成形有一定的参考意义。要将试验所获得高温拉伸曲线应用于数值仿真计算,必须将其方程化,并将其延长至全应变阶段。目前业内采用较多的本构方程为Hockett-Sherby方程,具体如式(1)所示,也可对试验曲线进行一些适当拟合得到所需要的本构方程,经多次尝试,将Hockett-Sherby方程进行适当修正可以完成弹塑段的拟合,收敛性良好,拟合方程如式(2)所示[12-15]。
σH-S=σs-(σs-σy)·exp(-(k·ε)n)
(1)
σE-P=σ1-σ2·exp(-(k·ε)n)
(2)
以930 ℃的HC340/590DP与22MnB5材料高温拉伸曲线为例,各钢材及焊缝区域的拟合曲线如图10、图11、图12所示。
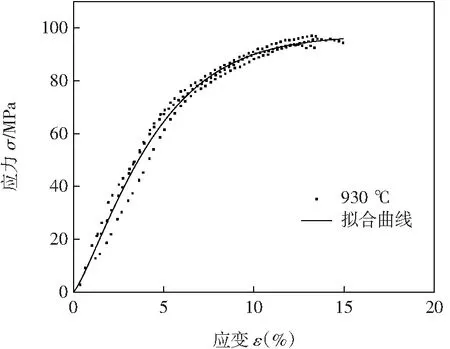
图10 HC340/590DP试样高温拉伸拟合曲线

图11 HC340/590DP与22MnB5匹配试样高温拉伸拟合曲线

图12 22MnB5试样高温拉伸拟合曲线
经计算,拟合方程的系数见表5。经实际验证,拟合方程应用于数值仿真计算,与实际成形情况符合度较好。

表5 高温拉伸曲线拟合方程系数表
3 结论
(1)从高温断后伸长率上看,HC340/590DP>HC340LA>22MnB5,塑性均满足成形需要。焊接会降低各种匹配下焊缝区域的成形能力,断裂均发生在变形抗力低的材料一侧,且远离焊缝。HC340LA在870 ℃时断后伸长率低于20%,应用时要予以关注。2种激光拼焊匹配方案,HC340/590DP与22MnB5匹配焊接获得的断后伸长率更高,优于HC340LA与22MnB5匹配焊接方案。
(2)材料的高温抗拉强度随温度的提升而降低,匹配材料间的高温抗拉强度差别随着温度的提高而减小,在930 ℃时钢材差距很小。HC340LA与22MnB5匹配焊接的高温抗拉强度排序为22MnB5>(22MnB5+ HC340LA)>HC340LA, HC340/590DP与22MnB5匹配焊接时焊缝与22MnB5高温抗拉强度基本一致,从不同温度的高温抗拉强度差值来看,双相钢HC340/590DP与热成形钢的匹配效果要好于低合金高强钢HC340LA与热成形钢的匹配效果。
(3)在应变速率0.1 mm/s条件下,以930 ℃的HC340/590DP与22MnB5材料匹配焊接获得的高温拉伸曲线为例,经拟合计算获得了材料本身与焊缝的拟合方程,可应用于激光拼焊热成形零部件设计参考。
猜你喜欢
航空制造技术(2022年10期)2022-07-16
建材发展导向(2022年6期)2022-04-18
昆钢科技(2021年4期)2021-11-06
建材发展导向(2021年6期)2021-06-09
模具制造(2019年4期)2019-12-29
滇池(2017年5期)2017-05-19
大陆桥视野·下(2016年9期)2017-05-08
科技创新与应用(2017年7期)2017-03-27
山东工业技术(2016年15期)2016-12-01
汽车文摘(2014年11期)2014-12-15
