
基于TRIZ理论的超声辅助随焊滑台的设计
2022-08-18 06:46李航陈芙蓉李锐峰
焊接 2022年5期
李航, 陈芙蓉, 李锐峰
(内蒙古工业大学, 呼和浩特 010051)
0 前言
TRIZ(Teoriya resheniya izobreatatelskikh zadatch)理论[1]相对于传统的试错法、头脑风暴法,成功揭示了创造发明的内在规律与原理,着力调节和澄清系统矛盾,直至完全解决矛盾,获得最优解。应用TRIZ理论提供的标准解能够将复杂的、不确定因素丛生的解题过程转化为精确的科学运用过程,准确确定问题方向,加快创新历程而且能够得到高品质产品。
在机械设计中,TRIZ理论的矛盾冲突矩阵得到了广泛应用,利用矛盾矩阵对应的发明原理,可以快速解决设计中的技术问题。戚祝晖等人[2]采用“物-场分析”与矛盾冲突矩阵结合方法,对芦苇沙障困扎系统的关键部件进行了优化,提升了3倍芦苇高立式沙障制作效率。韩立芳等人[3]将TRIZ技术冲突原理应用于新型立体车库的创新设计研究,该设计具有占地小、容量大、效率高等优势。赵熹等人[4]在滚铆刀具设计中,选用第1条(分割)和第15条(动态特性)发明原理解决了物质的数量与可制造难度两大参数存在的技术矛盾,提高了滚铆加工的安全性与通用性。梁爽[5]通过分析现行精量播种机的技术矛盾建立矛盾矩阵,利用TRIZ理论的发明原理,完成了精量播种机执行机构的优化,有效提高了播种机的工作效率。王军等人[6]针对营地手推车存在折叠效率低、产品笨重等问题,利用TRIZ理论发明原理,并结合可拓学进行分析,实现了对营地手推车的折叠时间、折叠流程及轻量化目标进行了优化。文章针对人工手持焊枪与超声振幅杆焊接过程存在的问题,引用TRIZ理论功能分析与技术矛盾矩阵解决焊接过程存在的问题,设计一款以三维滑台为主体,通过夹具将焊枪与超声波振幅杆连接,实现同步移动的超声辅助随焊滑台,以下简称为随焊滑台。
1 随焊滑台的问题分析
1.1 TRIZ简介
TRIZ便是俄文中“发明问题的解决理论”的字头,其目的是研究人类进行发明创造、解决技术难题过程中所遵循的科学原理和法则[7-8]。文中主要使用的矛盾冲突矩阵解决工具,是利用表述系统性能的39个通用工程参数和40个创新原理及其它们之间的对应关系组成的矛盾矩阵,确定工程参数后,通过查阅矩阵对应的发明原理,解决系统中技术矛盾问题。
1.2 随焊滑台的问题识别
通过对现阶段焊接设备的调研,建立了氩弧焊设备使用过程的功能模型如图1所示。

图1 功能模型
通过分析功能模型,总结氩弧焊使用过程中存在的问题如下。问题①:人工进行超声辅助焊接时操作很难控制超声振幅杆的稳定,并且处理的试件较多容易导致疲惫,使超声辅助焊接的效果出现差异;问题②:传统的焊接平台各个部件是相互独立的,需要单独控制工作,焊接参数难以掌控;问题③:超声波振幅杆固定一点时,伴随焊接过程熔池的移动,声波能量衰减,空化效应减弱。
1.3 矛盾矩阵的建立
解决问题①的关键是保证焊枪的稳定运行,同时能够多方位自由运动,但是需要改变焊接平台的结构。即改善的参数是结构的稳定性,恶化的参数是形状。解决问题②的关键是能够自动控制焊接速度、焊枪开关及规划焊接路径,但是需要用复杂的系统实现。即改善的参数是自动化程度,恶化的参数是装置的复杂性。解决问题③的关键是使超声波振幅杆跟随熔池移动,但是会导致超声波振幅杆作用不稳定。即改善的参数是运动物体的长度,恶化的参数是结构的稳定性。根据改善和恶化的工程参数,建立矛盾矩阵见表1。
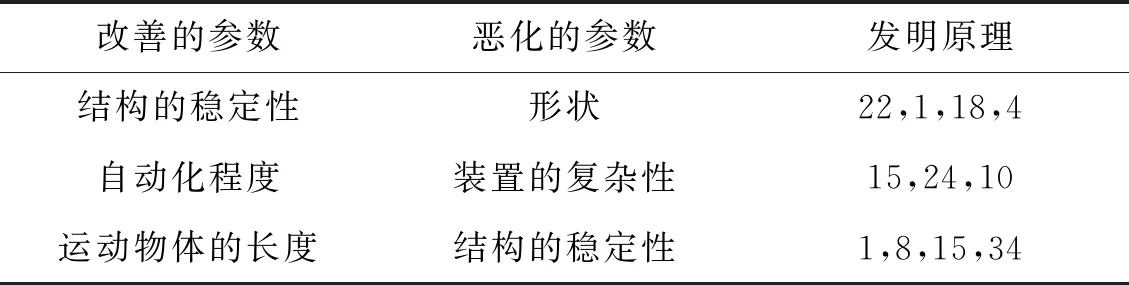
表1 矛盾矩阵
利用矛盾矩阵给出的发明原理,结合设计经验与专业知识,最终筛选出发明原理1(分割),发明原理24(借助中介物质),发明原理15(动态特性)作为随焊滑台创新设计的指导思路,优选的发明原理见表2。

表2 矛盾矩阵解决方案
2 随焊滑台的创新设计
根据1号(分割)、24号(借助中介物质)、15号(动态特性)发明原理的指导,并巧妙结合增材制造设备工作模式来对随焊滑台进行创新设计。随焊滑台模型如图2所示。

图2 超声辅助随焊滑台
2.1 随焊滑台的结构设计
随焊滑台的结构设计运用了1号(分割)发明原理。将传统焊接平台设计为三轴模组,同时焊枪夹具与超声波振幅杆夹具均设计为可拆卸结构,随焊滑台结构如图3所示。底板上方设置有y轴组件,y轴组件上方垂直设置x轴组件。底板一端固定有机架,机架侧壁固定连接有z轴组件,z轴组件侧壁固定有连接杆,超声辅助随焊夹具与焊枪夹具分别固定于连接杆呈平行分布。y轴组件包括支撑架,支撑架两侧连接有直线滑轨,直线滑轨两端连接有滑块,上部设置有滑板,支撑架中部设置有丝杠,伺服电机通过联轴器与丝杠连接,可实现滑板平行移动。y轴行程600 mm,选用用台湾TBI滚珠丝杠和PM125双导轨,x,z轴行程400 mm,配置与y轴相同。三维滑台模组均采用750 W伺服电机及驱动器,控制移动精度达到±0.1 mm。

图3 随焊滑台示意图
2.2 控制系统的功能设计
运用24号(借助中介物质)发明原理,使用控制系统对随焊滑台、焊枪开关进行统一控制。使用单片机等控制器进行控制,编程复杂、操作繁琐,难以实现。PLC相对于单片机等控制器[9],编程及操作过程简单,可实现连续回路控制,功能聚集技术良好,可以极大地提高设备的自动化水平。PLC控制实物图如图4所示。

图4 PLC控制系统实物图
焊接时,只需将事先编写好的制造程序导入PLC中,再将焊缝坐标始末位置输入到PLC控制面板中,PLC通过耦合自动控制焊枪开关,能够驱动x轴组件、y轴组件相互配合,实现不同的复合运动,并配合超声波振幅杆,能够对不同工件进行处理。同时,控制器可实现对工件的处理速度、程度和压力等参数精确控制,使工件的超声辅助随焊效果达到最佳。
2.3 随焊夹具结构设计
超声辅助随焊夹具运用了15号(动态特性)发明原理,结构如图5所示,使超声波振幅杆与焊枪同步移动,减少超声波传递过程中能量衰减。超声超声波振幅杆夹具与焊枪夹具一同固定于三维滑台z轴,可实现振幅杆与焊枪同步移动,从而达到随焊效果。由于振幅杆仅依靠自身重力与焊件接触,冲击时发生震动,空化效果较差。在随焊夹具上安装气缸,气缸通过U形件对振幅杆施加压力,可使振幅杆紧密接触焊件。
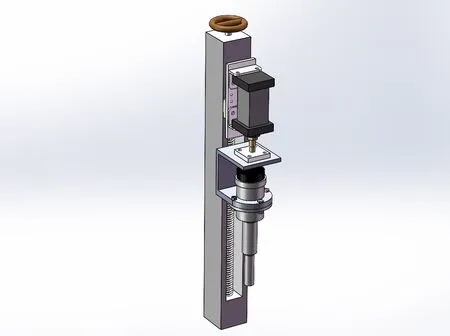
图5 超声辅助随焊夹具示意图
3 随焊滑台性能测试
3.1 随焊试验
3.1.1试验材料
试验材料选用7075铝合金,尺寸为135 mm×10 mm×3 mm。ER5356焊丝,化学成分见表3。

表3 7075铝合金与ER5356焊丝的化学成分(质量分数,%)
3.1.2焊接方法
试验设备使用搭建的随焊滑台,该试验采用焊接电流125 A,焊接速度8 m/s,气流量为20 L/min,超声波功率分别设置为0 W,600 W,900 W,1 200 W,1 500 W,1 800 W。焊接前,将焊件待焊区域使用钢刷进行打磨,打磨至表面无氧化层为止,使用无水乙醇进行擦洗并吹干,去除表面污渍,放置载物台待焊。焊接完成后,使用光学显微镜对焊接接头进行了焊缝微观组织观察并进行拉伸试验,以及利用HXD-1000TM的数字式显微硬度计测量焊接接头的显微硬度[10]。
3.2 试验结果
3.2.1焊接接头微观组织分析
图6~图7分别显示了超声波功率为0 W,600 W,900 W,1 200 W,1 500 W,1 800 W的焊接接头的显微组织。从图可以得出随着超声功率的增加,热影响区的宽度分别为236.19 μm,207.34 μm,167.19 μm,145.84 μm,128.47 μm,127.31 μm,在超声的作用下,搅拌熔池的流动,加快熔池的冷却时间[11],并且振动会破碎柱状晶的枝晶,被破碎的枝晶在超声的搅拌作用下,会流窜到熔池中,在焊缝中形成新的形核点有利于等轴晶的生长,抑制柱状晶的长大[12],因此抑制了热影响区变窄。热影响区吸收超声波能量有限,当超声功率超过1 500 W时,抑制热影响区的长大不明显。
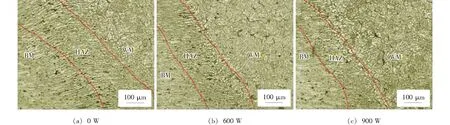
图6 0~900 W超声功率下焊接接头的金相组织
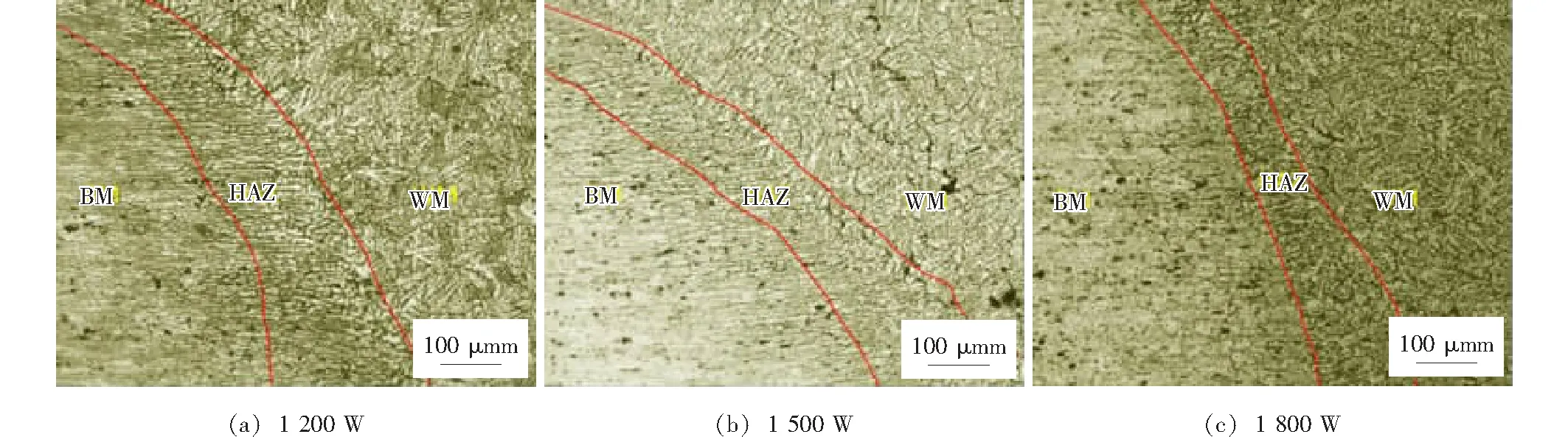
图7 1 200~1 800 W超声功率下焊接接头的金相组织
3.2.2焊接接头的拉伸试验
对施加超声波辅助的焊件进行拉伸试验,抗拉强度随超声波功率变化如图8所示,可以看出,超声波功率为1 200 W时焊缝的抗拉强度提升最为显著,焊接接头抗拉强度为390 MPa,相对无超声波作用的接头抗拉强度提高27.8%。

图8 不同超声功率下的抗拉强度
4 结论
(1)应用TRIZ理论不仅节省了设计时间、快速找到最优解,而且使设计更具有科学性,可以为其他机械设计发展提供指导借鉴作用。
(2)根据TRIZ理论提供的解决方案,搭建了超声辅助随焊滑台,随焊滑台部件组成简单,通过焊接试验测试,焊枪与超声波振幅杆运行平稳、符合随焊要求。
(3)应用TRIZ理论设计的随焊滑台可以有效解决超声波能量衰减,以及人工施加超声波时控制参数不稳定等问题,细化晶粒效果更为显著,焊接接头抗拉强度可达到390 MPa,相对无超声辅助随焊可提高27.8%。
猜你喜欢
现代农机(2022年3期)2022-07-11
汽车工艺师(2021年7期)2021-07-30
烟台大学学报(自然科学与工程版)(2021年1期)2021-03-19
时代汽车(2019年22期)2019-02-05
客车技术与研究(2017年5期)2017-11-01
智能制造(2017年4期)2017-07-24
股市动态分析(2016年24期)2017-01-07
股市动态分析(2016年23期)2016-12-27
股市动态分析(2016年4期)2016-09-29
股市动态分析(2016年25期)2016-07-23
