
B1500HS热成形钢与DP钢的点焊接头拉剪性能
2022-08-18 06:54孙浩刘成杰毕文珍郭亚洲王武荣韦习成
焊接 2022年5期
孙浩, 刘成杰, 2, 毕文珍, 2, 郭亚洲, 王武荣, 韦习成
(1.上海大学,上海 200444;2.宝山钢铁股份有限公司中央研究院,汽车用钢开发与应用技术国家重点实验室(宝钢),上海 200126;3.上海汽车集团股份有限公司乘用车公司,上海 201804)
0 前言
电阻点焊(RSW)因其成本低、性能好、操作方便而成为汽车车身的主要焊接技术[1]。随着轻量化技术的发展,先进高强度钢(AHSS)的应用是实现汽车轻量化而不降低安全性有效途径之一[2]。热成形钢具有超高抗拉强度(一般≥1 500 MPa)和较好成形性,广泛应用于车身的防撞结构件,如A柱、B柱和防撞梁等[3]。随着车身AHSS钢应用比例日益增长,热成形钢零件与不同强度级别的双相钢(DP)零件的RSW接头量也同步增加,其接头强度必然会影响车身质量和安全性。因此,研究RSW接头性能和失效特征,对提高车辆的耐久性和安全性具有重要意义。
Tamizi等人[4]对热成形钢RSW接头拉剪断裂行为的研究表明,接头的断裂起源于严重软化的亚临界热影响区(SCHAZ),且对接头强度有重要影响。对1 500 MPa级热成形钢[5-6]点焊接头的硬度分布结果显示,热成形钢侧SCHAZ的硬度比基体的降低约35%~40%。Baltazar等人[7-8]采用纳米压痕试验研究了DP980电阻点焊热影响区(HAZ)的软化特性。其软化主要发生在SCHAZ,硬度下降约10%。Xia等人[9]的研究表明,DP钢的软化程度与基体中马氏体体积分数呈正相关的线性关系。虽然国内外学者对热成形钢的RSW接头进行了大量研究[10-12],但大多是对自连接的AHSS点焊接头组织性能的研究,对其与异种材料连接接头的对比研究相对较少[13-14]。
对此,文中以B1500HS分别与DP780,DP980,DP1180组成的RSW接头为研究对象,在研究其抗拉强度基础上,对接头的组织、硬度分布及软化机理进行了比较研究,以期指导热成形钢的工程应用。
1 试验材料与方法
1.1 材料
试验所用材料为宝钢B1500HS热成形钢和DP780钢、DP980钢和DP1180钢。B1500HS钢厚度均为1.6 mm,DP780钢的厚度为1.2 mm,DP980钢和DP1180钢的为1.4 mm,其化学成分和力学性能见表1。图1为4种钢板材料的金相组织。B1500HS压淬后的组织为全马氏体,DP780,DP980和DP1180的组织为马氏体+铁素体。
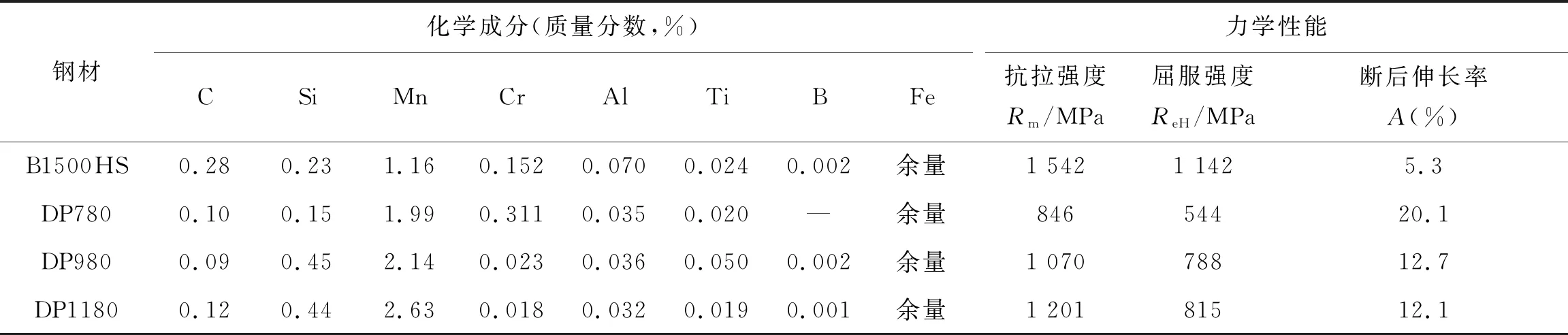
表1 板材的化学成分及力学性能

图1 钢板金相照片
1.2 试验方法与设备
在THP01-500A四柱单动高速压力机上,采用平板淬火模具及冷却系统,模拟B1500HS的热成形过程。试验用加热炉为HT-1800M高温炉(最高加热温度1 800 ℃)。参数如下:加热温度930 ℃,保温时间4 min,下压速度90 mm/s,保压时间15 s,保压吨位130 t。
点焊试验在宝钢的梅达DM150工频交流点焊试验机上进行,电极材料为CrCu合金、端部直径6 mm,点焊使用双脉冲电流方式进行。由于研究主要聚焦于与实际生产相结合的点焊接头性能,故研究的焊接工艺直接选用实际生产的成熟工艺。主要焊接参数为焊接电流7.5 kA,焊接时间分2个周波各10 cyc,2个周波之间间隔1 cyc,电极压力3.6 kN。根据通用标准GWS-5A《Test procedures resistance spot welding of steel》,由2块150 mm×50 mm的矩形钢板搭接焊接而成,重叠部分为50 mm×50 mm,熔核在重叠部分中心位置,如图2所示。由于拉剪试样搭接后的不对称,为消除因夹持不居中造成点焊接头在拉剪试验中板材附加弯矩,在试样两侧夹持部位添加与该侧母材等厚的垫片。接头的拉剪试验在MTS C45-305拉伸试验机上进行,拉伸速率10 mm/min,试验数据为至少3次试验结果的平均值。

图2 拉剪试样的形状和尺寸
采用尼康MA100金相显微镜(OM)观察板材和点焊接头显微组织。使用VHX-1500超景深显微镜观察焊缝宏观形貌。使用ZEISS SIGMA300扫描电子显微镜(SEM)对HAZ的显微组织和成分进行观察和分析,使用SEM观察点焊接头断口形貌。点焊接头显微硬度测试在MH-3型显微硬度计上进行,加载载荷2.94 N,保持时间10 s。根据通用标准GWS-5A进行点焊接头显微硬度的测试,显微硬度沿熔核对角线方向测试,如图3所示。

图3 显微硬度分布示意图
2 试验结果与讨论
2.1 B1500HS/DP1180接头的组织
图4为B1500HS/DP1180点焊接头热影响区宏观组织,其中上部为B1500HS,下部为DP1180。图5和图6为B1500HS/DP1180点焊接头热影响区不同区域显微组织。图5为B1500HS侧HAZ微观组织。根据HAZ的峰值温度的影响,将HAZ可分为粗晶热影响区(CGHAZ,图5a)、细晶热影响区(FGHAZ,图5b)、临界热影响区(ICHAZ,图5c)和亚临界热影响区(SCHAZ,图5d)4个部分。CGHAZ和FGHAZ属于完全淬火区,两者其峰值温度在Ac3以上,组织为全马氏体;与FGHAZ相比,CGHAZ马氏体板条较粗大,因为其和熔核区相邻,峰值温度高,马氏体形核驱动力较大;ICHAZ属于不完全淬火区,其峰值温度在Ac1和Ac3之间,组织呈铁素体(α)+马氏体(M)两相组织;SCHAZ属于回火区域,峰值温度小于Ac1,组织仅发生回火转变,电阻点焊过程中加热时间极短,时间可以忽略,属于非等温回火[8]。此外,从图4e可见大量细小的碳化物颗粒沿着原奥氏析晶界、马氏体块边界等位置弥散析出。与文献[4, 8]对马氏体钢和双相钢焊接接头的非等温回火的研究结果一致。
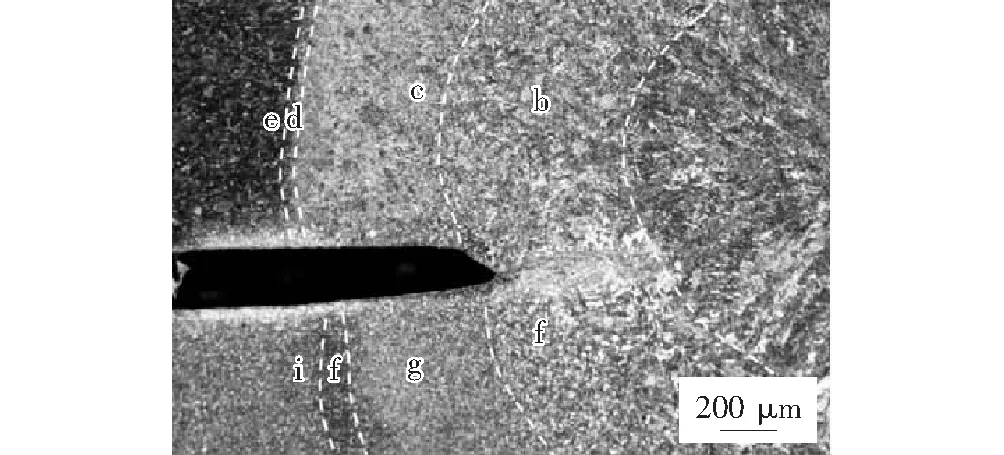
图4 宏观组织

图5 B1500HS侧HAZ微观组织
图6是DP1180侧HAZ微观组织。其组织演变规律与B1500HS侧相似,图6a是CGHAZ的SEM照片,图6b是FGHAZ的SEM照片,图6c是ICHAZ的SEM照片,图6d是SCHAZ的SEM照片。在ICHAZ中,白色块状铁素体在原DP1180马氏体边界生成。而在SCHAZ,白色亚微米碳化物颗粒可以沿着原奥氏体晶界,马氏体板条块等位置析出[8]。因此,DP1180侧ICHAZ和SCHAZ组织形貌的相似度较高。

图6 DP1180侧HAZ微观组织
B1500HS/DP780和B1500HS/DP980点焊接头的HAZ组织演变情况和B1500HS/DP1180的相似,此处不再赘述。
2.2 3种点焊接头的拉剪性能及断裂模式
图7为3种点焊接头拉剪断裂的峰值力。DP780,DP980和DP1180与B1500HS的点焊接头最大拉剪力平均值分别为22.62 kN,23.92 kN和24.04 kN。三者差值较小,最大差值不足5%。说明文中研究的3种DP钢的强度对接头的拉剪强度影响较小。

图7 不同DP钢与B1500HS点焊接头在拉剪测试中的断裂力
图8为拉剪断裂试样的宏观照片。可以看到,3组点焊接头断裂方式均为半界面断裂。对于B1500HS/DP780(图8a,)而言,焊核被从DP780侧拔出;B1500HS/DP980和B1500HS/DP1180的焊核被从B1500HS侧拔出(图8b和图8c)。这说明在B1500HS/DP780的拉剪过程中,接头的失效首先起源于DP780一侧,其断裂模式与DP780侧的HAZ组织和性能密切相关。而对另外2种接头而言,其失效则起源于B500HS侧,接头强度应取决于B1500HS的HAZ组织和性能。

图8 拉剪断裂试样宏观形貌
图9为3种点焊接头拉剪断口截面形貌。从图9a可见,焊核从DP780侧撕裂,留在B1500HS侧。拉剪过程中,DP780侧SCHAZ最先开始出现颈缩,随后出现裂纹直至焊核完全拔出。该区域组织经历了高温回火,且DP780基体强度远小于B1500HS基体强度,成为了点焊接头最薄弱处。相反,由于缺口的应力集中效应,最终焊核拔出并不与初始断裂位置对称,而是在熔核区和HAZ之间的过渡区域。综上,点焊接头中,SCHAZ由于回火引起的严重软化和熔核区和HAZ之间过渡区的缺口应力集中效应而成为点焊接头薄弱处。图9b和图9c分别是B1500HS/DP980和B1500HS/DP1180的拉剪断口截面形貌。可见2组焊点断裂方式与B1500HS/DP780的相同,均为纽扣断裂,但其熔核从B1500HS侧拔出,分别留在DP1180和DP980侧。这说明B1500HS为点焊接头中的薄弱方,点焊接头失效从B1500HS开始,点焊接头强度取决于B1500HS。因此,为提高汽车的安全性,在研究RSW接头断裂行为时应重点关注这些区域的组织和硬度变化。

图9 拉剪断裂截面形貌
2.3 断裂机理分析
2.3.1点焊接头硬度分布
图10为3种点焊接头的显微硬度分布。对B1500HS/ DP780而言,B1500HS侧熔核区与HAZ之间的过渡区域有轻微硬度下降趋势,Eller等人[15]的研究中也观察到这种现象。Sherepenko等人[16]发现,碳偏析的影响可以解释熔融边界的软化。起源于液相或γ相的高温δ铁素体在加热过程中在熔融边界形成。在随后的快速冷却过程中,它可能会限制碳的重新分配。B1500HS侧CGHAZ的马氏体板条粗大(图5b),硬度值略有上升,最大达466.0 HV0.3。在ICHAZ中,该区域形成了α+M两相组织,硬度开始快速下降。在SCHAZ中,回火导致碳化物析出(图5a),马氏体过饱和度下降,但少量碳化物的析出不足以弥补因回火导致的硬度降低,硬度值最低达297.4 HV0.3,较基体硬度(420 HV0.3)下降约29%,软化严重。DP780侧的SCHAZ硬度值为268.7 HV0.3,和其基体硬度(273 HV0.3)相比,无明显软化现象。

图10 3种点焊接头的硬度分布
在B1500HS/DP980组中,B1500HS侧CGHAZ硬度上升,最大值为515.9 HV0.3,SCHAZ硬度最小值为303.7 HV0.3,较其基体硬度470 HV0.3下降约35%。
DP980侧SCHAZ硬度最小值为273.6 HV0.3,基体硬度为330 HV0.3,硬度较基体下降约17%。在B1500HS/DP1180组中,B1500HS侧CGHAZ硬度上升,最大值为537.3 HV0.3,SCHAZ硬度最小值为302.4 HV0.3,较其基体硬度470 HV0.3下降约36%。在DP1180侧,CGHAZ硬度无明显上升,SCHAZ硬度最低,其值为301.3 HV0.3,较其基体硬度400 HV0.3下降约25%。表2对3种点焊接头B1500HS和DP钢侧热影响区硬度最大值、最小值和软化率进行了对比。
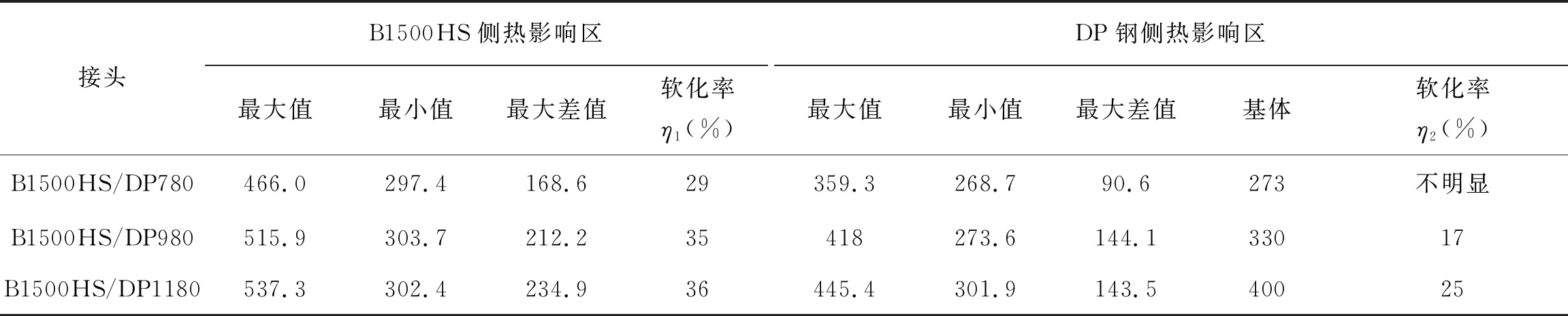
表2 3组点焊接头热影响区硬度最大值、最小值和软化率 HV0.3
2.3.2点焊接头SCHAZ组织分析
为了研究接头软化与组织的关系,对3种接头的SCHAZ组织进行了分析。图11为3种接头B1500HS侧和DP钢侧SCHAZ的SEM照片,对应3种接头首先出现颈缩的部位。B1500HS侧SCHAZ大量细小的亚微米级碳化物沿原奥氏体晶界、马氏体块边界和马氏体板束等位置析出,马氏体过饱和度下降。在3种DP钢的SCHAZ中,随着DP钢强度上升,铁素体量下降,回火马氏体量增加,相应的软化程度增大。相反,DP钢强度级别越高,对应的基体硬度越高,接头的SCHAZ软化越严重。虽然3种接头DP钢侧的软化程度不同,但其SCHAZ的硬度接近(268.7 HV0.3,273.6 HV0.3和301.9 HV0.3),三者的SCHAZ硬度差值远小于其基体的硬度差(273 HV0.3,330 HV0.3和400 HV0.3),见表2。

图11 3种点焊接头SCHAZ组织
对于B1500HS/DP780,由于DP780的HAZ无明显软化现象,且其基体硬度较低,导致在拉剪试验过程中最终从该侧HAZ断裂(图9a)。对于B1500HS/DP980和B1500HS/DP1180,B1500HS的HAZ表现出更严重的软化现象,且CGHAZ和SCHAZ之间的硬度梯度较大(表2),导致B1500HS侧HAZ首先开始颈缩(图9b和图9c)。因此,在B1500HS与异种钢的焊接中,也应该关注对焊DP钢的强度。随着DP钢强度的上升(主要是马氏体含量增加),焊核拔出位置会由DP钢侧转变到B1500HS侧。
3 结论
(1)根据HAZ的峰值温度的影响, 可以将HAZ分为粗晶HAZ,细晶HAZ,临界HAZ和亚临界HAZ。其中粗晶HAZ和细晶HAZ属于完全淬火区,组织为马氏体;临界HAZ属于不完全淬火区,组织为铁素体+马氏体;亚临界HAZ经历回火转变,马氏体过饱和度下降,板条分解,有细小的碳化物析出。
(2)3种点焊接头强度最大拉剪力平均值分22.62 kN,23.92 kN和24.04 kN,三者差值较小,最大差值不足5%。对于B1500HS/DP780,焊核从DP钢侧拔出;而对于B1500HS/DP980和B1500HS/DP1180,焊核从B1500HS侧拔出。初始断裂位置在亚临界HAZ,最终断裂位置在熔核区和HAZ之间的过渡区域。
(3)B1500HS侧亚临界HAZ软化严重,较基体硬度下降约29%~36%,而DP780无明显软化现象,DP980和DP1180侧的亚临界HAZ软化率分别为17%和25%。随着DP钢强度的上升,焊核拔出位置会由DP钢侧转变到B1500HS侧。
猜你喜欢
广州化工(2022年20期)2022-12-01
科技视界(2022年21期)2022-11-08
机械工业标准化与质量(2022年8期)2022-10-09
九江学院学报(自然科学版)(2022年2期)2022-07-02
表面技术(2022年1期)2022-02-12
大连交通大学学报(2021年6期)2021-12-13
保鲜与加工(2021年1期)2021-02-06
热处理技术与装备(2019年4期)2019-09-13
表面技术(2019年6期)2019-06-27
兵工学报(2019年4期)2019-05-08
