随动定尺锯切机的控制设计和应用
2022-08-06 07:46孙振博闫志勇
有色设备 2022年3期
孙振博,闫志勇,张 鹏,裴 旭
(大连康丰科技有限公司,辽宁 大连 116050)
0 引言
随着连续挤压技术的进步,生产出的铜铝及各类合金型材产品尺寸不断增大、增厚,现有收卷设备已不容易对产品进行卷曲收集,特别对厚度超过40 mm 的产品,只能采取分割收集。采用传统液压剪只适合切割扁平的产品,对于厚度较高的产品、异型产品和圆棒产品液压剪切割困难,切割后断面变形不规则需要进行二次切割,切割下来的料头需要重新回炉利用,而且产品的定尺长度更难精确控制。为了解决上述问题,实现对大断面型材产品齐头、断尾的切割要求,大连康丰科技有限公司自主研发出随动定尺锯切机。
随动定尺锯切机采用高精度编码器计米,交流伺服电机同步跟踪产品产出速度,按产品尺寸计算出合理的进给速度,并使用圆锯或带锯进行快速切割。切割产品适用范围广、精度高,断面整齐无多余料头,环保无污染,已在连续挤压生产线上得到广泛应用和认可。
1 设备的组成和工作原理
1.1 设备的组成
随动定尺锯切机由测速计米装置、直线导轨、滑动小车、锯切组、液压站、卸料架、收集架、操作台和电气控制柜组成,如图1 所示。
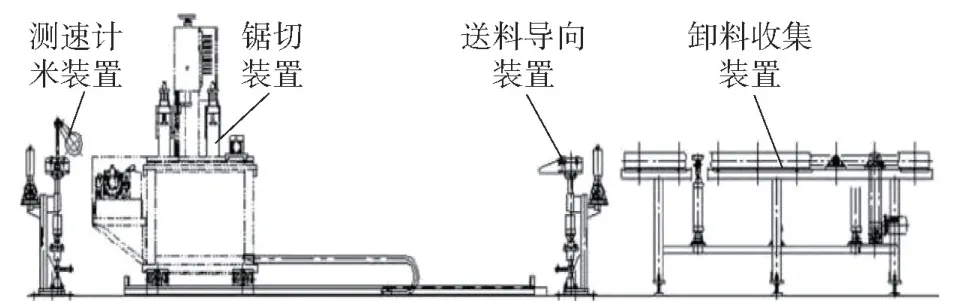
图1 随动定尺锯切机构成图
(1)测速计米装置由下压式计米轮和高精度编码器组成。计米轮周长0.5 m,高精度编码器5 000脉冲/转,定尺精度从原理上可达0.1 mm。
(2)直线轨道是滑动小车行走的轨道框架,直接用膨胀螺丝固定在地面上。
(3)滑动小车安装了锯切组、随动压料油缸、液压站等主要动作部件。
(4)锯切组包含锯切电机、锯切架进给伺服系统、随动压料油缸、限位保护开关等。
(5)卸料架由升降托辊、送料电机、翻料气缸、支撑架、尼龙辊等组成。
(6)收集架由放在卸料架内侧,接收和储存定尺产品。
1.2 工作原理及流程
(1)接通电源后,滑动小车自动移动到初始原点,锯切架自动移动到初始原点,液压泵启动随动压料油缸缩回原始位置。
(2)在触摸屏上输入产品截面尺寸和定尺切割的尺寸,触摸屏将产品尺寸信息导入PLC 进行数据处理,从而计算出锯切架进给切割的起点和终点位置。
(3)产品经过连续挤压机后通过计米装置时将计米轮放置在产品上,和计米轮同轴的高精度编码器开始计量产品长度。当达到设定定长时,滑动小车行走变频电机启动,同步跟随产品速度向后移动。同时液压泵启动,随动压料油缸动作将产品紧紧压在滑动小车上,使产品和小车的速度完全同步,压力继电器达到压力值后接通,随后传输信号给PLC 停止油缸继续动作,启动锯切架伺服系统、锯切电机和锯片冷却。
(4)锯切架从原点以最大速度移动到(1)中根据产品尺寸计算出的切割起点,然后锯切架进给速度切换为根据产品宽度和厚度计算出的进给速度,从切割的起点到终点将产品切断,切断产品后锯切架以最大速度回归到原点,锯切电机和锯切冷却停止运行。
(5)当锯切架回到原点后滑动小车继续随产品行走,达到预定位置后,随动压料油缸回退,滑动小车停止行走,送料电机启动将切断的产品传送到卸料架上,4 组卸料气缸通气动作,将产品抛送至收集架,随后气缸退回。
(6)滑动小车使用变频行走电机返回初始原点,液压泵停止运行。
(7)当产品再次达到定尺长度,随动定尺锯切机将重复(3)~(6)动作。
2 硬件配置设计
2.1 动力系统设计
随动定尺锯切机的功能运动由2 个主电机和4个辅助电机来实现。
随动定尺锯切机滑动小车由三相异步变频电动机驱动,采用变频器调速控制,实时跟随产品出线速度同步运行,切割完成后使滑动小车返回初始起点;锯切组进给和回退采用伺服电机系统,能够快速响应切割情况,根据不同产品宽度和厚度,采用不同的切割进给速度,使锯料时间尽可能的缩短,从而保证设备运行的稳定;液压泵电机提供液压动力,利用随动压料油缸将产品完全压紧在滑动小车上,使两者没有相对位移,保证锯料过程中不会发生产品夹锯,导致锯片损坏;锯料电机作为切割电机,同时具备高速度和高扭矩力;冷却水泵电机提供冷却水循环动力,为锯片提供在线冷却,保证锯片不会因为温度过高而损坏,延长锯片使用寿命,降低损耗成本;送料电机将切割之后的定长产品传送到卸料架,由卸料气缸动作,将产品抛送至收集架。
2.2 控制系统设计
随动定尺锯切机的逻辑运动由PLC 控制器进行控制,选用主流西门子S7-1200PLC。伺服驱动系统选用V90(PN)系列驱动器,变频器采用G120 系列,PLC 与变频器、伺服系统采用ProfiNet 总线通讯,从而实现对变频器和伺服发送执行指令和接受反馈信号。
控制柜和操作台内采用ABB 低压元器件,操作台面板使用西门子KTP700 彩色触摸屏和ABB 按钮、旋钮开关,安全可靠。
传感器选用了接近开关、机械限位开关、拉线编码器,主要用于滑动小车、锯切组行程位置的监测和极限行程的安全保护。
2.3 供电系统设计
供电系统直接影响设备的可靠性,在本系统中,变频控制器、伺服电机驱动器等在工作时会产生大量的电磁辐射干扰和传导干扰。因此将动力元件与控制元件在控制柜内分开布局,两者电源之间采用隔离变压器,减少了电磁辐射干扰。柜内布线采用双线槽,使动力线和控制线分离,从而减少传导干扰。
3 软件系统设计
根据连续挤压产品和随动定尺锯切设备使用要求,软件系统控制逻辑设计如图2 所示。本文主要介绍操作控制系统,滑动小车速度控制和锯料架速度控制方面的设计。
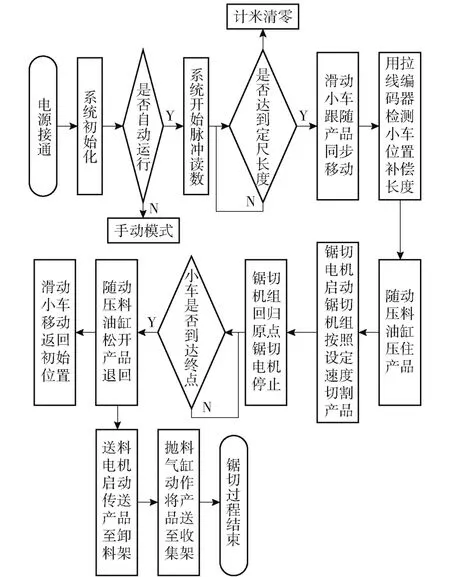
图2 软件系统控制逻辑框图
3.1 操作控制系统设计
随动定尺锯切机控制系统有手动操作运行和自动运行两种工作模式,通过旋钮转换开关进行切换。滑动小车行走部分、锯切架进给部分、锯切机、送料电机、翻料架部分的手动操作不能在系统自动运行状态下进行控制,且各手动动作出于安全考虑不可同时进行,程序需要设定保护互锁控制。
在切换到自动模式之前,应在触摸屏中输入产品截面参数、定尺长度、产品需要根数或者产量等参数,保证滑动小车和锯切架处于起始原点,保证液压泵启动运行,随动液压油缸处于退回状态。
操作台上急停按钮、计米托架升降旋钮、送料架升降旋钮不受手动或自动模式限制。操作台界面布局图,如图3 所示。
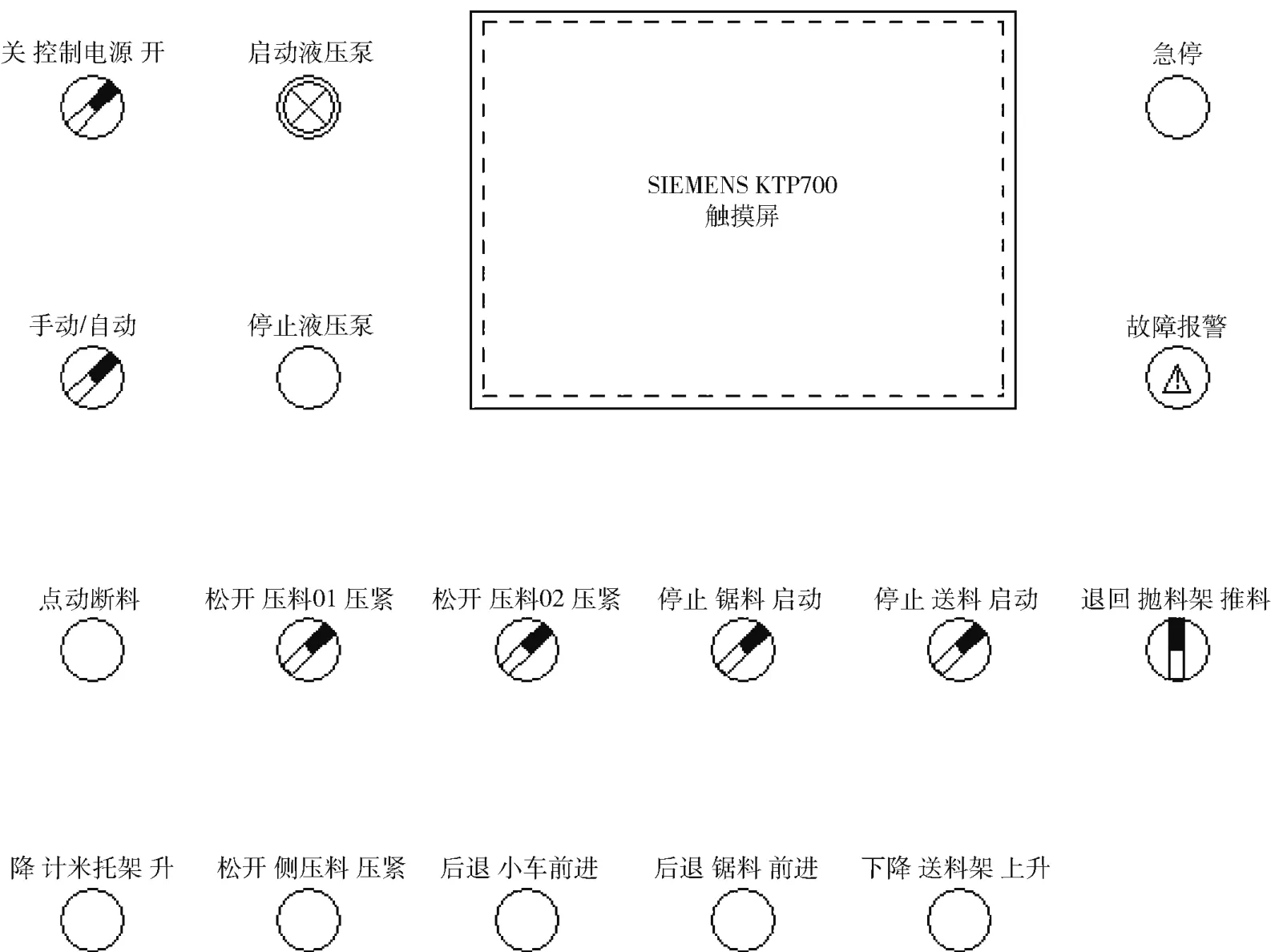
图3 操作台界面布局图
3.2 滑动小车速度控制设计
测速计米高精度编码器以每毫米10 个脉冲信号的精度将脉冲信号输入给PLC,当达到预设定尺距离后,计米器清零后重新计米。同时滑动小车行走变频器启动,变频器的输入给定是通过PLC 内部以测速脉冲信号与变频行走电机额定转速、减速比、滑动轮周长等参数计算得出,为了使滑动小车速度与产品产出速度保持一致,从而保证产品定尺精度。
滑动小车与直线轨道之间使用拉线编码器,实时监测滑动小车的位置,将当前位置信号和速度反馈给PLC,与产品产出速度做对比,得出实际偏差后对变频器的输入给定值进行修正,使滑动小车的速度控制形成闭环。锯料过程完成后小车回退的位置也是通过拉线编码器的位置监测实现的。
直线轨道前中后均安装了接近开关。前端监测小车是否在初始位置的状态;中间接近开关作为拉线编码器清零点,每个循环过程清零一次,消除累计误差;后端作为滑动小车出轨或者拉线编码器故障损害的保护触发信号,一旦触发这个信号,整条生产线将立即进入紧急停止状态,防止设备损坏和出现人员伤亡事故。
3.3 锯切架速度控制设计
随动压料油缸压紧产品,压力继电器触发后,锯切架行走交流伺服系统启动。整个进给行程分为两段,第一段从锯料架起始原点到切割起点,为了尽可能缩短锯料时间,所以进给速度为伺服电机最大速度;第二段从锯料切割起点到切割终点,为了避免进给速度过快导致卡锯或锯片损坏,所以进给速度是通过产品宽度和厚度或截面积计算出来的。当达到锯料切割终点后产品切割完毕,锯料架以伺服电机最大速度退回起始原点。
伺服电机绝对值编码器实时监测锯料架行走位置。在整个行程极限两端安装了接近开关,前端监测锯料架是否在初始原点的状态;后端作为锯料架滑出轨道的保护触发信号。
伺服控制器与PLC 采用ProfiNet 总线通讯,能够将伺服电机运行参数传输给PLC,通过对伺服电机运行参数的数据分析,可以判断锯料进给速度是否合理,对进给速度进行微调从而保证锯片不会因为进给太快导致损坏。同时,通过伺服电机运行电流也可以判断锯片断齿数量,当达到一定断齿数量后在触摸屏上提示客户更换锯片,从而保证设备运行稳定,正常生产。
4 结束语
随动定尺锯切机的控制系统设计解决了产品与随动机构速度同步的问题,实现了高精度定尺动态切割,且在切割过程中没有材料损耗,可长时间稳定运行。随动定尺锯切机的研发和制造使连续挤压机产出的大段面铜铝型材产品更易收集、运输、加工,为生产制造企业减少了成本消耗,产生了较高经济效益。
猜你喜欢
农业工程学报(2022年12期)2022-09-09
传感器世界(2022年4期)2022-08-05
传感器世界(2022年3期)2022-05-24
数字技术与应用(2021年1期)2021-03-24
发明与创新·中学生(2020年1期)2020-08-03
信息技术时代·上旬刊(2019年4期)2019-09-10
发明与创新·小学生(2018年7期)2018-08-06
科技资讯(2016年18期)2016-11-15
学生之友·最作文(2014年5期)2014-07-09